
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Нониусные средства измеренияСодержание книги Поиск на нашем сайте
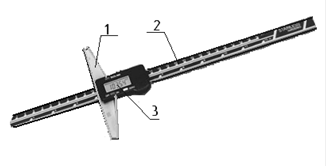
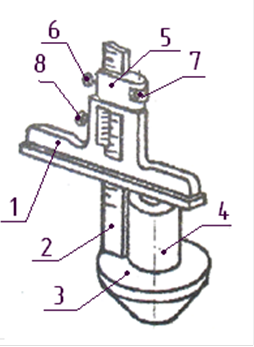
Нониусные средства измерения Штангенциркуль ШЦ-II-250-0,05 ГОСТ 166 То же штангенциркуля типа II с диапазоном измерения 250 - 630 мм и значением отсчёта по нониусу 0,1 мм, класса точности 1: Штангенциркуль ШЦ-II-250-630-0,1-1 ГОСТ 166 То же штангенциркуля типа I с диапазоном измерения 0 - 150 мм, с ценой деления круговой шкалы 0,02 мм. Штангенциркуль ШЦК-1-150-0,02 ГОСТ 166 То же штангенциркуля типа I с диапазоном измерения 0 - 125 мм, с шагом дискретности цифрового отсчётного устройства 0,01 мм: Штангенциркуль ШЦЦ-1-125-0,01 ГОСТ 166 Штангенглубиномер Штангенглубиномеры применяют для прямого измерения высот деталей и уступов и глубин отверстий и пазов. Конструкция штангенглубиномера отличается от штангенциркуля отсутствием подвижной губки, а вместо неё сделана траверса, являющаяся основанием 1 (опорой) при измерениях (рисунок 2.8). Остальные элементы конструкции и методика отсчёта результата измерения аналогичны таковым штангенциркуля. Штангенглубиномеры должны изготавливаться следующих типов: ШГ — с отсчётом по нониусу (рисунок 2.8а); ШГК — с отсчётным устройством с круговой шкалой (рисунок 2.8б); ШГЦ — с электронным цифровым отсчётным устройством (рисунок 2.9). Штангенглубиномер (рисунок 2.8а) состоит из основания 1, штанги 2 с миллиметровой шкалой, рамки с нониусом 3 и устройством 4 для микрометрической подачи штанги 2. Поверхность А основания является одной измерительной поверхностью, а второй - поверхность Б штанги 2. При совмещении измерительных поверхностей основания и штанги с плоскостью поверочной плиты нулевые штрихи шкал штанги и нониуса должны совпадать. Цена деления нониуса штангенглубиномера – 0,10 или 0,05 мм.
а) б) 1 – основание; 2 – штанга со шкалой; 3 – нониус; 4 – устройство микрометрической подачи штанги; 5 – гайка; 6, 7 – стопоры; 8 – круговая шкала со стрелочным отсчётом Рисунок 2.8 – Штангенглубиномер: а) с нониусом; б) со стрелочным отсчётом
Для облегчения отсчёта дробных значений миллиметра могут быть применены штангенглубиномеры типа ШГК со стрелочным механическим отсчётным устройством (рисунок 2.8б). Их конструкция и технология отсчёта аналогичны таковым штангенциркуля со стрелочным механическим отсчётным устройством. Более удобными для считывания результата измерения являются штангенглубиномеры типа ШГЦ с электронным цифровым отсчётом (рисунок 2.9).
Рисунок 2.9 - Штангенглубиномер с цифровым отсчётом
Диапазон измерений, значение отсчёта по нониусу, цена деления круговой шкалы, шаг дискретности цифрового отсчётного устройства и длина измерительной поверхности рамки должны соответствовать указанным в ГОСТ 162 (таблица 2.2)
Т а б л и ц а 2.2 – Характеристики штангенглубиномеров (по ГОСТ 162) Размеры в миллиметрах
П р и м е р у с л о в н о г о о б о з н а ч е н и я штангенглубиномера типа ШГ с диапазоном измерения 0—630 мм и значением отсчёта (ценой деления) по нониусу 0,05 мм: Угломер Угломером называется накладное техническое средство для измерения углов. Отсчёт значения угла производится с помощью нониуса аналогично штангенциркулю. Цена деления нониуса угломеров – 2´, 5´и 10´. Типы и основные параметры угломеров должны соответствовать указанным в ГОСТ 5378 (таблица 2.3).
Таблица 2.3 – Типы и основные параметры угломеров по ГОСТ 5378
Пример условного обозначения угломера типа 1 со значением отсчёта по нониусу 2´: Угломер типа 1-2 ГОСТ 5378-88
На рисунке 2.10 показан угломер типа 1 с ценой деления нониуса 5´. Угломеры этого типа называют транспортирными. Он состоит из основания 1 с нанесённой на нём шкалой 2. Шкала имеет цену деления 1º и диапазон показаний 90º.
1 – основание; 2 – шкала; 3 – сектор; 4 – линейка поворотная; 5 – ось поворота сектора с линейкой; 6 – нониус; 7 – шкала нониуса; 8 – стопор; 9 – угольник; 10 – державка; 11 – линейка неподвижная
Рисунок 2.10 – Угломер типа 1
На основании закреплена неподвижная линейка 11, нижняя сторона А которой является первой измерительной поверхностью. Второй измерительной поверхностью являются нижняя сторона Б поворотной линейки 4 или стороны угольника 9 в зависимости от величины измеряемого угла. Угломер типа 2 (универсальный), показанный на рисунке 2.11, состоит из основания 1, на котором нанесена круговая шкала. По основанию перемещается сектор 2 с закреплённым на нём винтами 4 нониусом 3. К основанию 1 крепится линейка 5, которая имеет измерительную поверхность А. Вторая измерительная поверхность в зависимости от величины измеряемого угла образуется поверхностью сектора 2 или съёмными линейкой 7 и угольником 9. Линейка и угольник закрепляются на угломере
1 – основание; 2 – сектор; 3 – нониус; 4 – винт крепления нониуса; 5 – линейка постоянная; 6 – стопор сектора; 7 – линейка сменная; 8, 10 – державки; 9 – угольник сменный Рисунок 2.11 - Угломер (тип 2)
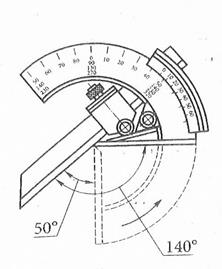
В зависимости от диапазона измеряемых углов компоновки угломеров представлены на рисунке 2.12. Для измерения углов в диапазоне от 0 до 50º в комплектации должны быть угольник и сменная линейка, в диапазоне от 50 до 140 º устанавливается одна сменная линейка, для измерения в диапазоне от 140 до 230 º необходимо установить один угольник, при измерении углов от 230 до 320 º остаётся только основание с сектором.
а) б)
в) г) Рисунок 2.12 - Компоновки угломера для измерения углов разных диапазонов: а) от 0 до 50º; б) 50 до 140 º; в) от 140 до 230 º; г) от 230 до 320 º
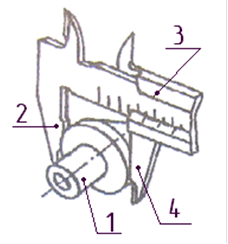
Угломер типа 4 показан на рисунке 2.13. Им можно измерять наружные углы в диапазонах от 0 до 90 º и от 90 до 180 º. Измерительными поверхностями являются обе стороны поворотной линейки 2 и нижние поверхности А и Б основания 1. На поворотной линейке 2 закреплён нониус 3. По сравнению с угломером типа 1 он не требует дополнительных элементов и наладки при измерении углов в разных диапазонах.
1 –основание; 2 – поворотная линейка; 3 – нониус; 4 - стопор
Рисунок 2.13 - Угломер (тип 4)
Лабораторная работа № 1 Цель и задачи работы Освоить технику измерения нониусными средствами измерения, научиться определять случайную систематическую и суммарную погрешности измерения. Ознакомиться с устройством нониусных средств измерения (штангенциркуль, штангенглубиномер и угломер), их метрологическими характеристиками. Научиться обрабатывать результаты измерений. Научиться работать с нормативной документацией.
Литература 1) РМГ 29-99. Государственная система обеспечения единства измерений. Метрология. Основные термины и определения 2) ГОСТ 166—89 (ИСО 3599-76). Штангенциркули. Технические условия 3) ГОСТ 162—90. Штангенглубиномеры. Технические условия 4) ГОСТ 5378-88. Угломеры с нониусом. Технические условия 5) Марков Н.Н. Конструкция, расчёт и эксплуатация контрольно-измерительных инструментов и приборов: учебник/ Н.Н.Марков, Г.М.Ганевский.-М., 1993.- 416с.
2.5.3 Типовое задание 1) Произвести измерения: а) штангенциркулем наружного d 1 и внутреннего D диаметров детали (рисунок 2.14); б) штангенглубиномером высоту h цилиндрической части детали; в) угломером угол α конуса детали. 2) Обработать результаты измерений и дать заключение о погрешности измерений.
Порядок выполнения работы 1) Выполнить эскиз детали с буквенными обозначениями измеряемых размеров (см. рисунок 2.14). 2) Подготовить таблицы для записи результатов измерений. За образец можно принять формы таблиц 2.4 и 2.5. 3) Ознакомиться со средствами измерения и занести в таблицу 2.4 их метрологические характеристики.
Таблица 2.4 – Метрологические характеристики средств измерений
4) Измерение размеров штангенциркулем До начала измерений следует проверить нулевую установку штангенциркуля. Для этого сдвигают его измерительные губки до соприкосновения друг с другом. При этом должны совпадать нулевой и конечный штрихи шкалы нониуса со штрихами основной шкалы (шкалы штанги). Измерение штангенциркулем наружной поверхности детали необходимо проводить в следующем порядке. Поместить деталь 1 между губками штангенциркуля (рисунок 2.15а), прижать неподвижную губку 2 к поверхности детали 1 и, перемещая рамку 3, приблизить к детали подвижную губку 4, после чего закрепить стопорный винт 5 микрометрической подачи. Вращая гайку 6 микрометрической подачи, привести подвижную губку 4 в соприкосновение с поверхностью детали 1 и закрепить винт 7 рамки 3. При этом обе губки должны плотно прилегать к измеряемой детали, а при перемещении штангенциркуля должно ощущаться лёгкое трение. Деталь не должна зависать на штангенциркуле. При измерении необходимо следить зa правильной установкой губок штангенциркуля (без перекосов). Снять штангенциркуль и отсчитать показания по основной шкале и нониусу. Точность отсчёта должна
а) б) 1 – деталь; 2 – губка неподвижная; 3 – рамка с нониусом; 4 – губка подвижная; 5, 7 – стопоры; 6 – гайка микрометрической подачи Рисунок 2.15 – Измерение штангенциркулем наружного и внутреннего размеров детали Измерить размер d 1 (см. рисунок 2.14) не менее пяти раз в одном и том же месте. При обнаружении значения, резко отличающегося от остальных, произвести дополнительные измерения и, если отличающееся значение не повторится, исключить его как грубую ошибку. Результаты измерений занести в таблицу 2.5. При измерении штангенциркулем размера отверстия детали (рисунок 2.15б) в него вводят губки 2 и 4 для внутренних измерений, неподвижную губку 2 прижимают к поверхности отверстия, а подвижную 4 перемещают с помощью рамки до соприкосновения с противоположной стороной. Дальнейший порядок такой же, как при измерении наружной поверхности. При определении внутреннего размера к отсчёту по основной шкале и шкале нониуса прибавляют суммарную толщину губок, указанную на неподвижной губке (обычно 10 мм) (см. рисунок 2.15б). Измерить размер D отверстия детали (см. рисунок 2.14) не менее пяти раз в одном и том же месте. При обнаружении значения, резко отличающегося от остальных, произвести дополнительные измерения и, если отличающееся значение не повторится, исключить его как грубую ошибку. Результаты измерений занести в таблицу 2.5.
5) Измерение размера штангенглубиномером (рисунок 2.16). Основание 1 плотно прижимают к торцу детали 4 и продвигают штангу 2 вручную к поверхности 3. Затем, закрепив устройство 5 микрометрической подачи штанги стопором 6 с помощью гайки 7, подводят штангу до упора с поверхностью 3, прижимая при этом основание 1 к торцу детали. Закрепить штангу стопором 8 и снять отсчёт по шкалам. Измерить длину h цилиндрической поверхности (см. рисунок 2.16) пять раз в одном и том же месте и результаты записать в таблицу 2.5. При обнаружении значения, резко отличающегося от остальных, произвести дополнительные измерения и, если отличающееся значение не повторится, исключить его как грубую ошибку. Точность отсчёта должна соответствовать цене деления нониуса.
4 – деталь; 5 – устройство микрометрической подачи; 6, 8 – стопоры; 7 - гайка
Рисунок 2.16 - Схема измерения штангенглубиномером
6) Измерение угла конуса угломером До начала измерений проверить настройку угломера на ноль. Для этого следует собрать угломер в комплектации для измерения углов в диапазоне от 0 до 90º (см. рисунок 2.12а), протереть измерительные поверхности линеек 5 и 7 и, вращая вручную сектор 2 (см. рисунок 2.11), ввести их в соприкосновение. Между ними не должно быть зазора. Нулевой штрих шкалы нониуса 3 должен совпадать с нулевым штрихом круговой шкалы основания 1. Если штрихи не совпадают, следует обратиться к преподавателю или учебному мастеру. Измерение угла производить следующим образом: а) собрать угломер в требуемой комплектации в зависимости от предполагаемого значения угла (см. рисунок 2.12); б) держа правой рукой основание 1, прижать линейку 2 (рисунок 2.17) к образующей конуса; в) вращая вручную сектор 3, привести в соприкосновение с противоположной образующей конуса линейку 4 или угольник (в зависимости от комплектации); г) для более точной регулировки положения линеек следует использовать микрометрическую подачу. Маховичок подачи расположен с обратной стороны на секторе 3. Необходимо следить за относительным положением линеек и детали. Линейки должны лежать на противоположных образующих конуса без зазоров;
1 – основание; 2 – линейка постоянная; 3 – сектор; 4 – линейка сменная; 5 – стопор сектора; 6 - деталь
Рисунок 2.17 - Схема измерения угломером
д) снять угломер с детали и произвести отсчёт по шкалам основания и нониуса. Точность отсчёта должна соответствовать цене деления нониуса угломера. Измерить угол конуса не менее пяти раз в одном и том же месте и результаты записать в таблицу 2.5. При обнаружении значения, резко отличающегося от остальных, произвести дополнительные измерения и, если отличающееся значение не повторится, исключить его как грубую ошибку.
Т а б л и ц а 2.5 - Результаты измерения размеров нониусными средствами
7) Обработка результатов измерений размеров нониусными средствами: а) определить действительное значение каждого измеренного размера как среднее арифметическое из всех измерений: Результаты занести в таблицу 2.5; б) определить среднеквадратическое отклонение, характеризующее рассеяние (разброс) результатов измерений относительно среднего для каждого измеренного размера: в) провести анализ полученных результатов на наличие грубой погрешности измерения. Обращать внимание следует на наибольшее и наименьшее значения. Если возникнут сомнения относительно размера, который значительно отличается от остальной совокупности, следует провести проверку этого результата по критерию Шовине, так как число измерений n ≤ 10. Проверку проводим по условию: где k – коэффициент, зависящий от числа измерений:
г) в случае, когда значение будет отброшено, следует пересчитать среднее арифметическое (2.1) и среднее квадратическое (2.2). Результаты пересчёта записать в таблицу 2.5, а отброшенное значение зачеркнуть; д) определить суммарную погрешность каждого однократного измерения
За суммарную погрешность окончательного результата измерения Суммарная погрешность измерения состоит из совокупности систематических и случайных погрешностей: Систематическая погрешность применяемых средств измерения указывается в паспорте на средство измерения. При отсутствии паспортов её следует назначить по таблице 2.7; е) определить случайную погрешность измерения и записать в таблицу 2.5: ж) составить таблицу по форме таблицы 2.6 для записи результатов измерений и расчётов. Значения систематической погрешности средства измерения указаны в его паспорте или свидетельстве о поверке. При их отсутствии эти значения могут быть приняты по таблице 2.7. Результаты вычислений занести в таблицу 2.6.
Т а б л и ц а 2.6 - Итоговая таблица результатов измерений и расчётов
з) сравнить полученное значение суммарной погрешности измерения с пределом допускаемой погрешности Δс.и для каждого средства измерения и сделать вывод о точности проведённых измерений по условию: Т а б л и ц а 2.7 - Систематические погрешности средств измерения (для учебных целей)
и) на эскизе детали указать числовые значения измеренных размеров, округлённые по ГОСТ 6636 с учётом действительного значения размера. Такой округлённый размер будет называться номинальным размером. Общее положение для округления: для наружных размеров значение округляем до ближайшего большего стандартного значения; для внутренних размеров – до ближайшего меньшего стандартного значения. Желательно проводить округление в пределах половины миллиметра. Например, среднее арифметическое 17,55 мм округляем до 18 мм. А среднее арифметическое 17,05 - до 17 мм, т.е. до ближайшего меньшего. Поэтому при округлении размеров лучше посоветоваться с преподавателем или учебным мастером.
После окончания работы измерительный инструмент необходимо уложить в футляры и привести в порядок рабочее место. Содержание отчёта 1)Наименование работы, цель. 2) Задание. 3) Эскиз детали с буквенными обозначениями и числовыми значениями измеренных размеров. 4) Используемые средства измерения и их метрологические характеристики. 5) Результаты измерений и их обработки, сведённые в таблицу. 6) Схемы измерения штангенциркулем, штангенглубиномером и угломером (ксерокопии не допускаются). 7) Заключение о точности проведённых измерений и состоянии средств измерения.
2.5.7 Контрольные вопросы 1) Что называется измерением? 2) Какие методы измерения используются в данной работе? 3) Назовите основные метрологические характеристики использованных в работе средств измерения. 4) Объясните устройство и укажите область применения средств измерения, которые были использованы в работе. 5) Как проверить правильность показаний штангенциркуля, штангенглубиномера, угломера? 6) Какие погрешности называют систематическими, случайными, грубыми? 7) Что такое суммарная погрешность измерения и как она определяется? 8) Что такое предел допускаемой погрешности измерения? 9) В каких документах указана систематическая погрешность средства измерения? 10) Для чего нужен нониус? 11) Что такое параллакс? Как уменьшить погрешность от параллакса?
Нониусные средства измерения
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2019-12-14; просмотров: 340; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.008 с.) |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||





 державками 8 и 10. Винт микрометрической подачи сектора расположен с обратной стороны основания 1.
державками 8 и 10. Винт микрометрической подачи сектора расположен с обратной стороны основания 1.




 соответствовать цене деления нониуса штангенциркуля.
соответствовать цене деления нониуса штангенциркуля.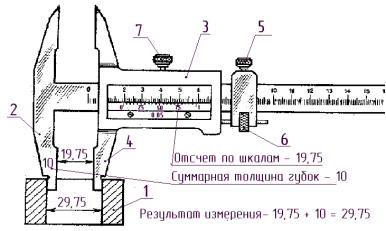
 1 – основание; 2 – штанга; 3 – поверхность, до которой надо измерить размер от торца детали;
1 – основание; 2 – штанга; 3 – поверхность, до которой надо измерить размер от торца детали;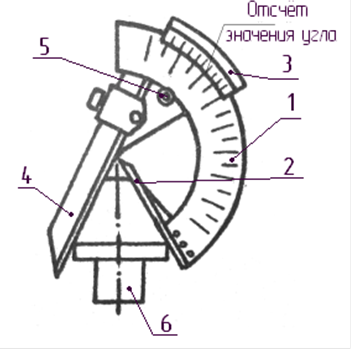

 , мм
, мм , мм
, мм , мм
, мм . (2.1)
. (2.1) ;
;  (2.2)
(2.2) ≥ k* σ - подозрительное значение отбрасывается и не учитывается при обработке результатов;
≥ k* σ - подозрительное значение отбрасывается и не учитывается при обработке результатов; как разность между результатом этого измерения и средним арифметическим значением:
как разность между результатом этого измерения и средним арифметическим значением:  (2.3)
(2.3)  принять наибольшее абсолютное значение из погрешностей однократных измерений:
принять наибольшее абсолютное значение из погрешностей однократных измерений: (2.4)
(2.4)  (2.5)
(2.5)  (2.6)
(2.6) , мм
из табл.2.5
, мм
из табл.2.5
 , мм из табл. 2.5
, мм из табл. 2.5
 , мм
, мм
 (2.7)
(2.7)


