Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Толкающие и тянущие системы управления материальными потоками в производственной логистике
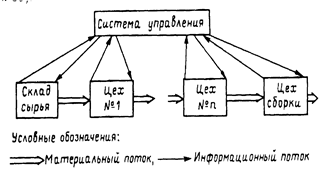
Новая философия организации производства: интеграция процессов снабжения производства, сбыта, транспортировки и представление производства как системы, четко ориентированной на рынок (система “своевременного производства”) В США “Своевременное производство” состоит из 4-х элементов: - своевременная сборка готовых изделий из узлов - своевременная продажа готовых изделий - своевременная закупка материальных ресурсов - своевременный запуск материальных ресурсов в производство Управление материальными потоками в рамках внутрипроизводственных логистических систем может осуществляться различными способами, из которых выделяют два основных: толкающий и тянущий, принципиально отличающиеся друг от друга. Толкающие системы Первый вариант носит название " толкающая система" и представляет собой систему организации производства, в которой предметы труда, поступающие на производственный участок, непосредственно этим участком у предыдущего технологического звена не заказываются. Материальный поток "выталкивается" получателю по команде, поступающей на передающее звено из центральной системы управления производством.
Рис. Принципиальная схема толкающей системы управления материальным потоком в рамках внутрипроизводственной логистической системы. Толкающие модели управления потоками характерны для традиционных методов организации производства. Возможность их применения для логистической организации производства появилась в связи с массовым распространением вычислительной техники. Эти системы, первые разработки которых относят к 60-м годам, позволили согласовывать и оперативно корректировать планы и действия всех подразделений предприятия - снабженческих, производственных и сбытовых с учетом постоянных изменений в реальном масштабе времени. Толкающие системы, способные с помощью микроэлектроники увязать сложный производственный механизм в единое целое, тем не менее имеют естественные границы своих возможностей. Параметры "выталкиваемого" на участок материального потока оптимальны настолько, насколько управляющая система в состоянии учесть и оценить все факторы, влияющие на производственную ситуацию на этом участке. Однако, чем больше факторов по каждому из многочисленных участков предприятия должна учитывать управляющая система, тем совершеннее и дороже должно быть ее программное, информационное и техническое обеспечение.
На практике реализованы различные варианты толкающих систем, известные под названием " системы МРП ", в частности МРП-1 (Material Reguirement Planning, MRP); МРП-2 (Manufacturing Resources Planning, MRP). Возможность их создания обусловлена началом массового использования вычислительной техники. Системы МРП характеризуются высоким уровнем автоматизации управления, позволяющим реализовывать следующие основные функции: - обеспечивать текущее регулирование и контроль производственных запасов; - в реальном масштабе времени согласовывать и оперативно корректировать планы и действия различных служб предприятия - снабженческих, производственных, сбытовых. В современных, развитых вариантах систем МРП решаются также различные задачи прогнозирования. В качестве метода решения задач широко применяется имитационное моделирование и другие методы исследования операций. Тянущие системы Второй вариант организации логистических процессов на производстве основан на принципиально ином способе управления материальным потоком. Он носит название " тянущая система" и представляет собой систему организации производства, в которой детали и полуфабрикаты подаются с предыдущей на последующую технологическую операцию по мере необходимости. Здесь центральная система управления не вмешивается в обмен материальными потоками между различными участками предприятия, не устанавливает для них текущих производственных заданий. Производственная программа отдельного технологического звена определяется размером заказа последующего звена. Центральная система управления ставит задачу лишь перед конечным звеном производственной технологической цепи. Сравнение толкающей и тянущей систем
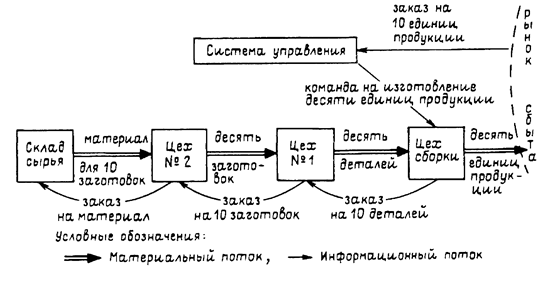
Для того чтобы понять механизм функционирования тянущей системы, рассмотрим пример, изображенный на рисунке.
Рис. Тянущая система управления материальным потоком в рамках внутрипроизводственной логистической системы
Допустим, предприятие получило заказ на изготовление 10 единиц продукции. Этот заказ система управления передает в цех сборки. Цех сборки для выполнения заказа, запрашивает 10 деталей из цеха № 1. Передав из своего запаса 10 деталей, цех № 1 с целью восполнения запаса заказывает у цеха № 2 десять заготовок. В свою очередь, цех № 2, передав 10 заготовок, заказывает на складе сырья материалы для изготовления переданного количества, также с целью восстановления запаса. Таким образом, материальный поток "вытягивается" каждым последующим звеном. Причем персонал отдельного цеха в состоянии учесть гораздо больше специфических факторов, определяющих размер оптимального заказа, чем это смогла бы сделать центральная система управления. На практике к тянущим внутрипроизводственным логистическим системам относят систему " Канбан " (в переводе с японского - карточка), разработанную и впервые в мире реализованную фирмой Тоёта (Япония). Система Канбан не требует тотальной компьютеризации производства, однако она предполагает высокую дисциплину поставок, а также высокую ответственность персонала, так как централизованное регулирование внутрипроизводственного логистического процесса ограничено. Система Канбан позволяет существенно снизить производственные запасы. Например, запасы деталей в расчете на один выпускаемый автомобиль у фирмы Тоёта составляет 77 дол., в то время как на автомобильных фирмах США этот показатель равен примерно 500 дол. Система Канбан позволяет также ускорить оборачиваемость оборотных средств, улучшить качество выпускаемой продукции. Эффективность обеспечивается соблюдением нескольких правил: 1. Последующий этап вытягивает неоходимые изделия с предыдущего этапа в необходимом количестве и в строго установленное время. 2. На участках изготовления \ обработки не может быть изготовлена ни одна деталь, пока не будет получена производственная карточка, разрешающая производство. 3. Количество карточек канбан должно строго соответствовать количеству продукта. 4. Ни одна деталь не производится если нет производственной карточки. 5. Различные детали должны изготавливаться в той последовательности в которой поступали карточки. 6. Бракованная продукция не должна поступать на следующий участок. 7. Количество карточек должно д.б. минимально, т.к. оно отражает максимальный запас деталей. Право изменять количество карточек принадлежит среднему управляющему персоналу.
8. На каждый контейнер приходится 1 транспортировочная карточка и 1 производственная карточка, число контейнеров рассчитывается менеджером по производству. 9. Применяются только стандартные контейнеры в которых помещается определенное количество деталей. Существующие производственные логистические системы “Шодзинка” Заключается в регулировании количества задействованных на участке рабочих при колебании спроса на продукцию. Условия для реализации: - V образное или линейное расположение оборудования (по ходу технологического процесса, рабочие могут быстро перейти на другой участок), - наличие хорошо подготовленных рабочих-многостаночников, владеющих разными специальностями. Система профессиональной ротации Предполагает обучение рабочих нескольким специальностям с целью превращения их в универсалов. Общая эксплуатационная система Нацелена на максимальное использование оборудования. Позволяет сократить простои, время на переналадку и т.п. Система 4-8-4-8-4 (4 часа профилактики, 8 - работы) Дзидоко Автономный контроль качества на каждом рабочем месте. Для внедрения системы потребовалось 10 лет. Она нацелена на выпуск разнообразной продукции. Производство методом “Точно во время” Позволяет выявить проблемы, которые не видны из-за избыточных запасов и лишнего персонала. Идея системы - производить и поставлять готовые изделия как раз к моменту их реализации. Отдельные детали - к моменту сборки узлов. Узлы и комплектующие - к моменту сборки изделия вцелом. Система предусматривает уменьшение размера партий обрабатываемых деталей; Сокращение задела; Сведение к минимуму объемов запасов практически невозможно без существенного сокращения времени на переналадку оборудования. Условия применения системы - высокий уровень автоматизации, синхронизация производственных процессов, высокий уровень культуры производства, высокое качество продукции, высокая производительность, ликвидация складских помещений, сокращение длительности цикла. Система “Точно в срок” Предполагает сокращение до возможных пределов разницы между временем поступления материалов на очередную стадию производства и временем их потребления. Данная система минует промежуточное складирование (производство без запасов, работа с колес). Применение системы требует синхронизации мат. потока и тех. операций. Применение системы Канбан без системы “Точно во время” и “Точно в срок” невозможно. Система ОПТ “Оптимизированная производственная технология” - система организации производства и снабжения, разработанная израильскими и американскими специалистами в 80-е годы, “Израильский Канбан”. Цель - выявление в производстве узких мест или, по терминологии создателей, “ критических ресурсов ”, в качестве которых выступают сырье, материалы, машины, оборудование, тех. процессы, персонал.
Система JIT (ДЖИТ) Сведение к минимуму простоев в ожидании материалов и обеспечить полную сбалансированность процессов перевозок, производства, монтажа, их синхронизация. Варианты системы: - Производство одновременно с монтажом (сборкой) - “сборка с колес”. - Закупка одновременно с производством (в организацию производства вовлекаются субпоставщики) при изготовлении продукции участвуют несколько самостоятельных предприятий: 1 генподрядчик, другие - субпоставщики, которые изготовляют и поставляют на головное предприятие отдельные составные части изделия. Система “Семь 0” Модификация системы JIT. Ее особенности: - 0 дефектов (высокое качество), - 0 простой (мин. Время наладки при смене изделия), - 0 размер партии на рабочем месте, - 0 потери времени и затрат на транспорт, - 0 сверхнормативной продукции, - 0 простоев при устранении неисправностей, - 0 длительность цикла (итог 6 первых пунктов), 0 не означает сведение к абсолютному нулю, а минимизацию, к которой мы стремимся. Система CIM Синхронизация движения материальных и информационных потоков, т.е. обеспечивается неконфликтное существование 2 параллельных потоков. Метод позволяет получить любую информацию о месте нахождения и состоянии материального потока.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-14; просмотров: 1311; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.252.8 (0.029 с.) |