Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Розрахунок виконавчих розмірів калібрів.
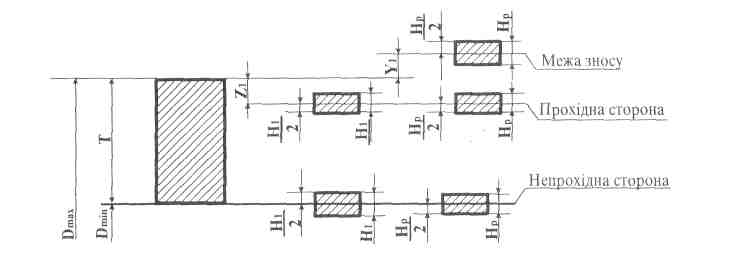
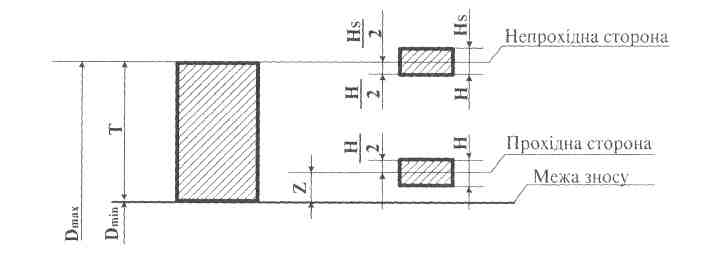
Старанним називають розмір калібру, проставлений на кресленні так, щоб допуск на його виготовлення був направлений в тіло калібру. Таким чином, як виконавчий розмір скоби приймають її якнайменший граничний розмір, з позитивним відхиленням, для пробки і контрольного калібру — їх найбільший граничний розмір з негативним відхиленням. Придатність деталей з допусками від ІТ6 до ІТ7, особливо в масовому та крупносерійному виробництвах, найчастіше перевіряють граничними калібрами. За призначенням калібри для гладких циліндричних виробів поділяються на калібри для перевірки валів (скоби та кільця) та калібри для перевірки отворів (пробки). При контролі валів прохідні калібри у вигляді кілець використовують тільки в особливо відповідальних випадках, коли вимагається контролювати циліндричність. Граничні калібри бувають робочі та контрольні. Робочі калібри (прохідний ПР та непрохідний НЕ) призначені для контролю виробів в процесі їх виготовлення. Контрольні калібри (К—ПР та К—НЕ) призначені для контролю нерегульованих та установки регульованих калібрів—скоб. Допустиме спрацювання робочої прохідної скоби перевіряють контрольним калібром (К—И — зношений). Допуски та граничні відхилення гладких робочих та контрольних калібрів встановлені для розмірів: до 500мм (ГОСТ 24853, та 500...3150 мм (ГОСТ 24852). Для розмірів до 500мм передбачено 8 варіантів схем розташування полів допусків робочих та контрольних калібрів відносно поля допуску контрольованої деталі. Калібри для розмірів, більших за 500мм, використовуються для контролю деталей 9... 17 квалітетів та мають єдину систему полів допусків. Початком відліку відхилень для прохідних калібрів є прохідна межа вала або отвору (найбільший граничний розмір вала або найменший - отвору), непрохідних - їхня непрохідна межа (найменший граничний розмір вала або найбільший - отвору). На рисунках 7 – 11 представлені схеми розташування полів допусків калібрів для контролю отворів та валів діаметром до 180 мм 6...8 та 9...17 квалітетів точності. На цих рисунках позначено: D min, D max -найменший та найбільший розміри виробу; Т - допуск виробу; Н - допуск на виготовлення прохідних і непрохідних робочих калібрів для отворів;
НS - допуск на виготовлення робочих калібрів із сферичними поверхнями для отворів; Н1 - допуск на виготовлення прохідних і непрохідних калібрів для валів; НP - допуск на виготовлення контрольних калібрів для скоб; Z, Z1 - відхилення середини поля допуску прохідного калібру відповідно для калібру - пробки та калібру - скоби відносно прохідної (найменшого або найбільшого граничного розміру виробу) межі; Y, Y1 - допустимий вихід розміру спрацьованого прохідного калібру відповідно для отвору та вала за границю поля допуску виробу. Граничні розміри калібрів розраховуються на основі наведених в стандартах схем (дивись на рисунках 7 – 11) та допусків. На робочих кресленнях калібрів проставляють виконавчі розміри, розраховані на основі граничних. Виконавчий розмір калібра повинен мати допуск у вигляді одного відхилення, направленого в метал ("в тіло" калібру). Конструктивно гладкі калібри виконуються: - калібри-скоби - згідно ГОСТ 18358- ГОСТ 18369 (рисунок 13); - калібри-пробки - згідно ГОСТ 14807 - ГОСТ 14827 (рисунок 14 -16). ГОСТ 2015 регламентує технічні вимоги на виготовлення калібрів. При маркіруванні на калібр наносять: - номінальний розмір деталі, для якого призначений калібр; - літерне позначення поля допуску калібру; - цифрові величини граничних відхилень виробу в мм (на робочих калібрах); - тип калібру (наприклад, ПР, НЕ, К-ПР, К-НЕ, К-И); - товарний знак підприємства-виробника.
Рисунок 7 - Виконавчі розміри калібрів
Формули для визначення граничних розмірів робочих калібрів.
Приклад Визначити граничні та виконавчі розміри калібра - скоби для контролю вала ø 60к6 та контркалібра до неї. Зобразити схему полів допусків калібрів та дати ескіз робочих калібрів з нанесенням виконавчих розмірів.
Розв'язок. 1. Згідно з ГОСТ 25347 (6Е, таблиця З.Д.14) знаходимо граничні відхилення вала ø 60к6, які дорівнюють: еs = 21 мкм; еі = 2 мкм. тобто d max = 60,021 мм; d min = 60,002 мм.
Рисунок 8 - Схема розташування полів допусків калібрів для валів діаметром до 180 мм 6..8 квалітетів точності
Рисунок 9 - Схема розташування полів допусків калібрів для валів діаметром до 180 мм 9...17 квалітетів точності
2. Згідно з табл. 2 ГОСТ 24853(див. також таблицю З.Д.15) Для діаметра ø 60 мм 6-го квалітету точності вони дорівнюють: Z1 = 4 мкм; Y1 = 3 мкм; Н1 = 5 мкм; Н р = 2 мкм. 3. Керуючись рис. З ГОСТ 24853 (рисунок 8), будуємо схему розташування полів допусків калібрів для контролю вала ø 60к6 (рисунок 10).
Рисунок 10 - Схема розташування полів допусків калібру-скоби для контролю вала ø60к6 4. У відповідності з формулами таблиці 1 ГОСТ 24853 (або таблиця З.Д.16 та рисунка 10 визначаємо розміри калібрів та контркалібрів.
Калібри-скоби: ПР max = d max - z1 + H1/2 = 60,021 - 0,004 + 0,005/2 = 60,0195 (мм); ПР min = d max - z1 - H1/2 = 60,021 - 0,004 - 0,005/2 = 60,0145 (мм); ПРИ = d max + y1 = 60,021 + 0,003 = 60,024 (мм); НЕ max = d min + H1/2 = 60,002 + 0,005/2 = 60,0045 (мм); НЕ min = d min - H1/2 = 60,002 - 0,005/2 = 59,9995 (мм). Виконавчі розміри калібрів - скоб: ПР = ПР min + H1 = 60,0145 +0,005 (мм); ПРИ = 60,024 +0,005 (мм); НЕ = НЕ min + H1 = 59,9995+ 0,005 (мм). Контркалібри до скоб: К – ПР max = d max - z1 + Hр/2 = 60,021 - 0,004 + 0,002/2 =60,018 (мм); К - И max = d max + y1 + Нр/2 = 60,021 + 0,003 + 0,002/2 = 60,025 (мм); К – И min = d max + y1 - Нр/2 = 60,021 + 0,003 - 0,002/2 = 60,023 (мм); К – НЕ max = d min + Нр/2 = 60,002 + 0,002/2 = 60,003 (мм); К – НЕ min = d min - Нр/2 = 60,002 - 0,002/2 = 60,001 (мм);
Виконавчі розміри контркалібрів: К - ПР = 60,018 -0, 002 (мм); К и = 60,025 -0, 002 (мм); К - НЕ = 60,003 -0, 002 (мм).
1. Конструкція робочого калібру-скоби згідно з ГОСТ 18362 з нанесенням виконавчих розмірів та маркірування показана на рисунку 11.
Рисунок 11 - Конструкція калібру-скоби для контролю вала ø60к6 Приклад Визначити граничні та виконавчі розміри калібра - пробки для контролю отвору ø 60Н7 та контркалібра до неї. Зобразити схему полів допусків калібрів та дати ескіз робочих калібрів з нанесенням виконавчих розмірів. Розв'язок. 1. Згідно з ГОСТ 25347 (6Е, таблиця З.Д.14.2) знаходимо граничні відхилення вала ø 60Н7, які дорівнюють: ES = 30 мкм; EІ = 0 мкм. тобто D max = 60,030 мм; D min = 60,000 мм.
Рисунок 12 - Схема розташування полів допусків калібрів для отворів діаметром до 180 мм 6..8 квалітетів точності
Рисунок 13 - Схема розташування полів допусків калібрів для отворів діаметром до 180 мм 9...17 квалітетів точності
2.Згідно з табл. 2 ГОСТ 24853(див. також таблицю З.Д.15)
Для діаметра ø 60 мм 7-го квалітету точності вони дорівнюють: Z1 = 4 мкм; Y1 = 3 мкм; Н1 = 5 мкм; Н р = 2 мкм.
3.Керуючись рис. З ГОСТ 24853 (див. рисунок 8), будуємо схему розташування полів допусків калібрів для контролю отвору ø 60Н7 (рисунок 14).
        
Рисунок 14 - Схема розташування полів допусків калібру-пробки для контролю отвору ø60Н7
4. У відповідності з формулами таблиці 1 ГОСТ 24853 (або таблиця З.Д.16 та рисунка 14 визначаємо розміри калібрів та контркалібрів.
Калібри-пробки: ПР max = D min + z + H/2 = 60,000 + 0,004 + 0,005/2 = 60,0065 (мм); ПР min = D min +z - H/2 = 60,000 + 0,004 - 0,005/2 = 60,0015 (мм); ПРИ = D min - Y = 60,000 - 0,003 = 59,997(мм); НЕ max = D max + H/2 = 60,030 + 0,005/2 = 60,0325 (мм); НЕ min = D max - H/2 = 60,030 - 0,005/2 = 60,275 (мм). Виконавчі розміри калібру -пробки: ПР = ПРmax - H = 60, 0065 -0,005 (мм); ПРИ = 59,997 -0,005 (мм); НЕ = НЕmax - H = 60,0325 -0,005 (мм).
Контркалібри до пробки: К – ПР max = D min + z + Hр/2 = 60,000 + 0,004 + 0,002/2 =60,005 (мм); К - И max = D min - Y + Нр/2 = 60,000 - 0,003 + 0,002/2 = 59,998(мм); К – И min = D min - Y - Нр/2 = 60,000 - 0,003 - 0,002/2 = 59,996(мм); К – НЕ max = D max + Нр/2 = 60,030 + 0,002/2 = 60,031 (мм); К – НЕ min = D max - Нр/2 = 60,030 - 0,002/2 = 60,029 (мм);
Виконавчі розміри контркалібрів: К - ПР = 60,005 +0,002 (мм); К и = 59,998 +0,002 (мм); К - НЕ = 60,031 +0,002 (мм).
На рисунках 15 – 17 показано конструкції калібрів-пробок для контролю отворів (п. 1.4 - місце нанесення маркірування).
Рисунок 16 Конструкція калібру—пробки (двобічна)
Калібри виготовляють з інструментальних або вуглецевих цементуємих сталей (У10А, У12А, 10, 15 і ін.). Для підвищення зносостійкості і зниження витрат застосовують твердосплавні скоби і пробки, зносостійкість яких в 50 -150 разів більше зносостійкості сталевих калібрів, а вартість — всього в 3 - 5 разів більше.
Контрольні запитання 1 Типи калібрів для контролю циліндричних валів та отворів. 2 Схеми розташування полів допусків калібрів та контркалібрів відносно поля допуску деталі, що перевіряється. 3 Розрахунок виконавчих розмірів калібрів. 4 Які розміри є виконавчими для калібрів-пробок та які - для калібрів-скоб. 5 Що таке контрольні калібри? 6 Залежність конструкції калібрів від розмірів. 7 Які відомості включає маркірування калібрів?
|
|||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 365; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.59.34.87 (0.058 с.) |