Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Аналіз причин появи браку готової продукції
У роботі використовуються дані, отримані під час ознайомлення з діяльністю підприємства „Рівненський машинобудівний завод”. ВАТ „Рівненський машинобудівний завод” було засновано в 1990 році. Основні види діяльності: випуск запасних частин для залізничного і автомобільного транспорту, сільськогосподарської техніки, торгова діяльність, послуги населенню. Виробнича й економічна стратегія підприємства базується на п’яти основних принципах: · обов'язковість і сумлінність стосовно до кожного партнера; · фірмова гарантія високої якості і добротності кожного виробу і кожної послуги; · орієнтація продукції і послуг на споживача і його запити; · розвиток і удосконалення існуючого виробництва й освоєння нових напрямків діяльності; · закріплення позиції в наявних сферах споживання продукції і завоювання нових ринків. З чотирьох основних напрямків його діяльності розглянемо проблеми управління якістю одного з них – виробництво запасних частин для залізничних вагонів. Більш докладно зупинимося на проблемі бездефектного випуску запчастини вагона – закидки люка. ВАТ „Рівненський машинобудівний завод” забезпечує випуск закидок люка тільки для їхнього первісного комплектування (28 штук на кожен вагон). Підприємство заповнило нішу специфічного сегменту ринку з виготовлення закидок як запчастини.
2.1. Діаграма „причини – результати” Результат процесу залежить від численних факторів, між якими існують відносини типу „причина-результат”. Проконтролювати всі ці причинні фактори неможливо. Навіть якби це було можливим, така робота була б нерентабельною. Якщо додержуватися принципу Парето (діаграма Парето), потрібно стандартизувати два-три найбільш важливі фактори і керувати ними. Але спочатку потрібно виявити ці головні фактори. Це можна визначити методом мозкової атаки, тобто коли збирається група експертів – людей, які мають відношення або знайомі з конкретним процесом і обговорюють сформовану ситуацію. Потім береться одна з найбільш важливих причин і за допомогою діаграми „причини-результати” визначається схема, яка являє собою ланцюг причин і результатів. Діаграма дозволяє виявити і згрупувати умови і фактори, що впливають на дану проблему. За допомогою цієї схеми можна вирішувати широкий спектр конструкторських, технологічних, технічних, економічних, організаційних, соціальних і інших проблем.
Досліджувана проблема умовно зображується у вигляді прямої горизонтальної стрілки. Причини і фактори, які прямо і побічно впливають на проблему, зображуються похилими стрілками. При аналізі повинні виявлятися і фіксуватися усі фактори, навіть ті, які здаються незначними, оскільки мета схеми – відшукати найбільш правильний і ефективний спосіб вирішення поставленої проблеми, а на практиці досить часто зустрічаються випадки, коли можна домогтися добрих результатів шляхом усунення декількох, на перший погляд несуттєвих причин.
Рис 2.1. Діаграма „причини-результати” для аналізу причин, що викликають збільшення браку готової продукції Проблема, яка постає, – бездефектне, якісне виробництво запчастин для залізничного вагона. Використовуючи діаграму „причини-результати” (рис. 2.1) можна проаналізувати проблему, виявити і згрупувати умови і фактори, що впливають на невпорядкованість системи управління якістю. На цій схемі: П – брак готової продукції; 1 – механічні властивості (тимчасовий опір, ударна в'язкість, відносне подовження, межа текучості); 1.1 – хімічний склад литої заготовки (марка стали): 1.1.1 – сталь марки 15Л; 1.1.2 – сталь марки 20Л; 1.1.3 – сталь марки 25Л; 1.1.4 – сталь марки 20ФЛ; 1.2 – вміст розкислювачів легуючих елементів; 1.3 – вміст вуглецю в сталі. 2 – наявність поверхневих дефектів. 2.1 – заглиблення від окалини; 2.2 – поверхневі дефекти відповідно до ТУ креслення: 2.2.1 – заштамповані усадочні раковини; 2.2.2 – заштамповані піскові, шлакові, газові раковини; 2.2.3 – наплив металу по внутрішньому контуру і по радіусу на поверхні зуба. 3 – Якість штампового оснащення. 3.1 – зсув вісі штампів у межах ТУ; 3.2 – штампові відхилення; 3.3 – виступ від зрізу заусенця по лінії рознімання штампів. 4. – Механічна обробка. 4.1 – Вид використовуваного устаткування: 4.1.1 – простий свердлувальний верстат; 4.1.2 – багатошпиндельний свердлувальний напівавтомат; 4.1.3 – багатошпиндельний свердлувальний автомат;
4.2 – якість ріжучого інструмента; Таким чином, за допомогою діаграми „причина-результат” були виявлені фактори, що впливають на якість готової закидки люка на всіх стадіях технологічного процесу. Тобто, отримана інформація, яка необхідна фахівцю для прийняття рішень. На завершення можна зробити висновок, що діаграма „причина-результат” є дуже ефективним засобом для виявлення факторів і причин, які впливають на проблему, що є найбільш важливим для управління якістю продукції в рамках комплексної системи управління якістю продукції. Тому ця діаграма одержала широке поширення на підприємствах у країнах Європи, США і Японії.
Аналіз першопричин Далі необхідно виявити ті першопричини, які створюють найбільші труднощі. Для цього використовуємо діаграму Парето. Вона дозволить здійснити розподіл зусиль і об'єктивно представити фактичне положення справ у зрозумілій і наочній формі. Діаграма Парето – це схема, яка побудована на основі групуванняпо дискретних ознаках, відсортована в порядку убування і яка вказує кумулятивну частоту. Що стосується конкретного виробництва, то проблеми якості обертаються втратами (дефектні вироби і витрати, пов'язані з їхнім виробництвом). Надзвичайно важливо прояснити картину розподілу втрат. Більшість з них буде обумовлена незначною кількістю видів основних дефектів, викликаних невеликим числом головних причин. Таким чином, з'ясувавши причини появи основних важливих дефектів, можна усунути майже усі втрати, зосередивши зусилля на ліквідації саме цих причин. У цьому й полягає принцип діаграми Парето, яка нині широко застосовується. Простого колегіального обговорення основних причин розв'язуваної проблеми зазвичай недостатньо, оскільки думки різних осіб і інстанцій суб'єктивні, некоректні. В основі будь-якого заходу повинна лежати достовірна інформація. Саме таку інформацію дозволяє одержати діаграма Парето. Для побудови діаграми Парето відсортуємо першопричини. Для цього розробимо бланк таблиці, передбачивши в ній графи для відсотків до загального підсумку, кумулятивних відсотків. Розташуємо дані в порядку значимості. Закидку люка можна одержати, використовуючи як заготовку або круглий прокат зі сталі 09Г2Д-12, або литу заготовку зі сталі, зазначеної в ТУ. Розглянемо другий варіант одержання закидки люка. У цьому випадку одержимо наступний бланк (табл. 2.1): Таблиця 2.1
Поверхневі дефекти мають найбільший вплив на якість готової закидки люка, оскільки зовнішні і внутрішні дефекти злитків можуть при штампуванні перейти в поковку, що різко понизить міцність металу, приведе до передчасного фізичного зносу. Якість штампового оснащення також впливає на одержання бездефектної поковки. Наступним по значимості фактором є механічна обробка, і, нарешті, механічні властивості вихідного злитка. Розташуємо дані в порядку значимості і побудуємо діаграму Парето.
Рис. 2.2. Діаграма Парето з причин виникнення браку готової закидки люка при використанні литої заготовки
У даному випадку діаграма Парето відображає причини проблем, що виникають у ході виробництва, і використовується для виявлення головної з них – наявності поверхневих дефектів. Розглянемо ступінь впливу кожної першопричини на якість закидки люка при використанні як заготовки круглого прокату 09Г2Д‑12. У результаті сортування одержуємо наступні дані: Таблиця 2.2
Рис.2.3. Діаграма Парето з причин виникнення браку готової продукції при використанні круглого прокату Ми бачимо, що в даному випадку вплив факторів на якість закидки люка змінився. Головною причиною появи браку стала якість штампового оснащення, далі в порядку убування: · механічна обробка, · поверхневі дефекти, · механічні властивості. При використанні литої заготовки собівартість готової продукції нижче, ніж при використанні круглого прокату, але відповідно нижче і якість одержуваного виробу. А оскільки нашою метою є збільшення якості виробу, то при виготовленні закидки люка потрібно використовувати в якості заготовки саме круглий прокат. Це зменшить наявність поверхневих дефектів, і, відповідно, зменшить фізичний знос.
Аналіз вторинних факторів Щоб з’ясувати, які з вторинних факторів у даному випадку впливають на якість виробу, відсортуємо їх. 1. Механічні властивості:
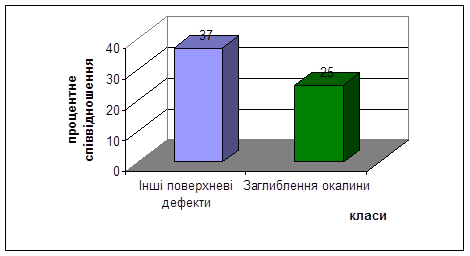
2. Наявність поверхневих дефектів:
3. Якість штампового оснащення:
4. Механічна обробка:
|
|||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-02; просмотров: 113; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.128.199.162 (0.021 с.) |