
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Механические и деф-нные свойства ар-ных сталей.Содержание книги
Поиск на нашем сайте Механические свойства ар-ных сталей: 1.характеристики прочности и деформативности устанавливаемые по диаграмме σS-εS, сюда относится физ предел текучести, временное сопротивление разрыву, условный предел текучести, условный предел упругости. 2.пластические свойства: относительное удлинение при испытании на разрыв, изгиб в охлажденном состоянии, относительное удлинение после разрыва. 3.свариваемость. 4.хладноломкость – склонность к хрупкому разрушению при т-ре ниже -30. 5.реалогические св-ва: ползучесть (большие напряжения и большие т-ры), релаксация. 6.усталостное разрушение. 7.динамическая прочность. Основной х-кой учитываемой в расчетах ЖБК явл прочность и деформативность. Характер прочности и деформативности устанавливается на диаграмме σS-εS, при испытании образцов на растяжение
1.упругие деф-ции εр и и соответствующие им напряжения равные fp - предел пропорциональности. 2. упругопластические деф-ции εре, которые соответствуют напряжению fe– соответствующие пределу упругости. 3.пластические деформации εSy, соответствующие физическому пределу текучести. 4.деформации εSU, соответствующие временному сопротивлению f1 или пределу прочности. Диаграмма 2 для высокопрочных сталей устанавливает условный предел текучести ε0,2=fsy, соответствующий остаточным деформациям εSY=0.2%, а также устанавливает пропорциональный предел σ0.02=fp при котором остаточные деф-ции =0,02%. Предел упругости для высокопрочных сталей принимается 0,8fsy=fe. Для расчета ЖБК используют модуль упругости для сталей имеющих физ предел текучести. Es=200кН/мм2 Для сталей с условным пределом текучести используют модуль деформации, который для стержневой ар-ры равен Es=200кН/мм2, а для канатной Es=190кН/мм2 Назначая ар-ру для ЖБК особое внимание уделяют свариваемости, реалогическим свойствам, усталостному разрушению и динамическому упрочнению. Свойства ар-ной стали зависят от хим состава, способа производства и обработки. Стали имеющие физ площадку текучести наз мягкими. Содержание углерода 0,2-0,4%. Увеличение углерода приводит к увеличению прочности, но снижает деформативность и свариваемость. Изменение свойств стали достигается введением легирующих добавок. Повышение прочности можно достигнуть термическим упрочнением и механической вытяжкой. Стали с одинаковыми прочностными и деформативными св-вами объединяются в классы, при этом к одному классу могут относиться стали с разным хим составом, т.е разных марок. Классы АРМ стали учитывают способ производства и механ характеристики. В классы включены горячекатаная, термомехан упрочненаая, холодно деформированя.
С- свариваемость;К- кор стойкость; Т- терм упрочненная. Для расчета ж.б.к. используют нормативные и расчетные сопротивления арматуры. Нормативные сопротивление арматуры – гарантируемое производителем значение физического либо условного предела текучести арматуры с обеспеченностью не менее 0,95 ( Арматурные изделия С целью индустриализации арматурных работ и сокращения их трудоемкости отдельные стержни объединяют с помощью сварки или вязки в сетки, каркасы армоблоки. Сетки изготавливают рулонными или плоскими, рабочая арматура в них может располагаться в продольном, поперечном или обоих направлениях. Стержни, перпендикулярные рабочим стержням, выполняют функцию монтажной (распределенной) арматуры. Для изготовления сеток используют S500 диаметром 3-5 мм, S400 диаметром 6-10мм, в отдельных случаях плоские сетки выполняют диаметром 10-20 мм класса S240, S400(сетки фундаментов). В рулонных сетках диаметры продольных стержней могут также достигать 8 мм, наибольшая ширина рулонных сеток 3,5 м, а длина ограничивается массой 100-500 кг. Плоские сетки имеют максимальную ширину 2,5 м, длину до 9 м.
Качество точечной электросварки каркасов зависит от соотношения свариваемых продольных и поперечных стержней арматуры, которые должны быть в соотношении 1/3-1/4. Плоские каркасы в пространственные можно объединить и с помощью хомутов, т.е. обвязывать плоские каркасы поперечной арматурой.
Стыки арматуры Обычно рабочие стержни арматуры и арматурного изделия должны поектироватъся целыми на весь пролет элемента. Если это невозможно, следует предусматривать их стыкование по длине или ширине элемента. Соединение арматурных стержней без сварки допускается при диаметре менее 25 мм, не рекомендуется более 25 мм, а диаметр 36 мм и более запрещается. Также не допускается соединение без сварки рабочей арматуры в растянутых зонах изгибаемых и внецентренно растянутых элементов, где она используется с полным расчетным сопротивлением, также с центрально растянутыми и при стыковке арматуры S500 и выше. В заводских условиях осуществляют стыковку стержней по длине при диметре 10/40 мм.
Стыковая контактная сварка dн1=dн2
Без сварки можно соединять арматурные сетки нахлесткой, величина которой (
1.свариваемость металла; 2.наличие технологического оборудования; 3.возможнось контроля качества соединений; 4.втд и способ приложения нагрузки. Основные типы выполнения сварных соединений: а)дуговая ручная сварка (
S240;S500
dn=10…40мм S240;S500;S400
в)ванная одноэлектродная в инвентарной форме: dn 1/ dn 2=0.5-1 l<=1.2 dn
г) дуговая ручная под слоем флюса:
D=(1.5-2.5)dн dн=8-40мм s/dн=0,5-0,65
Применение арматуры в ЖБК Выбор класса арматурной стали, применяемой в ж.б.к., производят в зависимости от типа конструкции, наличия преднапряжения, условий возведения и эксплуатации. В качестве ненапрягаемой рабочей арматуры применяют в основном S400,S500. А класса S240 допускается использовать в качестве продольной ненапрягаемой рабочей арматуры только при специальном обосновании. S240 – обязательные монтажные петли. Допускается в качестве ненапрягаемой арматуры применение S600 при наличии нормативного документа, регламентирующего качество ( В качестве напрягаемой арматуры применяют S800, S1200,S1400. Допускается S1000. При длине до 12 м в преднапрягаемных конструкциях преимущественно используют S800,S1400, при длине более 12 м рекомендуют S1400. Ж.Б.К. Заводское производство ЖБК Проектируя ж.б.к. предусматривают использование высокопроизводительных машин при их изготовлении, удобство монтажа на строительной площадке, поэтому ж.б.к. и изделия должны быть оптимальных габаритов, экономичных форм сечения, рациональных способов армирования, т.е. конструктивные решения и технология изготовления должны быть тесно взаимосвязаны. Существует несколько технологических схем изготовления ж.б.к.: 1.конвеерная (изготовление изделий в формах, установленных на вагонетках и перемещаемых по рельсам конвейера от одного агрегата к другому, выполняя в процессе последовательно необходимые технологические операции). 2.стендовая (изделия в процессе изготовления и тепловой обработки остаются неподвижными, а агрегаты, выполняющие технологические операции, перемещаются вдоль форм). Кассетная технология – это разновидность стендовой. 3.поточно-агрегатная (форма с изделием перемещается от одного агрегата к другому кранами, а агрегаты, выполняющие технологические операции, неподвижны, ритм перемещения не является принудительным). 4.вибропрокатная (изделие формуют на непрерывно движущейся ленте, поверхность которой образует форму изделия). P.S. На ж.б. заводах одновременно используют несколько технологических схем, т.к. изготовить весь комплект изделий для возведения здания по 1-ой технологии невозможно.
|
|||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 190; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.211.55 (0.007 с.) |

 Для ар-ных сталей имеющих физ предел текучести рассматривают следующие основные этапы работы образца под нагрузкой, которым свойственны характерные деф-ции.
Для ар-ных сталей имеющих физ предел текучести рассматривают следующие основные этапы работы образца под нагрузкой, которым свойственны характерные деф-ции. и
и  ).Расчетные сопротивления арматуры (
).Расчетные сопротивления арматуры ( и
и  ненапряженные и преднапряженные) определяют путем деления нормативного сопротивления на частный коэффициент безопасности по арматуре -
ненапряженные и преднапряженные) определяют путем деления нормативного сопротивления на частный коэффициент безопасности по арматуре -  ,принимаемый для стержневой арматуры
,принимаемый для стержневой арматуры  =1,1, для проволочной
=1,1, для проволочной  =1,2, для преднапряженной арматуры
=1,2, для преднапряженной арматуры  =1,25.
=1,25.
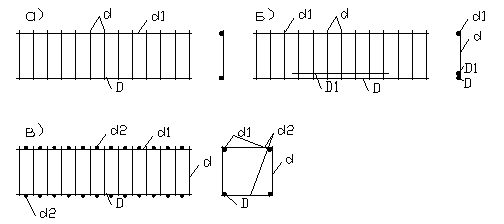 Сварные каркасы состоят из продольных (D) и монтажных (d1) стержней, объединенных поперечными рабочими стержнями (d), рабочей арматурой (рис.9.2а). Рабочие стержни могут располагаться в 2 ряда (рис.9.2б), когда к основному рабочему стержню допускается приварка дополнительного рабочего стержня (D1). Плоские каркасы объединяют пространственные каркасы или крупные арматурные блоки (рис.9.2в).
Сварные каркасы состоят из продольных (D) и монтажных (d1) стержней, объединенных поперечными рабочими стержнями (d), рабочей арматурой (рис.9.2а). Рабочие стержни могут располагаться в 2 ряда (рис.9.2б), когда к основному рабочему стержню допускается приварка дополнительного рабочего стержня (D1). Плоские каркасы объединяют пространственные каркасы или крупные арматурные блоки (рис.9.2в). Изготавливают также проволочные изделия, которые объединяют в отдельные пучки, называемые канатами. Проволоки, объединяемые в канаты, имеют диаметр 1-3 мм, их обвивают вокруг центральной прямолинейной проволоки по спирали.
Изготавливают также проволочные изделия, которые объединяют в отдельные пучки, называемые канатами. Проволоки, объединяемые в канаты, имеют диаметр 1-3 мм, их обвивают вокруг центральной прямолинейной проволоки по спирали.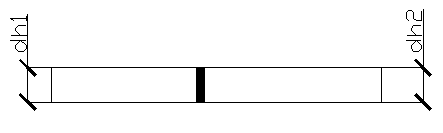
 ) зависит от поверхности используемых стержней (гладкая или периодическая) и площади их сечения на длине участка
) зависит от поверхности используемых стержней (гладкая или периодическая) и площади их сечения на длине участка  СНБ 11.2.47-11.2.49.
СНБ 11.2.47-11.2.49. При проектировании сварных соединений учитывают:
При проектировании сварных соединений учитывают: ):
): ln=6…8dн
ln=6…8dн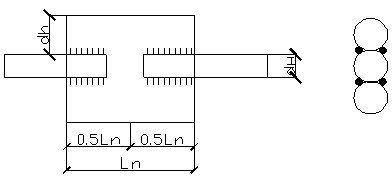 б) дуговая ручная с накладками из стержней:
б) дуговая ручная с накладками из стержней: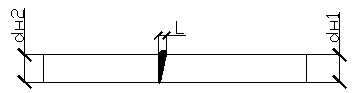 1
1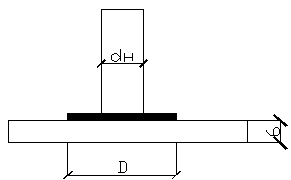
 =1,2).
=1,2). =1,25 для преднапрягаемой арматуры.
=1,25 для преднапрягаемой арматуры.


