Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методичні вказівки щодо розрахунку параметрів змінно-потокової лініїСодержание книги
Поиск на нашем сайте На перервно-потоковій лінії обробляється ведуча "Вал-шестірня" редуктора. Місячна програма випуску виробів заводу "Фрегат" наведена в таблиці 3.4.
Таблиця 3.4 — Місячна програма випуску змінно-потокової лінії за видами продукції
Партія механічної обробки виробів дорівнює місячній програмі. Лінія працює в дві зміни 22 дня на місяць; втрати часу на ремонт та переналагоджування робочого місця потокової лінії складають 4-6% від трудомісткості.
Таблиця 3.5 — Трудомісткість обробки виробів на верстатах, хвилин
(**) п — дві останні цифри залікової книжки студента.
Розрахувати змінно-потокову лінію, на якій обробляються вироби вали шліцьові, шестірні, зубчасті колеса. Потрібно розрахувати робочі такти; при розміщенні фонду часу роботи лінії пропорційно трудомісткості програмних завдань. 1. Визначаємо місячний дійсний фонд роботи лінії за формулою:
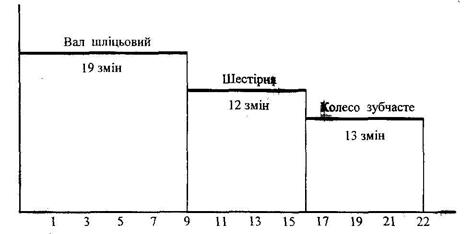
Ф= PgxZxTg xKз=22x2x8x 0,96 = 338 годин, де Pg - кількість робочих днів за місяць, днів = 22 дня; Z - кількість змін за робочу добу = 2; Тg - тривалість зміни = 8 годин; Кз - коефіцієнт завантаження обладнання = 0,96. 2. Розраховуємо тривалість випуску і такти потокової лінії кожного виробу. Тривалість випуску кожного виробу розраховуємо, згідно підсумків тривалості випуску виробів та питомої трудомісткості програмних завдань за формулою: Фв = Р х Z х К, змін.; Фв = 22 х 2 х 0,42 =19 змін; Фш = 22 х 2 х 0,28 =12 змін; Фкз = 22 х 2 х 0,3 =13 змін. Таблиця 3.6. Тривалість випуску виробів і такти лінії
З. Визначаємо підсумкову трудомісткість місячного завдання в хвилинах за формулою: Тмв = Пм х Тп = 6000 х 24 = 144000 хв.; Тмш = 4000 х 24= 96000 хв.; Тмк = 4000 х 26 = 104000 хв. 4. Визначаємо підсумкову трудомісткість місячного завдання в годинах за формулою: Т'мв = Пм х Тп / 60 = 144000 / 60 =2400 год.; Т'мш =9600/60= 1600 год.; Т'мк = 104000 / 60 = 1733 год. 5. У відсотковому відношенні трудомісткість місячного завдання буде визначатися таким чином: Кмв = Т'мв / Кмш =1600/5733x100=28%; Кмк =1733/5733x100=30%. 6. Знаходимо тривалість випуску виробів за формулою: Фі = ПмхТп/480год.; Фів = 51000/480 =106,3 год.; Ф.іш = 30000 / 480 =62,5 год.; Фік = 68000/480 =141,7 год. 7. Знаходимо тривалість тактів роботи лінії для кожного виробу за формулою: Тлв = (Фізмх Tg х60) / Пм = (19 х 8 х 60) / 6000 = 1,52хв. Тлш ==(12x8x60)/4000= 1,44 хв.; Тлк =(13 х 8x60)/4000= 1,56хв. 8. Визначаємо споживчу кількість робочих місць по операціям та будуємографік завантаження: В1 =Тшт /Тл; Кз =(Вв /Впр)х 100. 8.1. По групі токарних напівавтоматів: а) для обробки деталей - "Вал шліцьовий": В'в =6/ 1,52 = 3,95; приймаємо Впр =4 верстата; Кз = 3,95/ 4 = 0,988. б) для обробки деталей - "Шестірня": В'ш =7/ 1,44 = 4,86; приймаємо Впр=5 верстатів; в) для обробки деталей - "Колесо зубчасте": В2 к =8/ 1,56= 5,13; приймаємо Впр =6 верстатів. 8.2. По групі фрезерних верстатів: а) для обробки деталей - "Вал шліцьовий": В"в =4/ 1,52 = 2,63; приймаємо Впр=3 верстата; б) для обробки деталей - "Шестірня"; В"ш =3 / 1,44 — 2,1; приймаємо Вп =3 верстата; в) для обробки деталей - "Колесо зубчасте": В"к =2/ 1,44= 1,39; приймаємо Вд =2 верстата. 8.3. По групі зубофрезерних верстатів: а) для обробки деталей - "Вал шліцьовий": В"в =8/ 1,52 = 5,26; приймаємо Вп =6 верстатів; б) для обробки деталей - "Шестірня": В'"ш =10/ 1,44 = 6,94;приймаємо В =7 верстатів; в) для обробки деталей — "Колесо зубчасте": В'"к =12/1,56= 7,69; приймаємо В = 8 верстатів. 8.4. По групі шліфувальних верстатів. а) для обробки деталей - "Вал шліцьовий": Bivb=6/ 1,52 = 3,95; приймаємо Вп =4 верстати; б) для обробки деталей - "Шестірня": ВІУш=4/ 1,44 = 2,78; приймаємо Вп =3 верстати; в) для обробки деталей - "Колесо зубчасте": Bivk=4/ 1,56=2,56; приймаємо Вп =3 верстати. Одержані розрахунки зводимо в таблицю 3.7. Таблиця 3.7 — Трудомісткість обробки виробів
З одержаних результатів розрахунків будуємо план-графік роботи змінно - потокової лінії (рис. 3.2). Висновки: 1. При обробці різних видів виробів кількість робочих місць подібна, що дуже важливо з точки зору використання обладнання. 2. Завантаження обладнання задовольняє потреби і забезпечує виконання місячного плану.
Рис. 3.2. План-графік роботи змінно-потокової лінії
З. Закріплення за лінією виробів має близьку трудомісткість з різних видів обробки. Це дає можливість перевести лінію на роботу з єдиним тактом при подібних технологічних маршрутах.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 278; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.108 (0.005 с.) |

 х 100 = 2400 /5733 х 100=42%;
х 100 = 2400 /5733 х 100=42%;