Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработка деталей на станках токарной группыСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
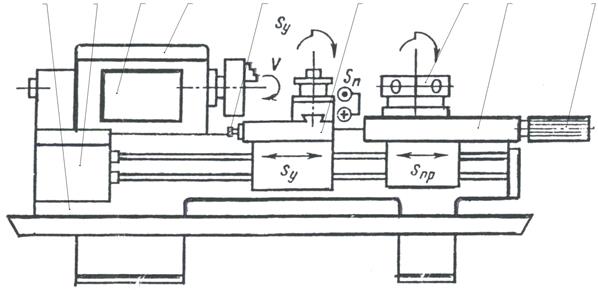
2.1.1 Типы станков токарной группы. Все токарные станки принадлежат к первой группе и подразделяются на следующие подгруппы: 1 – полуавтоматы и автоматы одношпиндельные; 2 – автоматы и полуавтоматы многошпиндельные; 3 – револьверные; 4 – сверлильно-отрезные; 5 – карусельные; 6 – токарные и лобовые; 7 – многорезцовые; 8 – специализированные; 9 – разные. По степени универсальности станки этой группы подразделяются таким образом: – универсальные – для обработки различных деталей в единичном производстве; – специализированные – для обработки группы деталей в серийном производстве; – специальные – для обработки отдельных деталей. 2.1.2 Устройство токарно-винторезного станка. Основные части токарно-винторезного станка (рисунок 2.1): станина 2, передняя бабка 6, задняя бабка 11, коробка подач 3, суппорт 7. Станина 2 предназначена для закрепления на ней неподвижных и перемещения по направляющим подвижных частей станка (суппорт, задняя бабка). В передней бабке 6 размещен главный вал – шпиндель с закрепленным на нем патроном или другим приспособлением, передающим вращение заготовке, а также коробка скоростей 5, от которой шпиндель получает вращение с необходимой частотой. Задняя бабка 11 предназначена для поддержания с помощью центра правого конца заготовки, а также для закрепления в коническом отверстии пиноли сверла, зенкера или развертки (при сверлении, зенкеровании или развертывании отверстий в заготовке). Коробка подач 3 является составной частью механизма подач, получающего движение от шпинделя через гитару сменных зубчатых колес и передающего его ходовому винту или ходовому валу, от которых через механизмы фартука 10 движение передается суппорту 7. Суппорт 7 служит для закрепления инструментов в установленном на нем четырехгранном резцедержателе 8. Суппорт состоит из продольных и поперечных салазок, которые могут перемещаться по направляющим вручную или автоматически, резцовых салазок (каретки) 9, которые перемещаются по направляющим только вручную. Резцовые салазки можно поворачивать на любой угол в пределах ± 900 и закреплять в этом положении, что необходимо при обработке конических поверхностей.
Рисунок 2.1 – Общий вид токарно-винторезного станка 16К20
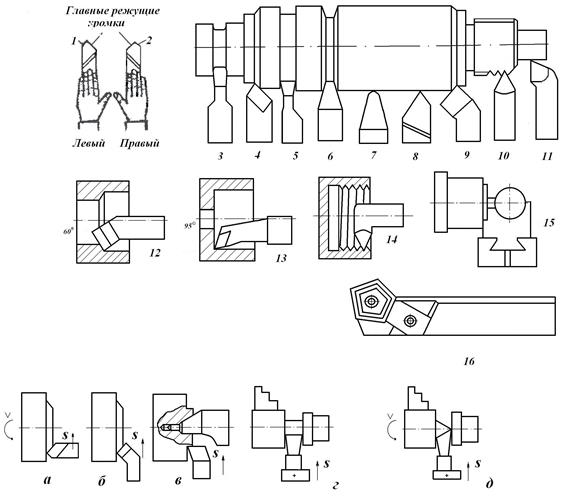
2.1.3 Основные виды работ, выполняемых на токарных станках. Для обработки на станках токарной группы наряду с основным вращательным движением заготовки, закрепленной в патроне или в другом приспособлении, необходимо продольное или поперечное перемещение режущего инструмента. Внешние цилиндрические поверхности обрабатывают проходными прямыми, отогнутыми, упорными, с закругленной вершиной для чистовой обработки резцами соответственно (рисунок 2.2, поз. 8, 9, 11, 7).
Рисунок 2.2 – Виды работ, выполняемых на токарном станке Плоскости обрабатывают проходными прямыми и отогнутыми, подрезными с поперечной подачей (рисунок 2.2, поз. а, б, в), упорными при продольной подаче (рисунок 2.2, поз. 11) резцами. Прорезание канавок и отрезка заготовки выполняется с поперечной подачей канавочными и отрезными резцами (рисунок 2.2, поз. 3, 5, 6, рисунок 2.2, поз. г, д). Обработка отверстий. Зацентровку, сверление, зенкерование и развертывание отверстий производят соответствующими инструментами, установленными в пиноли задней бабки (рисунок 2.3) или в держателе центрового инструмента, закрепленном в резцедержателе или в револьверной головке (рисунок 2.4, поз. 2-5).
а) б) в) г) Рисунок 2.3 – Обработка отверстий в сплошной заготовке Растачивают цилиндрические отверстия проходными, отогнутыми или расточными резцами (рисунок 2.2, поз. 12, 13). Фасонные поверхности небольшой длины обрабатывают резцами с поперечной подачей (рисунки 2.2, поз. 15 и 2.4 поз. 7). Профиль режущей кромки фасонного резца должен соответствовать профилю обрабатываемой поверхности. При обработке фасонных поверхностей значительной длины часто используют копиры с формой паза, соответствующей форме обрабатываемой поверхности (аналогично рисунку 2.5, поз. г). Нарезание резьбы. На токарном станке внешнюю резьбу можно нарезать резцом (рисунок 2.2, 10) или плашкой (рисунок 2.4), а внутреннюю – резцом (рисунок 2.4) или метчиком.
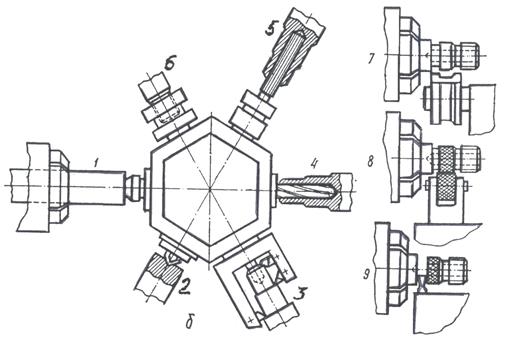
2.1.4 Обработка на токарно–револьверных станках. Токарно-револьверные станки предназначены для обработки достаточно больших партий деталей, имеющих сравнительно сложную форму. Для таких деталей необходимо последовательно применять различные инструменты: резцы, сверла, зенкера, развертки, метчики, плашки и др., например, болты, гайки, валики и др. В отличие от токарных, у револьверных станков нет задней бабки и ходового винта, а на продольном суппорте установлена многопозиционная револьверная головка с вертикальной или горизонтальной осью вращения. В ней устанавливают необходимые инструменты и вводят их в работу в определенной последовательности. Токарно-револьверный станок с вертикальной осью револьверной головки для патронных и прутковых работ представлен на рисунке 2.4, поз. а. Он состоит из основных частей: станины 1, передней бабки 4 с коробкой скоростей 3, коробки подач 2, револьверного суппорта 7 с револьверной головкой 6, поперечного суппорта 5, барабанов задних 8 и передних 9 упоров.
1 2 3 4 9 5 6 7 8
а)
Рисунок 2.4 Общий вид и схема настройки для обработки втулки токарно-револьверного станка с вертикальной осью револьверной головки
При отводе суппорта с револьверной головкой в крайнее правое положение головка поворачивается на 1/6 часть оборота и переводится в следующую позицию. При наладке станка упоры на барабане размещают так, что при продольной обработке заготовки на необходимую длину соответствующий каждой позиции упор выключит автоматическую продольную подачу суппорта. Таким образом, обеспечивается одинаковая длина обработки у всех обрабатываемых деталей. Поперечный суппорт 5 с четырехрезцовым резцедержателем можно перемещать в продольном и поперечном направлениях. На переднем конце шпинделя устанавливают самоцентрирующий патрон. Если деталь изготавливают из прутка, то его пропускают сквозь отверстие в шпинделе. Раскрепление прутка, подача его на необходимую длину и закрепление осуществляются с помощью механизма, управляемого одной рукояткой. На рисунке 2.4, поз. б приведен пример наладки револьверного станка для изготовления из прутка втулки с накатанной головкой. Последовательность позиций обработки следующая: 1 – подача прутка до упора; 2 – подрезка торца резцом, установленным в поперечном суппорте, и зацентровка отверстия; 3 – сверление отверстия на половину глубины и одновременное обтачивание двух цилиндрических поверхностей и фаски; 4 – сверление отверстия на необходимую глубину; 5 – развертывание отверстия; 6 – нарезание наружной резьбы плашкой; 7 – точение фасонным резцом; 8 – накатывание головки; 9 – отрезание готовой детали. Содержание отчета по лабораторной работе №2
1 Цель работы. 2 Назначение и область применения токарно-револьверного, токарно-винторезного станков. 3 Виды работ, выполняемых на токарных станках и виды инструментов, применяемых для их исполнения 4 Упрощенные схемы токарно-винторезного и токарно-револьверного станков и назначение основных узлов.
Задание для самоподготовки Изучить следующее: –способы обработки конических поверхностей; – назначение и область применения токарно-карусельного станка; – оснастку, применяемую при обработке деталей на токарных станках.
2.1.5 Обработка конических поверхностей. Конические поверхности обрабатывают следующими способами (рисунок 2.5): – резцом с соответственно размещенной главной режущей кромкой; – поворотом верхней каретки суппорта; – смещением задней бабки; – с помощью копировальной линейки.
Рисунок 2.5 – Обработка конических поверхностей на токарном станке
2.1.6. Обработка деталей на токарно-карусельных станках. Токарно-карусельные станки предназначены для обработки тяжелых заготовок большого диаметра и небольшой длины, не превышающей 0,7 диаметра. Обычно это детали типа дисков: шкивы, маховики, зубчатые колеса и др.
Рисунок 2.6 – Общий вид двухстоечного токарно-карусельного станка и обработка шкива Общий вид двухстоечного токарно-карусельного станка с диаметром планшайбы более 1,6 м и обработка на нем шкива показаны на рисунке 2.6. Станок состоит из станины 1, планшайбы 12 с четырьмя кулачками, стоек 2, соединенных вверху поперечиной 6, траверсы 3, вертикальных суппортов 5 и 7, бокового суппорта 10 и трех коробок подач 4, 9, 11. Все суппорты можно перемещать автоматически или вручную. Направления всех перемещений указаны стрелками на рисунке 2.6. Суппорт 5 имеет поворотную часть, которую при обработке конических поверхностей можно устанавливать под необходимым углом. На суппорте 7 установлена пятипозиционная револьверная головка 8, в которой может быть одновременно установлено пять инструментов.
|
||||
|
|
Последнее изменение этой страницы: 2017-02-06; просмотров: 1212; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.41 (0.008 с.) |