
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Основы техники числового управленияСодержание книги Поиск на нашем сайте
Предисловие В процессе обучения на предприятиях учащиеся все чаще сталкиваются с компьютерными системами ЧПУ (CNC) Из этого следует, что подготовка квалифицированных рабочих должна соответствовать новой технической ситуации. Внедрение в технологический процесс микропроцессоров предъявляет сегодня значительно более высокие требования к абстрактному мышлению учащихся, чем прежде. Целью данного учебного пособия является последовательное ознакомление начинающего квалифицированного рабочего с комплексной темой "Техника числового управления" и оказание помощи в применении на практике приобретенных теоретических знаний. Предполагается знание основ математики (угловых функций, теоремы Пифагора) и технологии обработки со снятием стружки (определения параметров режима резания, угла режущей кромки инструмента, производительности станка). Учебное пособие делится на две большие части: Основы техники числового управления Программирование станков с ЧПУ В первой части излагаются основы, специфические для систем управления и станков. Вторая часть посвящена исключительно программированию станков с ЧПУ, причем особое внимание уделено соблюдению DIN 66 025.
СОДЕРЖАНИЕ ОСНОВЫ ТЕХНИКИ ЧИСЛОВОГО УПРАВЛЕНИЯ Числовое управление 1.1. История развития................................................................ 7 1.2.Агрегатно-блочное числовое управление (NC)................. 7 1.3. Компьютерное числовое управление (CNC)...................... 9 1.4. Групповое числовое управление (DNC).......................... 11 1.5. Позиционная, контурная прямоугольная и контурная криволинейная системы управления......................................................... 13 Системы координат 2.1. Координаты относительно детали.................................... 14 2.2. Положение осей................................................................. 14 2.3. Базовые точки.................................................................. 16 Системы измерения пути 3.1. Принцип измерения.......................................................... 17 3.2. Относительный метод измерения.................................... 17 3.3.Абсолютный метод измерения.......................................... 17 ПРОГРАММИРОВАНИЕ СТАНКОВ С ЧПУ Структура программы для станков с ЧПУ 4.1. Составление программы.................................................. 18 4.2. Структура программы..................................................... 19 4.3. Структура кадра.............................................................. 19 4.4.Структура слова................................................................ 19 4.5. Геометрическая информация............................................ 20 4.6.Технологическая информация.......................................... 20 4.7. Пример программы.......................................................... 22 Методы программирования 5.1.Абсолютное программирование...................................... 23 5.2. Относительное программирование................................. 23 Виды интерполяции 6.1.Линейная интерполяция.................................................... 24 6.2.Круговая интерополяция................................................. 26 Простановка размеров на чертеже 7.1.Абсолютное задание размеров........................................ 28 7.2. Относительное задание размеров..................................... 28 7.3.Задание размеров с помощью таблиц.............................. 29 8. Практические задания по программированию 8.1.Пластина для гравировки................................................ 30 8.2.Пластина для сверления 1, 2............................................. 31 8.3.Контурная плита 1............................................................ 34 8.4.Контурная плита 2............................................................. 37 8.5.Контурная плита 3............................................................. 39 8.6. Общая программа, контурная плита 1-3.............................................................. 41 8.7.Программирование токарной обработки деталей.......... 42 Цапфа
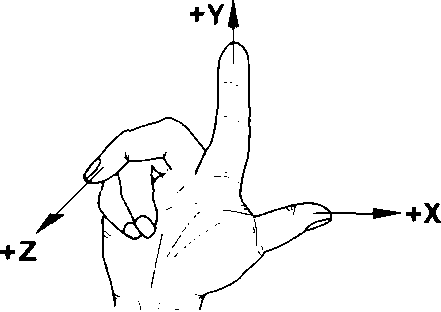
История развития Развитие систем числового программного управления (ЧПУ) началось в 1949 году в Массачусетском технологическом институте (MIT) по инициативе ВВС США. Была поставлена задача по изготовлению из цельных заготовок сложных деталей, таких как лонжероны и части фюзеляжа большегрузных самолетов. Обычными способами изготовления, например, копированием, невозможно было достичь требуемого единообразия. Кроме того, изменения в шаблонах, внесенные задним числом, или срочные изменения были очень дороги либо вообще невозможны. Таким образом, пришли к мысли о создании станков с соответствующими блоками управления, которые должны были функционировать только на основе числовых параметров. Первый работоспособный фрезерный станок с ЧПУ с перфолентным вводом был представлен в 1952 году. Агрегатно-блочное числовое управление (NC) Определение NC = Numerical Control= числовое (программное) управление При агрегатно-блочном ЧПУ а) Технологическая последовательность б) Операции обработки в) Задачи транспортировки представляются числами и буквами. Эти числа и буквы вводятся в устройство ЧПУ (УЧПУ) покадрово с перфоленты или магнитной ленты. Ввод данных Ввод данных осуществляется покадрово, т. е. составляющая единое целое рабочая инструкция (называемая кадром) считывается с перфоленты или с магнитной ленты в ЗУ (запоминающее устройство) данных во время отработки предыдущего кадра Обработка данных Вводимая информация расшифровывается (декодируется) в управляющем устройстве с помощью аппаратных средств и делится на геометрические и технологические данные. Геометрические данные содержат информацию о перемещении (геометрическая информация), технологические данные образуют технологическую информацию станка с ЧПУ. Геометрическая информация Геометрическая информация — это управляющая информация, которая определяет движение инструментов или подающих устройств станка (салазок, стола, суппорта и т. п.) и тем самым геометрическую форму детали. Геометрическая информация состоит из: а) Подготовительной функции (например, функции подачи или ускоренного хода) б) Заданий координат (например, X, Y, Z). Технологическая информация Технологическая информация — это функции станка, которые также необходимы для выполнения работы (например, число оборотов, данные подачи, шпиндель ВКЛ-ВЫКЛ, охлаждение ВКЛ-ВЫКЛ). Блок слежения Технологическая информация обрабатывается блоком слежения станка. Этот блок сравнивает команды переключения с идущими от станка обратными сигналами. Например, после поступления от УЧПУ команды движения (X, Y, Z) блок слежения запрещает подачу, если патрон токарного станка не зажат или подающее устройство станка стоит возле ограничительного концевого выключателя. Определение CNC = Computer numerical control = компьютерное числовое управление В случае ЧПУ типа CNC управляющее устройство содержит программируемую ЭВМ, которая готовит информацию для обработки детали. Функциональные признаки этого ЧПУ определяются в основном программированием этой ЭВМ (микроЭВМ). Функции CNC Функции, которые при традиционном числовом управлении (NC) осуществляются жестко аппаратными средствами, заменяются для ЧПУ типа CNC так называемой "системной CNC-программой" (программные средства). Благодаря этому стало возможным использование одного типа ЭВМ в разных УЧПУ. В зависимости от назначения, например, токарная обработка или фрезерование, на заводе-изготовителе в постоянное запоминающее устройство (ПЗУ) вводятся различные системные CNC-программы (CNC-"lntelligenz" = "интеллектуальное" CNC). Ввод данных Программа обработки считывается только один раз с перфоленты или магнитной ленты и заносится в программную память. В противоположность традиционному УЧПУ также возможен ввод полной программы обработки непосредственно на станке с клавиатуры УЧПУ (цеховое программирование). Программа обработки может вызываться из памяти неограниченное число раз. При изготовлении одинаковых деталей не требуется новое считывание перфолент. Обработка данных Вводимая информация обрабатывается микрокомпьютером, который обычно состоит из одного или более микропроцессоров и различных запоминающих элементов. Ввод и вывод данных выполняет программа ввода и вывода. Контроль четности, распознание кода и деление на геометрические и технологические данные осуществляет программа расшифровки. Интерполяция (расчеты промежуточных точек) при обработке окружностей и наклонных линий проводится специальной программой интерполяции. Управляющая программа для программной памяти ставит кадр на выполнение, указывает подпрограммы и ведет каталог программ обработки, которые в это время находятся в программной памяти. Система слежения Система слежения, которая в случае агрегатно-блочного УЧПУ состоит из жесткой аппаратной блокировки, для ЧПУ типа CNC заменяется программируемым блоком (PC = programmable controller), который соединен с микроЭВМ. Благодаря этому становится возможной обработка программными средствами сигналов управления, которые идут от станка, что позволяет, например, выяснить причину останова и источники ошибок. Программа редактирования Редактированием называют исправление, модифицирование и оптимизацию заложенной в памяти ЭВМ управляющей программы (УП). При этом можно вставлять, заменять или изменять программные блоки (кадры). Кроме того, отдельные части программы отображаются на экране. УЧПУ типа CNC позволяет представить графически траекторию инструмента. Изменения программы в случае традиционного ЧПУ были возможны только исправлением и дублированием (требующими больших затрат времени) перфоленты в бюро программирования. Оптимальная программа обработки для CNC может после первого тестового запуска выдаваться на перфоленты или магнитную ленту и заноситься в архив. Возможность редактирования и уменьшение стоимости микрокомпьютеров являются важнейшими причинами, по которым компьютерные УЧПУ пользуются все большим успехом. Определение DNC = Direct Numerical Control = прямое цифровое управление = групповое ЧПУ Групповое числовое управление — это система, в которой несколько станков с ЧПУ управляются непосредственно одной ЭВМ (режим on-line). Системы группового ЧПУ В настоящее время используются два варианта систем DNC: 1. Централизованная система Подключенное к системе DNC управляющее устройство типа CNC выполняет лишь часть своих функций, например, только функцию слежения и контроль положения отдельных осей. Все другие функции (интерполяция, распознавание кода и т. д.) выполняются центральной ЭВМ. Благодаря такому распределению задач можно значительно удешевить управление. Но недостаток состоит в том, что сбой компьютера ведет к полному останову всех зависящих от него станков. 2. Комбинированная система (система BTR = Behind Таре Reader) Станки имеют стандартное УЧПУ типа CNC с обычным вводом информации (перфоленты, магнитные ленты). При комбинированном вводе подача хранящихся в ЭВМ программных данных осуществляется после считывания перфолент. При нормальном ходе процесса обработки станки с ЧПУ типа CNC соединены с ЭВМ; обмен данных осуществляется непосредственно по линии связи (режим on-line). Новые и исправленные программы могут вводиться в УЧПУ и сохраняться в ЭВМ. При сбое центральной ЭВМ возможен ввод управляющей информации с внешних носителей данных (например, перфоленты или магнитной ленты) (режим off-line), и работа может продолжаться независимо от центральной ЭВМ. Поэтому комбинированные системы наиболее широко распространены в промышленности. Ввод данных Подготовка информации для отдельных станков обычно осуществляется в бюро программирования или подготовки и вводится непосредственно в ЭВМ с терминала. При этом с помощью соответствующих программных средств программы могут быть проверены на формальные и логические ошибки. Обработка данных В централизованных системах главной ЭВМ должен быть быстродействующий компьютер, способный оперативно выдавать информацию и воспринимать сигналы (напр., авария) от станков. В случае комбинированных систем основная функция ЭВМ состоит в том, чтобы управлять программами и распределять их. При этом задачи, которые в обычном производстве с ЧПУ типа CNC относятся к функциям бюро программирования и подготовки, выполняются центральной ЭВМ. Этими функциями являются: -ведение библиотеки программ -ввод, вывод и хранение управляющих программ (УП) -поиск УП -ведение каталогов, таких как каталоги инструментов, материала, номенклатуры деталей -сортировка, сжатие и защита файлов и программ Само программирование может осуществляться либо вручную (кадр за кадром), либо с помощью ЭВМ на специальных языках программирования для ЧПУ. Стандартизация Чтобы унифицировать программирование станков с ЧПУ, координаты детали и положение осей устанавливаются по DIN 66 217. Система координат Используется правосторонняя прямоугольная система координат с осями X, Y и Z, которая привязана к основным направляющим станков. Эта система координат относится в основном к зажатой детали. Отсюда следует простое правило программирования: Деталь неподвижна, перемещается только инструмент. Итак, при программировании всегда принимается, что инструмент перемещается в системе координат предположительно неподвижной детали. Если у станков с ЧПУ есть оси вращения (например, вращающийся стол или поворотные устройства), то они обозначаются буквами А, В и С. Эти вращательные движения А, В и С приводятся в соответствие с осями поступательного перемещения X, У и Z. Если смотреть вдоль положительного направления оси, то вращение по часовой стрелке является положительным направлением вращения.
Положение осей
На токарных станках шпиндель является носителем вращающейся детали. Обрабатывающий инструмент (например, токарный резец) осуществляет поступательные движения в координатах X и Z. а) Ось Z. Ось станка, совпадающая с осью рабочего шпинделя или параллельная ей, определяется как ось Z. Положительное направление оси Z — от детали к токарному инструменту, Если инструмент удаляется от детали, то таким образом, происходит движение Z в положительном направлении, значения координат увеличиваются. б) Ось X. Положительное направление оси X — от оси детали (ось вращения) к резцу. Для токарных станков действует следующее правило программирования: если токарный инструмент движется к детали, должно программироваться отрицательное направление движения. При отводе инструментов от детали направление движения считается положительным Базовые точки Нулевая точка станка М Нулевая точка станка М ("нуль станка") всегда располагается в начале системы координат станка. При наладке станка с ЧПУ эта нулевая точка проходится всеми подающими устройствами станка, тем самым все показания координат устанавливаются на 0.
Базовая точка R
Позиция в рабочей зоне станка, которая точно определяется предельными выключателями. Позиции подвижных органов станка отображаются в системе управления путем подвода к „R". Используется после каждого сбоя питания. Нулевая точка детали W Нулевая точка детали W ("нуль детали") совпадает с началом системы координат детали. Она свободно выбирается программистом и указывает точку на чертеже готовой детали, от которой рассчитываются все размеры. Разница между нулевыми точками станка М и детали W регистрируется УЧПУ как смещение нуля. Этой характеристикой все программируемые значения координат относятся на нулевую точку детали. Структура программы Для выполнения определенного этапа обработки ЧПУ требуется определенное количество команд. Объединение этих команд обозначается как "кадр". Программа состоит из последовательности кадров. Структура кадра Кадр состоит из слов, которые могут содержать системную, геометрическую или технологическую информацию, и из символа конца кадра. При этом должен соблюдаться следующий порядок: а) Номер кадра N (англ. Number) Каждый кадр начинается со слова номера кадра. Этот номер кадра служит для нумерации отрабатываемого в данный момент участка. Но он не определяет, в какой последовательности выполняются кадры, а служит для индикации на пульте управления. б) Подготовительная функция G в) Координаты Задание осей кординат (X, Y, Z, А и т. д.) вместе со знаком и значением координат сообщает управляющему устройству пройденный путь или точку координат на соответствующей оси, к которой производится подвод. г) Подача F (англ. feed function) д) Число оборотов шпинделя S (англ. spindle speed function) е) Инструмент Т (англ, tool function) ж) Вспомогательная функция М (англ. miscellaneous function) Структура слова Одно слово состоит из буквы адреса и числа со знаком или без, причем знак стоит между буквой адреса и числом (например, Х-25). Знак "+" может опускаться. Ряд цифр (число) может содержать десятичную дробь, которая отделяется от целой части точкой (например, Y173.45). Буквы адреса имеют по DIN 66 025 следующее значение: А Поворот вокруг оси X В Поворот вокруг оси Y С Поворот вокруг оси Z D Корректор инструмента Е Вторая подача F Скорость подачи G Подготовительная функция H Не определен I Параметр интерполяции или шаг резьбы параллельно оси X J Параметр интерполяции или шаг резьбы параллельно оси Y K Параметр интерполяции или шаг резьбы параллельно оси Z L Не определен М Вспомогательная функция N Номер кадра О Не определен Р Третье движение параллельно оси Х Q Третье движение параллельно оси Y R Ускоренный ход в направлении оси Z или третье движение параллельно оси Z S Число оборотов шпинделя Т Инструмент U Второе движение параллельно оси Х V Второе движение параллельно оси Y W Второе движение параллельно оси Z X Движение в направлении оси X Y Движение в направлении оси Y Z Движение в направлении оси Z Геометрическая информация Геометрическая информация состоит из подготовительной функции (слово G) и отдельных значений координат (X, У, Z). Она представляет геометрическую часть программы и определяет тем самым контур детали. Подготовительная функция Слово подготовительной функции состоит из буквы адреса G и условного числа (0...99).
Команды G
Технологическая информация Технологическая информация содержит слова подачи F (feed-function), числа оборотов шпинделя S (spindlespeed - function), инструмента Т (tool-function) и вспомогательной функции М (miscellaneous-function). Эти функции вводятся в действие управляющим устройством и представляют собой технологическую часть программы обработки. Подача Слово подачи состоит из буквы адреса F и, как правило, трехзначного числа. Чаще всего используется метод "прямого программирования подачи", т. е. подача вводится непосредственно в мм/мин (для фрезерных станков) или в мм за один оборот (для токарных станков). Однажды запрограммированная подача активна до отмены и отменяется только при записи новой подачи. Пример: Фрезерный станок F 100 - подача 100 мм/мин Токарный станок: F 0.25 - подача 0,25 мм/об Число оборотов шпинделя а) Прямое задание числа оборотов Слово программирования числа оборотов состоит из буквы адреса S и данных числа оборотов. Пример: S1200 число оборотов шпинделя п = 1200 об/мин б) Задание постоянной скорости резания Для достижения постоянной скорости резания при обточке конусов и при поперечной обточке в слове для числа оборотов шпинделя программируется скорость резания в м/мин. Так как при такой токарной обработке постоянно изменяется диаметр, то соответственно УЧПУ плавно изменяет число оборотов шпинделя. Слово постоянной скорости резания состоит из буквы адреса S и данных скорости резания. Словом G 96 задается постоянство скорости резания. Пример: G96 S200 постоянная скорость резания 200 м/мин
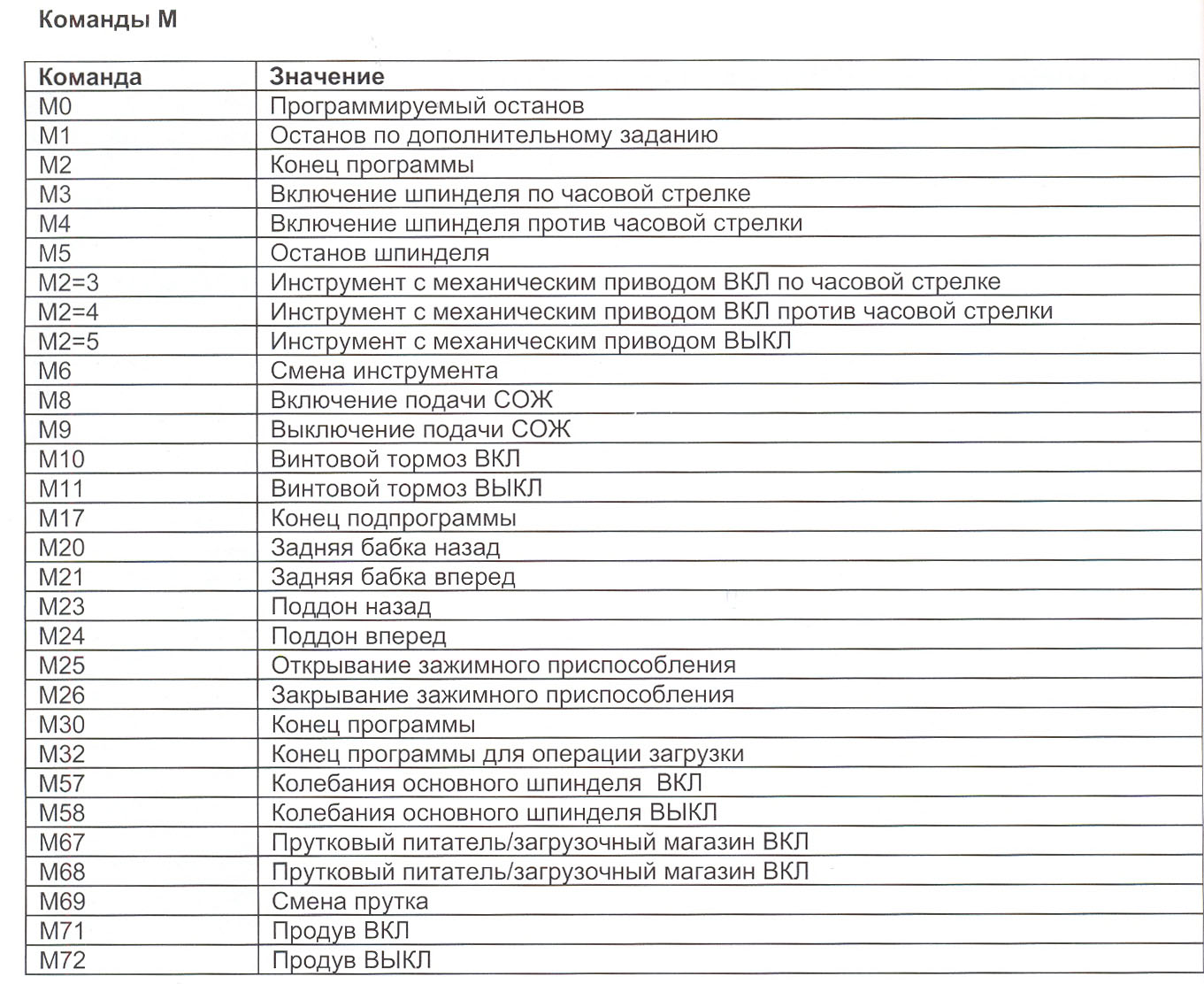
Вспомогательная функция Слово вспомогательной функции, называемой также машинной функцией, состоит из буквы М и двухзначного условного числа (00...99). Вспомогательные функции делятся на функции момента времени и продолжительности действия: 1. Моменты времени приведения в действие а) Функция приводится в действие с начала кадра (например, М 03 правое вращение шпинделя) б) Функция приводится в действие только в конце кадра (например, М 05 шпиндель ВЫК/1) 2. Продолжительность действия а) Функция хранится в УЧПУ и активна до тех пор, пока она не будет отменена другой дополнительной функцией подобного типа (например, М 07 смаз.-охл. жидкость ВКЛ отменяется командой М 09 смаз.-охл. жидкость ВЫКЛ). б) Функция активна только в том кадре, в котором она запрограммирована (например, М 06 смена инструмента). Важнейшие вспомогательные функции:
Пример:
Методы программирования Абсолютное программирование При абсолютном программировании указывается положение заданной конечной точки. Знаки координат определяют, в каком из четырех квадрантов находится эта точка. Координаты заданной конечной точки всегда определяются относительно одной установленной базовой точки (обычно нулевой точки детали W). Положение исходной точки не имеет значения для достижения конечной точки.
Виды интерполяции. Кроме указания о выборе абсолютного или относительного метода программирования УЧПУ необходима информация о характере рабочей подачи (линейная или круговая). При линейной интерполяции движение в режиме рабочей подачи осуществляется одновременно по одной или нескольким осям станка для получения любой прямой в плоскости. Существует линейная функциональная связь между осями. Интерполятор вычисляет необходимые промежуточные точки от исходной точки до заданной конечной. В традиционных агрегатно-блочных УЧПУ интерполяторами являются электронные схемы (аппаратные средства); в УЧПУ типа CNC интерполяция реализуется с помощью внутренних программ (программные средства). Предисловие В процессе обучения на предприятиях учащиеся все чаще сталкиваются с компьютерными системами ЧПУ (CNC) Из этого следует, что подготовка квалифицированных рабочих должна соответствовать новой технической ситуации. Внедрение в технологический процесс микропроцессоров предъявляет сегодня значительно более высокие требования к абстрактному мышлению учащихся, чем прежде. Целью данного учебного пособия является последовательное ознакомление начинающего квалифицированного рабочего с комплексной темой "Техника числового управления" и оказание помощи в применении на практике приобретенных теоретических знаний. Предполагается знание основ математики (угловых функций, теоремы Пифагора) и технологии обработки со снятием стружки (определения параметров режима резания, угла режущей кромки инструмента, производительности станка). Учебное пособие делится на две большие части: Основы техники числового управления
|
||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-07; просмотров: 178; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.134.247 (0.012 с.) |


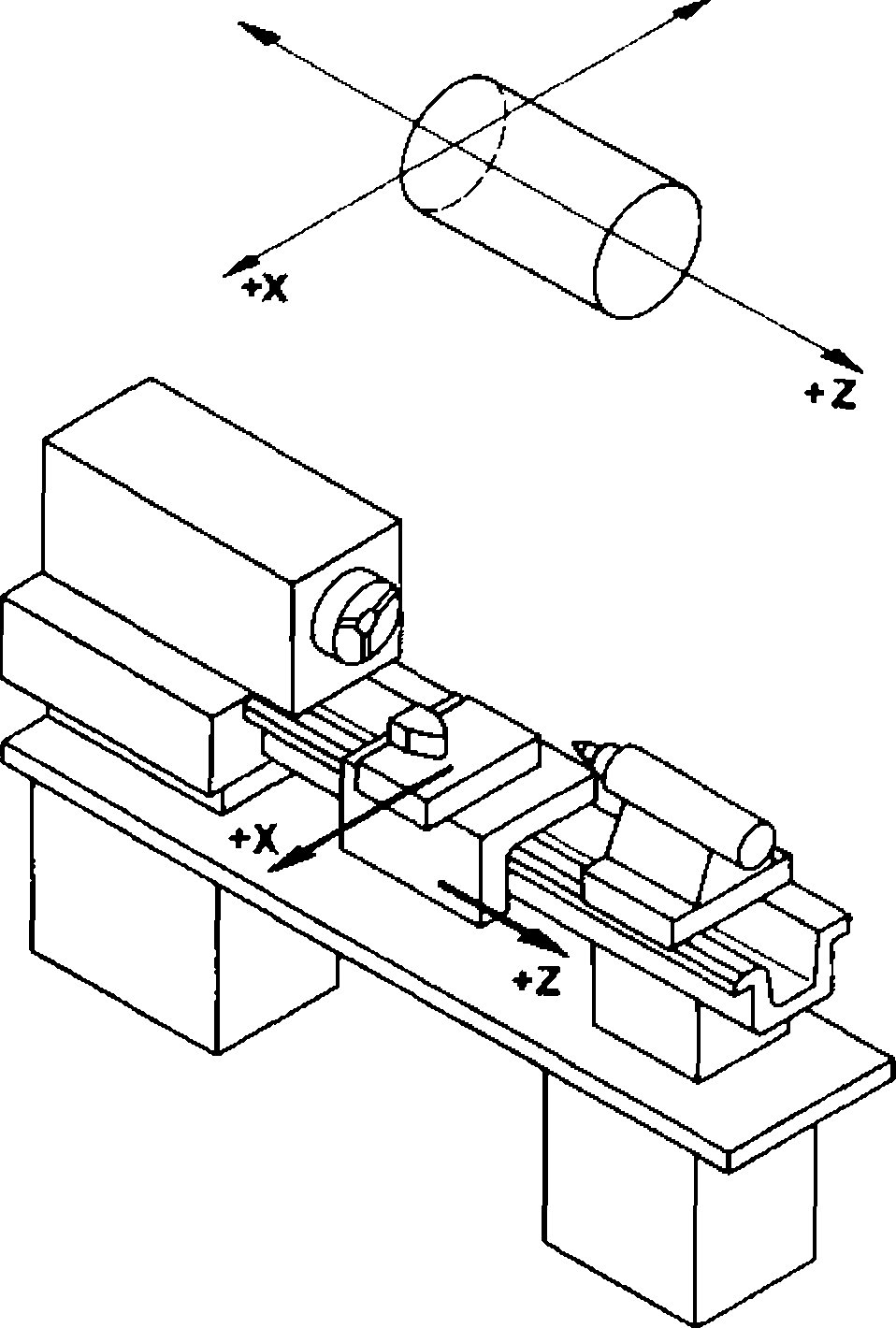 2.2.1. Направление осей для токарных станков
2.2.1. Направление осей для токарных станков У токарных станков эта точка расположена в области зажимного патрона, обычно на плоскости упора фланца шпинделя. Неизменная базовая точка, устанавливаемая произво-дителем станка. Относительно данных точки выполняются все размерные функции станка. В то же время, "М" является началом системы координат.
У токарных станков эта точка расположена в области зажимного патрона, обычно на плоскости упора фланца шпинделя. Неизменная базовая точка, устанавливаемая произво-дителем станка. Относительно данных точки выполняются все размерные функции станка. В то же время, "М" является началом системы координат.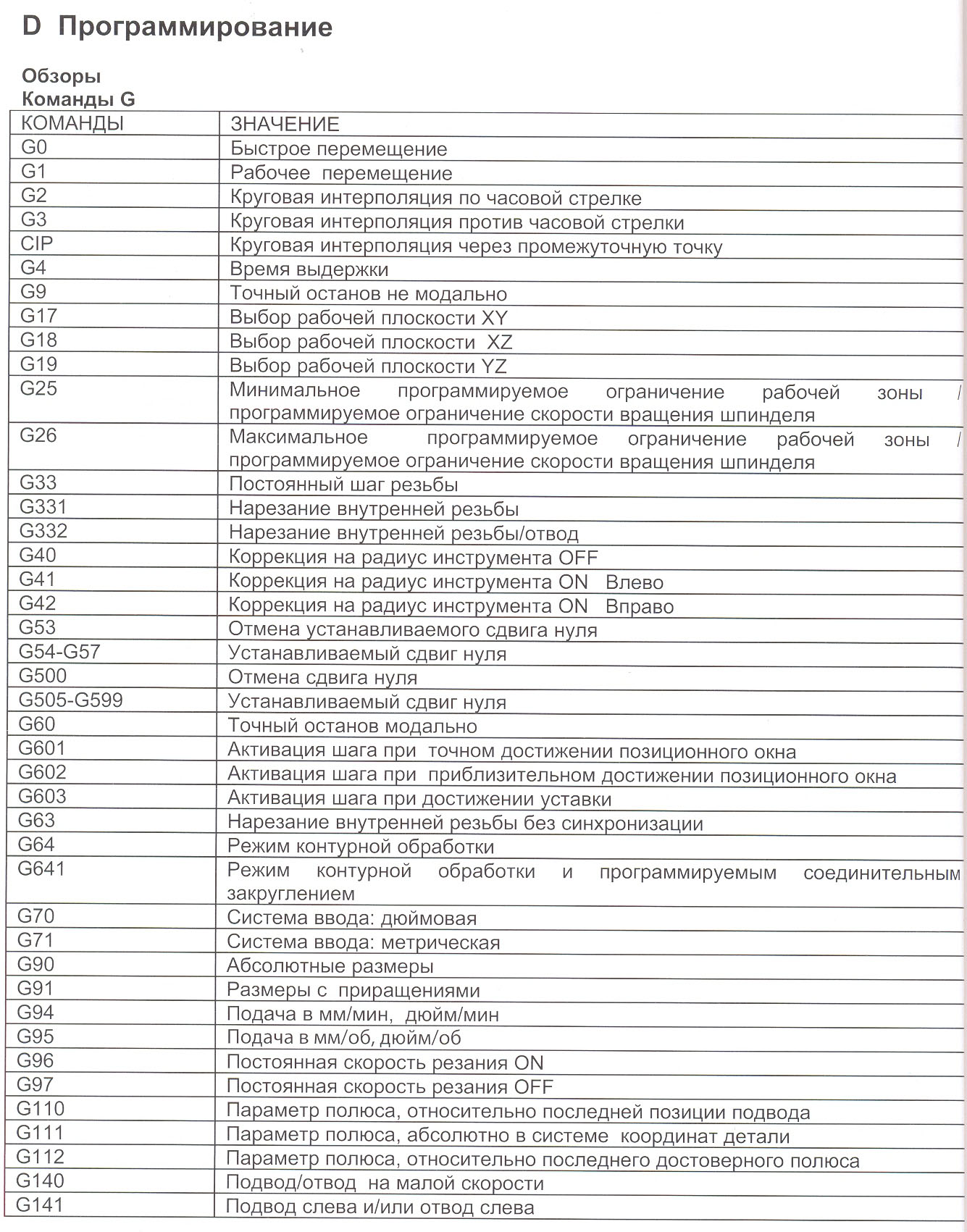
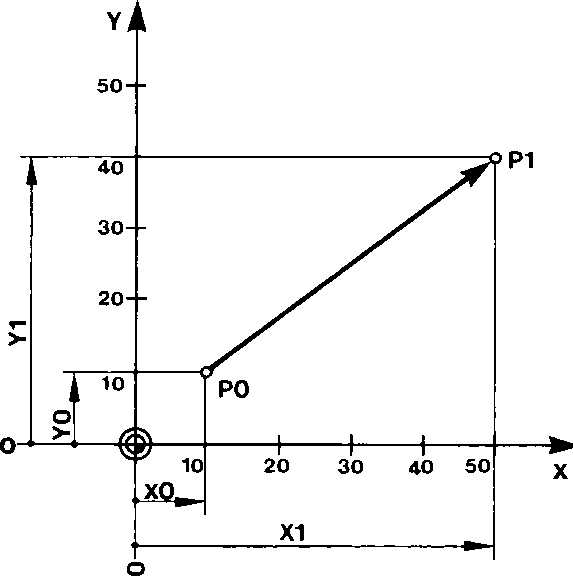 Программирование в абсолютных величинах задается по DIN 66 025 с помощью G 90
Программирование в абсолютных величинах задается по DIN 66 025 с помощью G 90


