Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел 1 Основы сварки металловСодержание книги
Поиск на нашем сайте
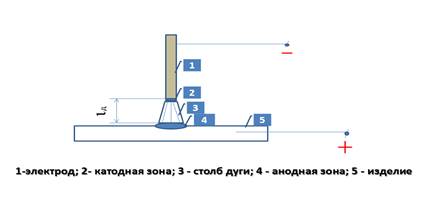
Раздел 1 Основы сварки металлов Тема 1.1 Классификация способов сварки Сварка - процесс получения неразъемного соединения посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве,пластическом деформированииили при совместном действии того и другого (ГОСТ 2601-84). Физическая природа дуги. Наиболее распространенным источником сварочного тепла при сварке плавлением является электрическая дуга. Электрическая сварочная дуга - устойчивый длительный электрический разряд в газовой среде между твердыми или жидкими электродами при высокой плотности тока, сопровождающийся выделением большого количества теплоты. Сварочная дуга представляет собой столб газа, находящегося в состоянии плазмы, т.е. состоянии, при котором большинство атомов газа имеют положительный или отрицательный заряд. Плазма дуги характеризуется высокой электропроводностью и температурой (5000-120000С). Условие существования дуги - ионизация газового зазора между электродамиблагодаря электрическому потенциалу,приложенному к ним. В столбе дуги наблюдается неравномерное распределение электрического поля, поэтому межэлектродное пространство принято разделять на три зоны: катодную, столб дуги, анодную (рис. 2)
Рисунок 3 – Строение дуги При установившемся процессе сварки в каждой зоне происходят различные физические процессы. С разогретого катода выходят электроны (происходит процесс термоэлектронной эмиссии). Катодная зона (iк = 10-4 - 10-5 см) - область, размер которой выбран условно так, чтобы электроны, разгоняющиеся при движении к аноду за счет приложенного напряжения, приобрели энергию, достаточную для ионизации. Столб дуги - конусообразный проводник, заполненный плазмой. Длина дуги - 2-4 мм – при ручной сварке металлическим плавящимся электродом;6-8 мм –при сварке под флюсом. В столбе дуги происходят два противоположных процесса: - ионизация - образование заряженных частиц; - рекомбинация - потеря заряженных частиц. Ионизация («электронным ударом») может происходить двумя способами: · присоединением (внедрением) электрона к нейтральному атому – в результате за счет избытка электронов получается отрицательный ион («-И») – рисунок 4.
· выбиванием электрона с орбиты нейтрального атома – в результате образуются два свободных электрона и положительный ион («+И») – рисунок 5.
1 – свободный электрон; 2 – нейтральный атом, имеющий положительное ядро (+) и два электрона (-); 3 – отрицательный ион. Рисунок 4 - Схема ионизации по типу «выбивания»
1 – свободный электрон; 2 – нейтральный атом, имеющий положительное ядро (+) и два электрона (-); 3 – положительный ион. Рисунок 5 - Схема ионизации по типу «выбивания» В результате ионизации образуется плазма, а за счет приложенной разности потенциалов происходит электронно-ионный ток: отрицательные частицы (электроны и отрицательные ионы) движутся к аноду, а положительные ионы – к катоду. Отрицательней частицы, разгоняясь в прианодной зоне (iа = 10-3 - 10-4 см), приобретают необходимую кинетическую энергию и при ударе об анод преобразуют её в тепловую энергию, разогревая анод. Положительные ионы, разгоняясь в прикатодной зоне, приобретают необходимую кинетическую энергию и при ударе о катод преобразуют её в тепловую энергию, разогревая катод, создавая условия для термоэлектронной эмиссии. Таким образом, процесс сварки становится непрерывным. Возбуждение сварочной дуги может выполняться двумя способами: - замыканием электрода о деталь (касанием, «спичкой») – напряжение 60В. При соприкосновении электрода с изделием электрическая цепь замыкается и по ней проходит ток. Поскольку торец электрода имеет неровную поверхность, электрический контакт возникает в точках, которые нагреваются и мгновенно расплавляются с образованием прослойки жидкого металла. При отводе электрода от изделия образуется шейка – повышается плотность тока и температура металла, происходит испарение металла – возникает ионизированный промежуток – сварочная дуга. - электрическим пробоем воздушного промежутка, достигаемого приложением к электродам высокого напряжения (2000 – 3000В) с помощью специального прибора – осциллятора, создающего переменное напряжение с высокой частотой 50 – 150 кГц, не опасное для человека. Контрольные вопросы: 1. Объясните условие существования дуги. 2. Что такое «ионизация»? Что такое «плазма»?
3. Назовите зоны дуги. Что происходит в каждой зоне? 4. Что такое «термоэлектронная эмиссия? За счет чего она происходит? 5. Почему процесс существования дуги длительный (непрерывный)? 6. Какими способами возбуждается сварочная дуга? Который из этих способов используется при автоматической сварке? Какую роль играет осциллятор? Свариваемость металлов. Свариваемость – способность металлов образовывать качественное сварное соединение, удовлетворяющее эксплуатационным требованиям. Методы оценки свариваемости: • Прямой - сварка проб на различных режимах с последующими испытаниями образцов из них на растяжение, изгиб, ударную вязкость, коррозионную стойкость и др. • Косвенный - по эквиваленту углерода.
где; С – содержание углерода, %; Mn, Cr, … - содержание легирующих элементов,%. Таблица 1 – Группы свариваемости
Контрольные вопросы: 1. Перечислите основные вредные примеси сварных швов, поясните их влияние на свойства сварного шва. 2. Что такое «раскислитель», каким требованиям он должен отвечать? 3. Перечислите элементы, применяемые для раскисления сварочной ванны, объясните особенности их применения. 4. Как влияют сера и фосфор на качество сварного шва, откуда они могут попадать всварной шов, чем их можно удалять из сварочной ванны? 5. Дайте определение понятия «свариваемость металлов». Поясните методы оценки свариваемости, группы свариваемости.
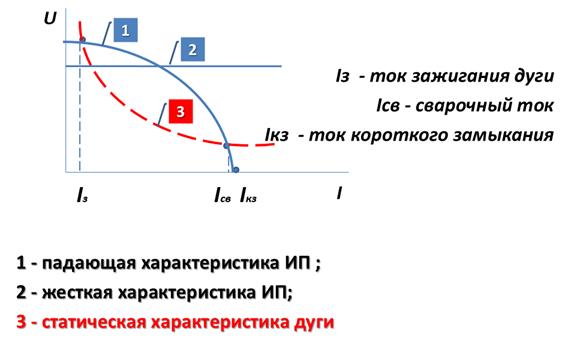
Тема 2.1 Требования к источникам питания Обычные силовые установки не применяются для сварки, т.к. источники питания должны соответствовать особым требованиям. Требования к источникам питания: • Должны обеспечивать напряжение, необходимое для зажигания и устойчивого горения дуги; • Должны ограничивать ток короткого замыкания (Iкз не должен превышать Iном более, чем на 40-50%); • Должны быстро изменять напряжение в соответствии с изменением сопротивления дуги (динамические характеристики). При сварке изменяется длина дуги (соответственно, напряжение и сила тока). Для устойчивого горения дуги необходимо, чтобы заданный режим сварки восстанавливался как можно быстрее (не более, чем за 0,05 сек.); • Должны быть простыми в использовании (при подключении к сети и регулировании силы тока), безопасными при эксплуатации. Характер изменения напряжения и тока при сварке показывается в виде двух кривых: статической характеристики дуги и внешней (вольтамперной) характеристики источника питания.
А- точка зажигания дуги; В – рабочая точка (точка устойчивого горения дуги). Рисунок 12 – Статическая характеристика дуги и внешняя характеристика источника питания. Внешняя характеристика источника питания – зависимость напряжения на зажимах от силы сварочного тока. В зависимости от способа сварки нужна падающая, жесткая (а иногда и возрастающая) внешняя характеристика источника питания. Статическая характеристика дуги (зависимость напряжения дуги от величины сварочного тока) имеет характерную форму:
– на начальном участке с увеличением тока напряжение резко падает, т.к. увеличивается площадь сечения столба дуги и его электропроводность; – затем напряжение может не меняться, т.к. площадь сечения столба дуги увеличивается пропорционально току; – на конечном участке статическая характеристика может возрастать, т.к. площадь катодного пятна больше не увеличивается из-за ограниченного сечения электрода – с увеличением тока напряжение возрастает. Обязательное условие устойчивого горения дуги – пересечение статической характеристики дуги с внешней характеристикой источника питания. На рисунке 12 показаны две точки пересечения: А – точка зажигания дуги (при напряжении 30-35В – при сварке на постоянном токе, 50-55В – при сварке на переменном токе); затем процесс переходит в точку В – точку устойчивого горения дуги (напряжение 16-25В - при ручной сварке, 26-50В – при автоматической сварке под флюсом). Кроме того, на рис. 12 можно определить еще две характерные точки; - точка холостого хода (при силе сварочного тока, равной нулю) – напряжение холостого хода должно быть не более 80В, что обеспечивает безопасность этого оборудования для рабочего; - точка короткого замыкания, когда напряжение равно нулю. Как было указано ранее, короткое замыкание – обычный постоянно повторяющийся процесс, т.к. капля расплавленного металла электрода «закорачивает» сварочную дугу. Ток короткого замыкания должен превышать номинальный сварочный ток не более, чем на 40-50%, чтобы не было перегрева обмоток. Внешняя характеристика источника питания (вольтамперная характеристика – ВАХ) может быть – падающей -для однопостовых источников питания, чтобы ограничивался ток короткого замыкания; – жесткой – для многопостовых источников питания – чтобы напряжение не зависело от количества питающихся сварочных дуг.
Контрольные вопросы: 1. Дайте определение статической характеристики дуги. Объясните ее характерный вид. 2. Что такое «внешняя характеристика источника питания»? 3. Укажите (на схеме – рис. 12) точку зажигания дуги, точку устойчивого горения дуги. 4. Укажите точку холостого хода. Чем ограничиваются параметры этой точки? Почему? 5. Укажите точку короткого замыкания. Чем ограничиваются параметры этой точки? Почему? 6. Что такое «динамические характеристики» источника питания? Тема 3.2 Электроды Требования, предъявляемые к электродам. • Стабильное горение дуги и хорошее формирование шва;
• Необходимый химический состав шва; • Минимальное разбрызгивание металла и потери на угар; • Отсутствие дефектов шва; • Легкое отделение шлака от поверхности шва; • Высокая производительность сварки; • Минимальная токсичность при сварке и изготовлении. Классификация электродов. В обозначении электродов используются буквенные и цифровые символы, указанные ниже в классификации. Классификация электродов по назначению: • У - для углеродистых и низколегированных сталей с σв£60 кг/мм2; • Л - для легированных конструкционных сталей с σв³60 кг/мм2; • Т - для теплоустойчивых сталей; • В - для высоколегированных сталей с особыми свойствами; • Н - для наплавки слоев с особыми свойствами. Классификация электродов по допустимым пространственным положениям: • 1 - все положения; • 2 - все, кроме вертикального «сверху вниз»; • 3 - нижнее, горизонтальное, вертикальное «снизу вверх»; • 4 - нижнее и нижнее «в лодочку». Классификация электродов по толщине и составу покрытия: • М - с тонким покрытием; • С - со средним покрытием; • Д - с толстым покрытием; • Г - с особо толстым покрытием; • А –с кислым покрытием; • Б –с основным покрытием; • Ц –с целлюлозным покрытием; • Р –с рутиловым покрытием; • П –с покрытиями прочих видов; • Ж –с содержанием > 20% железного порошка в покрытии. Тип и марка электрода. Электроды с одинаковыми механическими свойствами шва или химическим составом наплавленного металла образуют тип электрода (ГОСТ 9467-75). Марка электрода определяет состав покрытия и технологические свойства электродов. Тип электрода для углеродистых и низколегированных сталей определяет механические свойства наплавленного металла; • для высоколегированных сталей определяет химический состав наплавленного металла (и расшифровывается как марка стали). Например, Э-42А – электроды (Э), обеспечивающие предел прочности наплавленного металла не менее 42 кг/мм2 при повышенной пластичности (А); Э-12ХМФ – электроды (Э), обеспечивающие в наплавленном металле содержание углерода – 0,12 %, хрома (Х), молибдена (М), ванадия (Ф) – до 1%. Каждый тип могут образовывать электроды различных марок. Марка электрода (ОСТ 9224-75) присваивается предприятием–изготовителем и в большинстве случаев совпадает с маркой покрытия. Например, УОНИИ 13/45 – у ниверсальная о бмазка н аучно- и сследовательского и нститута; 13 – модификация; 45 – предел прочности наплавленного металла в кг/мм2. Для отличия электродов различных марок в неупакованном виде используется окраска их торцов или покрытия определенного цвета. Выбор электродов. Выбор марки электрода производится, главным образом, в зависимости от марки основного материала. Для этого используются специальные таблицы или диаграммы. Например, диаграмма на рисунке 17 или таблица 6.
Таблица 6 - Выбор электродов по маркам сталей
.
Классификация сварных швов. · по расположению в пространстве: o в нижнем положении; o в вертикальном положении; o в горизонтальном положении; o в потолочном положении. · по степени усиления: o нормальные (с «усилением» по ГОСТ); o усиленные (могут использоваться при сварке спецсталей); o ослабленные. · по протяженности: o сплошные (непрерывные); o прерывистые (цепные или шахматные). · по числу слоев: o однослойные; o многослойные (при большой толщине металла). · по прочности и плотности: o прочные; o прочно-плотные. Типы сварных соединений.
* ЭА – электроды аустенитные Раздел 1 Основы сварки металлов
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-29; просмотров: 400; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.16.48.5 (0.008 с.) |


 , (3)
, (3)