Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Построить основные лекала деталей верха.Содержание книги
Поиск на нашем сайте
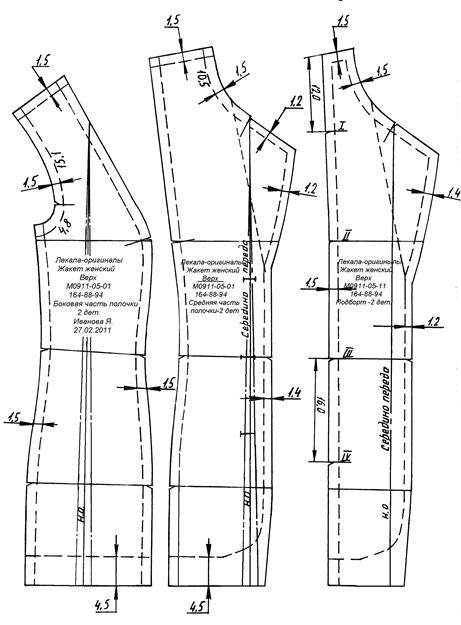
Основными лекалами называют такие, которые копируют с технического чертежа МК (части полочки, части спинки, части рукава и нижний воротник). Контуры основных лекал деталей верха разрабатывают с учетом свойств используемых материалов и методов технологической обработки. 2.1. К уточненным контурам чертежей МК деталей изделия прибавить припуски технологические (ПТ), которые образуют контуры лекал деталей одежды в соответствии с ОСТ 17-835-80: ПТш = 1,0 см - припуск на соединительные швы (боковые, плечевые, швы рельефов, кокеток и т.п.). ПТш = 0,5÷0,7 см – припуск на краевые обтачные швы (шов обтачивания борта, лацкана, воротника и др.). ПТп = 3,0÷4,0см - припуск на подгиб низа рукава и низа изделия. ПТподг = 0,5÷0,7 см - припуск на планируемое уточнение и обрезку (подгонку) деталей (контуры нижнего воротника, борта и лацкана, горловина полочки и линия низа в верхней одежде) после внутрипроцессного формования и термодублирования, при которых могут изменяться размеры деталей. Специальные припуски на обрезку (подгонку) предусматривают при раскрое отдельных деталей изделия из тканей в клетку и полоску. ПТк = 0,2÷0,3 см - припуск на кант по краю лацкана, борта, воротника. ПТт = 0,1÷0,2 см - припуск на толщину материала (необходим для сгибания, разутюживания или заутюживания шва. Нужен при использовании толстых тканей (на толщину в сгибе дают 0,2 см, в шве – 0,1 см.). ПТсв = 0,1÷0,2 см – припуск на свободу для обеспечения ненапряженного состояния внешних участков отложных деталей (воротников, лацканов, манжет и т.д.). ПТос = 0,1÷0,5 см – припуск на осыпание зависит от осыпаемости материалов и количества перемещений полуфабриката, а также в изделиях из тканей с разреженной структурой на участках с повышенными нагрузками (пройма). ПТус - припуск на усадку принимают равным 50% полной усадки материала. Данные о припусках представить в форме таблицы. Пример показан в таблице 11.1. 2.2. Отложить полученные величины технологических припусков ПТ по контурам, скопированных с чертежа МК, деталей и оформить срезы лекал. Размеры по линии контрольных измерений дополнить информацией о технологических припусках (Пример оформления лекал на рис.11.3 – 11.6).
Таблица 11.1 – Расчет величин технологических припусков в рабочих чертежах лекал деталей одежды (пример в соответствии с рис. 11.1)
2.4. Контуры лекал оформить с учетом очередности обработки швов: Сначала контуры срезов, подлежащих первоочередному соединению Затем боковой, средний и плечевой срезы. При оформлении одноименных срезов деталей, сначала вырезают одну (например, верхнюю часть рукава), затем, с ее помощью, уточняют конфигурацию, длину и надсечки на срезах другой (нижней части рукава). Затем проверяют сопрягаемость срезов второй очереди (горловины, проймы, низа изделия, низа и оката рукава и др.). Для этого лекала смежных деталей скалывают так, чтобы совмещались линии стачивания одноименных срезов и точки монтажных знаков на этих линиях. Если обнаруживается нежелательная угловатость, контуры сопрягаемых срезов уточняют с помощью лекала (рис. 11.7). 2.5. Концы срезов (углы лекал) деталей изделий на подкладке и без подкладки оформляют по-разному. Требования к изготовлению изделий без подкладки таковы: ни одного миллиметра открытого среза не должно остаться необметанным. Углы лекал в этом случае оформляют с учетом положения срезов деталей в готовом изделии относительно линий соединяющих их швов. Углы лекал изделий на подкладке срезаются для удобства совмещения срезов при стачивании. Иногда с той же целью оформляются технологические выступы. Во избежание перекосов при раскрое, узкие детали (кокетки, воротники, обтачки горловин, пояса и др.) строят целиком, в развернутом виде, несмотря на их симметричность.
Рисунок 11.3 – Оформление лекал верха спинки, бочка, частей полочки и подборта
Рисунок 11.4– Оформление лекал верха рукава
Рисунок 11.7 - Места сопряжения деталей женской плечевой одежды 2.6. Завершается оформление лекал-оригиналов нанесением на каждую деталь маркировочных данных, которые наносят на лекало каждой детали: · наименование лекала (лекала-оригиналы или лекала-эталоны); · наименование изделия, вид материала (на одной из основных деталей); · назначение детали (верх, подкладка, клеевая прокладка, утепляющая прокладка, вспомогательное лекало); · номер модели; · размер изделия (рост – обхват груди - обхват бедёр (талии)); · наименование детали (полочка, спинка, подборт и т.п.) и количество деталей кроя; · на спинке или полочке комплекта лекал-оригиналов дополнительно указывают: рекомендуемые для модели роста и обхваты груди, например, (158 ¸ 176) – (88 ¸ 104); фамилию конструктора и его подпись; дату разработки; · на одной из деталей, обычно полочке, помещают спецификацию (перечень) всех деталей и лекал по назначению (верх, подкладка, клеевая прокладка и т.п.) и технический рисунок модели (вид спереди и сзади).
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-29; просмотров: 921; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.7.212 (0.007 с.) |


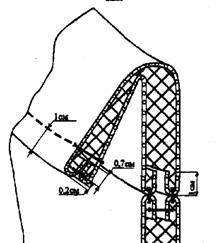
 Рисунок 11.2 - Оформление монтажных надсечек
Рисунок 11.2 - Оформление монтажных надсечек