Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Виды слесарных работ и их назначениеСтр 1 из 5Следующая ⇒
ДНЕВНИК По практическому обучению (наименование практики) Специальность_____________________________________________________________________________________
Студент _____________________________________________________________________ (ФИО) Группа__________________________
Руководитель практики от ОГБОУ СПО «КНГК»___________________________________ (подпись) (ФИО)
1. Настоящие Правила по технике безопасности и производственной санитарии для школьных учебных и учебно-производственных мастерских являются обязательными для школ, мастерских, комбинатов и предприятий, в которых проводится трудовая подготовка учащихся. 2. Административно-педагогический персонал учебных заведений, обучающий школьников в учебных и учебно-производственных мастерских, а также административно-технический персонал предприятий, ведающий трудовой подготовкой учащихся IX - X классов средних школ, обязан хорошо изучить настоящие Правила, а также правила техники безопасности, действующие на предприятиях, транспорте, стройках и организациях по специальностям, по которым работают обучающиеся, руководствоваться ими и строго соблюдать в практической деятельности. 3. Учителя трудового обучения, мастера и инструкторы обязаны обучать школьников правильному и безопасному обращению с находящимся в учебных мастерских оборудованием, безопасным методам выполнения работ и следить за соблюдением учащимися мер безопасности.
4. Ответственность за выполнение правил техники безопасности, производственной санитарии и за охрану жизни и здоровья учащихся во время работы в школьных учебных и учебно-производственных мастерских, на школьных учебно-опытных участках несут директора школ и учителя, которые руководят этой работой, а при прохождении производственной практики на предприятиях, стройках, в колхозах, совхозах, РТС - их руководители и лица, под руководством которых осуществляется обучение производительному труду. 5. Администрация школ, а также предприятий, строек и организаций, на которых проводятся трудовые политехнические практикумы учащихся, отвечает за прохождение всеми учащимися медицинского осмотра с целью определения возможности допуска их к работам в учебных, учебно-производственных мастерских и на производстве. В дальнейшем медицинский осмотр должен проводиться не реже одного раза в полугодие. Допуск учащихся к работе без предварительного медицинского осмотра не разрешается.
6. Режим работы учащихся в учебно-производственных мастерских, а также при прохождении ими практики на производстве должен регламентироваться учебными планами подготовки молодых рабочих, составляемыми в соответствии с действующим законодательством. На учащихся распространяются все установленные законодательством правила о труде подростков, по технике безопасности и промышленной санитарии и по охране труда несовершеннолетних. Работа учащихся во вредных цехах, а также использование на вредных работах запрещаются. Обучение на производстве учащихся, не достигших 15 лет, запрещается. 7. Для подростков-школьников рабочие места организуются только на изолированных участках, в специальных пролетах или цехах в строгом соответствии с требованиями техники безопасности и производственной санитарии, изложенными в настоящих Правилах. 8. Проведение обучения и работы учащихся в помещениях учебных и учебно-производственных мастерских, в школах и на предприятиях допускается при выполнении всех требований настоящих Правил.
Организация слесарных работ Рабочее место слесаря оборудуется слесарным верстаком. Слесарный верстак представляет собой специальный стол, на котором выполняют слесарные работы. Одноместный слесарный верстак: столешница; тиски; ящики; сиденье. Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемых деталей в нужном положении. Могут применяться стуловые, параллельные и ручные тиски. Разметка Разметкой называется операция нанесения на обрабатываемую деталь или заготовку разметочных рисок, определяющих контуры деталей или места, подлежащие обработке. Рубка Рубкой называется слесарная операция, при которой с поверхности детали или заготовки удаляются лишние слои металла или заготовка разрубается на части. Слесарное зубило изготавливается из инструментальной стали У7А; У8А; 7ХФ; 8ХФ. Рекомендуются следующие углы заострения зубила: для рубки твердых материалов (сталь, чугун, бронза) – 70º; для рубки стали средней твердости - 60º; для рубки латуни, меди - 45º; для рубки алюминиевых сплавов - 35º. Величина угла заострения проверяется шаблоном, представляющим собой пластину с угловыми вырезами 70; 60; 45 и 35º (рисунок 14а, б). Крейцмейсель отличается от зубила более узкой режущей кромкой; применяется для вырубания узких канавок, шпоночных пазов и т.п. Для вырубания профильных канавок – полукруглых, двугранных и других - применяют канавочники (рисунок 13в) – специальные крейцмейсели, отличающиеся от них только формой режущей кромки. В качестве ударного инструмента Молотки: с квадратным бойком; с круглым бойком; со вставками из меди; деревянный (киянка) 1 – боек; 2 – клин; 3 – носок; 4 - рукоятка Молотки по массе бывают от 200 до 1000 г. Правка металла Правка представляет собой операцию по выправке металла, заготовок и деталей, имеющих вмятины, выпучины, волнистость, коробления, искривления и др. Ручная правка в холодном состоянии выполняется на правильной плите или наковальне. Правка тонких листов производится киянками. Очень тонкие листы выглаживают на правильных плитах гладилками. Профильный металл (уголок, швеллер, пустотелые валы, толстую листовую сталь) правят с нагревом паяльной лампой или сварочной горелкой до вишнево-красного цвета. Гибка Гибка – это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма по заданному контуру. Гибка труб Трубы изгибают по дуге различного радиуса под различными углами и в разных плоскостях. Ручная гибка труб может выполняться в холодном и горячем состоянии, с наполнителем и без наполнителя. В качестве наполнителя чаще используют мелкий сухой песок. Резка металла Резкой металла (разрезанием) называют отделение частей (заготовок) от сортового или листового металла. Ручные ножницы применяют для разрезания стальных листов толщиной 0,5 – 1,0 мм и из цветных металлов толщиной до 1,5 мм. Ручная ножовка применяется для разрезания листового, полосового, круглого и профильного металла, а также для прорезания пазов, шлицев, отрезания заготовок по контуру и т. п.
Работа резания при использовании ручной ножовки выполняется ножовочным полотном. Ножовочное полотно представляет собой стальную пластину с двумя отверстиями под штифты и с зубьями на одном из ребер. Материал полотна – стали марок У10А; Р9; Х6ВФ, твердость – HRC 61-64. Полотна могут быть ручные и машинные. Опиливание Опиливание – это операция по обработке металлов и других материалов снятием небольшого слоя металла режущим инструментом - напильником. Напильником называют режущий инструмент в виде стального закаленного бруска определенного профиля с большим количеством насечек или нарезок, образующих зубья. Различают напильники с одинарной (простой) насечкой, с двойной (перекрестной) насечкой, с точечной (рашпильной) насечкой и дуговой (рисунок 37). Надфили – небольшие напильники, длиной 80-160 мм. Применяются для лекальных, граверных, ювелирных работ, а также для зачистки отверстий, углов в труднодоступных местах. Рашпили предназначены для обработки мягких металлов (свинец, олово и др.) и неметаллических материалов (кожа, резина, дерево и др.), когда обычные напильники непригодны из-за того, что их насечка быстро забивается стружкой и они перестают резать. Машинные напильники – стержневые (с возвратно-поступательным движением) и вращающиеся применяются для опиливания и зачистки поверхности на специальных опиловочных станках. Нарезание резьбы Нарезание резьбы – слесарная операция, выполняемая со снятием стружки или методом накатывания, в результате которой на поверхности детали образуется винтовая канавка (линия). Резьба бывает двух видов: наружная и внутренняя. Стержень с наружной резьбой называется винтом, деталь с внутренней резьбой – гайкой. В зависимости от направления подъема витков резьба может быть правой и левой. Трапецеидальная резьба – ленточная, имеет сечение в форме трапеции с углом профиля 30º. Упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине 30º. Круглая резьба имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками и углом 30º; применяется в соединениях, подвергающихся сильному износу, в загрязненной среде (вагонные стяжки, крюки грузоподъемных машин). Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами и углом профиля 60º. Применяют метрические резьбы, в основном, как крепежные.
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55º (резьба Витворта) или 60º (резьба Саллерса). При проектировании новых конструкций применение дюймовой резьбы не разрешается. Ее используют для изготовления запасных частей для оборудования, полученного из стран, где применяется дюймовая резьба. Клепка Клепкой называется процесс соединения двух или нескольких деталей при помощи заклепок. Этот вид соединения относится к группе неразъемных, так как разъединение склепанных деталей возможно только путем разрушения заклепок. Процесс клепки состоит их следующих основных операций: образование отверстия под заклепку в соединяемых деталях сверлением или пробивкой; зенкование гнезда под закладную головку заклепки (при потайной клепке); вставка заклепки в отверстие; образование замыкающей головки заклепки, т. е. собственно клепка. Клепка разделяется на холодную, т. е. выполняемую без нагрева заклепок, и горячую, при которой перед постановкой на место стержень заклепки нагревают до 1000 – 1100 ºС. Практикой выработаны следующие рекомендации по применению холодной и горячей клепки в зависимости от диаметра заклепок. И сборочных работ Перед началом работы необходимо: надев спецодежду, проверить, чтобы у нее не было свисающих концов; проверить слесарный верстак. Слесарные тиски должны быть исправны и прочно закреплены; проверить исправность инструмента, правильность его заточки; проверить исправность оборудования и его ограждение. При выполнении работы: прочно зажимать в тисках деталь или заготовку, а во время установки или снятия ее соблюдать осторожность, так как при падении деталь может нанести травму; опилки с верстака или обрабатываемой детали удалять только щеткой; при рубке металла зубилом учитывать, в какую сторону безопаснее для окружающих направить отлетающие частицы и установить с этой стороны защитную сетку. Работу выполнять только в защитных очках; не пользоваться при работе случайными подставками или неисправными приспособлениями; не допускать загрязнения одежды керосином, бензином, маслами. По окончании работ необходимо: тщательно убрать рабочее место; уложить инструмент, приспособления и материалы на соответствующие места; во избежание самовозгорания промасленных тряпок и возникновения пожара убрать тряпки в специальные металлические ящики.
Виды сварочных работ
У каждого порядочного хозяина сварка должна быть под рукой совсем не для того, чтобы показывать чудеса профессионализма. Обычные бытовые вопросы иногда требуют только сварки, поэтому освоить базовые принципы владения технологией нужно.
Сварка — это прочное соединение металлов на уровне атомных связей, которое достигается путем повышения температуры. Правильно сваренные детали ничем не отличаются по прочности от монолитной конструкции. В принципе, сварочные работы можно разделить на механическую сварку, термическую и термомеханическую. Подвидов и технологий существует уйма, но из доступных остаются несколько видов термической сварки:
1. Электродуговая сварка. Этим способом свариваются между собой разные по структуре и по марке стальные детали. Процесс происходит благодаря электрической дуге, часто используется в ремонтных или монтажных работах. Электродуговая сворка может позволить соединять детали в труднодоступных местах. 2. Сварка электрошлаком. Используется только в машиностроении и для строительства толстостенных конструкций. Сварка происходит в среде расплавленного шлака. 3. Плазменная сварка. Технологичный вид сварки, который использует плотную плазму. При помощи этого метода можно проводить не только соединение металлов, но и резку, плавку, напыление, наплавку и формирование деталей и поверхностей. 4. Газоплазменная сварка. Универсальный вид сварки, использующий газовую плазму. Может применяться для ремонта, восстановления поверхностей, термической правки, пайки, наплавления и термообработки. Также сварки термомеханической подгруппы представлены контактной сваркой с нагревом от электричества или давления, а также диффузионной сваркой, где соединение происходит в условиях вакуума. Механические сварки могут быть ультразвуковыми, при работе с полимерными материалами, и взрывной технологией для крупных объектов. В гаражах и дома мы используем чаще всего электродуговую сварку, инверторную и газовую сварку.
Технология сварочных работ
Для начала работ необходимо иметь минимальный набор оборудования, который включает в себя: · сварочный аппарат; · сварочные электроды; · спецодежда; · молоток; · металлическая щетка; · сварочная маска. Электрод закрепляется в держателе, провод с зажимом плотно фиксируется к свариваемой детали. Начинать варить нужно только с опущенной маской, особенно, если опыта в сварочных работах мало. Технология нанесения шва
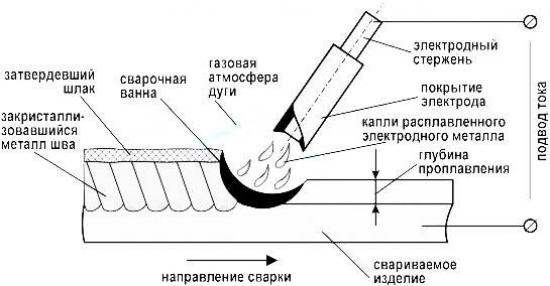
Электрод подносят к свариваемому участку и держат под углом 45˚ к плоскости. Для начала нужно потренироваться ловить дугу. Это не так просто, как кажется, потому что при слишком маленьком расстоянии к будущему шву электрод будет прилипать к поверхности и цепь будет замыкать, а если держать слишком далеко, то дуга не возникнет. Также варить нужно только сухими и целыми электродами. Когда дуга поймана, просто ведут вдоль шва, оставляя расплавленный электрод на свариваемых поверхностях.
При этом учитывают толщину металла. Если слишком долго держать электрод на одном месте, то металл просто прогорит. Если металл не выдерживает дугу и прогорает, уменьшают силу тока. Если и это не помогает, тогда ставят более тонкий электрод. Электрод не нужно прижимать ко шву. Нужно почувствовать момент, когда он сам притягивается к поверхности. Остается просто укладывать шов разных конфигураций, в зависимости от того, какие поверхности соединяются. Готовый шов оббивают молотком от шлака, зачищают и обрабатывают при необходимости.
Цена сварочных работ
Работа профессионального сварщика относится к категории вредных для здоровья работ, поэтому и цена на услуги сварщика может быть сравнима с ценой неплохого сварочного инвертора Интертул. Как правило, цену ставят не на шов, а на объект, потому сто одно дело, это проварить гаражную щеколду, а совсем другое — газовую трубу. Следовательно и цены на такие услуги будут разные. Изготовление забора из металла будет стоить от 1300 р/м2, замена радиатора отопления будет стоить 5000 рублей, а сварка изделия по чертежам может стоить от 50 тысяч, в зависимости от сложности работ.
Поэтому есть смысл овладеть азами профессии, чтобы не привлекать сварщиков тогда, когда сварочные работы своими руками могут обеспечить достаточную надежность и качество.
На правах рекламы
Тали, являясь одним из популярнейших видов грузоподъёмных механизмов, сочетают в своей конструкции простоту, эффективность и высокую производительность работы. В зависимости от конструкции, они могут использоваться в различных ситуациях. Назначение талей Ручные и электрические тали предназначены для вертикального подъёма грузов. Кроме того, они могут использоваться не только для подъёма, но и для горизонтального перемещения поднятых грузов. Для этого грузоподъёмный механизм комплектуется специальными каретками (ручными или электрическими), которые передвигаются по горизонтальным направляющим балкам и позволяют перемещать грузы с места на место. Эти механизмы различных конструкций используются везде, где требуется работа с тяжёлыми грузами. Чаще всего сфера их применения лежит в следующих отраслях:
Принцип работы талей
Рычажные тали – вторая разновидность ручных талей и по принципу работы они значительно отличаются от шестеренных. Роль тяговой цепи здесь выполняет рычаг, установленный на корпусе тали. Управляя этим рычагом, оператор приводит устройство в действие. Такая конструкция подразумевает нахождение оператора возле точки крепления корпуса тали, откуда он и управляет работой тали. Чтобы поднять груз при помощи рычажной тали снизу вверх, необходимо два человека: первый должен закрепить груз внизу на крюк, а второй – поднять наверх. Такое неудобство компенсируется тем, что рычажная конструкция может работать в очень стеснённых условиях: колодцах, коллекторах, ямах и т.д.
Разновидности буровых долот
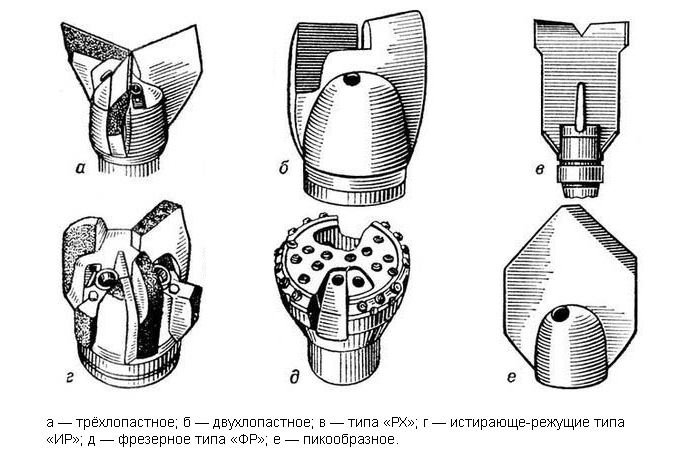
Существующие виды буровых долот можно разделить в зависимости от назначения, исполнения и разрушения породы. По назначению долота бывают сплошными (которые предназначены для разрушения скважины по периметру всего забоя), с отбором керна (центральная часть забоя оставляется, порода разрушается не до конца) и особых предназначений (фрезер, расширитель и т. д.). По исполнению существуют долота лопастного типа, шарошечного, ступенчатого, пикообразного.
Шарошечные Бурильные головки:
ДНЕВНИК По практическому обучению (наименование практики) Специальность_____________________________________________________________________________________
Студент _____________________________________________________________________ (ФИО) Группа__________________________
Руководитель практики от ОГБОУ СПО «КНГК»___________________________________ (подпись) (ФИО)
1. Настоящие Правила по технике безопасности и производственной санитарии для школьных учебных и учебно-производственных мастерских являются обязательными для школ, мастерских, комбинатов и предприятий, в которых проводится трудовая подготовка учащихся. 2. Административно-педагогический персонал учебных заведений, обучающий школьников в учебных и учебно-производственных мастерских, а также административно-технический персонал предприятий, ведающий трудовой подготовкой учащихся IX - X классов средних школ, обязан хорошо изучить настоящие Правила, а также правила техники безопасности, действующие на предприятиях, транспорте, стройках и организациях по специальностям, по которым работают обучающиеся, руководствоваться ими и строго соблюдать в практической деятельности. 3. Учителя трудового обучения, мастера и инструкторы обязаны обучать школьников правильному и безопасному обращению с находящимся в учебных мастерских оборудованием, безопасным методам выполнения работ и следить за соблюдением учащимися мер безопасности. 4. Ответственность за выполнение правил техники безопасности, производственной санитарии и за охрану жизни и здоровья учащихся во время работы в школьных учебных и учебно-производственных мастерских, на школьных учебно-опытных участках несут директора школ и учителя, которые руководят этой работой, а при прохождении производственной практики на предприятиях, стройках, в колхозах, совхозах, РТС - их руководители и лица, под руководством которых осуществляется обучение производительному труду. 5. Администрация школ, а также предприятий, строек и организаций, на которых проводятся трудовые политехнические практикумы учащихся, отвечает за прохождение всеми учащимися медицинского осмотра с целью определения возможности допуска их к работам в учебных, учебно-производственных мастерских и на производстве. В дальнейшем медицинский осмотр должен проводиться не реже одного раза в полугодие. Допуск учащихся к работе без предварительного медицинского осмотра не разрешается.
6. Режим работы учащихся в учебно-производственных мастерских, а также при прохождении ими практики на производстве должен регламентироваться учебными планами подготовки молодых рабочих, составляемыми в соответствии с действующим законодательством. На учащихся распространяются все установленные законодательством правила о труде подростков, по технике безопасности и промышленной санитарии и по охране труда несовершеннолетних. Работа учащихся во вредных цехах, а также использование на вредных работах запрещаются. Обучение на производстве учащихся, не достигших 15 лет, запрещается. 7. Для подростков-школьников рабочие места организуются только на изолированных участках, в специальных пролетах или цехах в строгом соответствии с требованиями техники безопасности и производственной санитарии, изложенными в настоящих Правилах. 8. Проведение обучения и работы учащихся в помещениях учебных и учебно-производственных мастерских, в школах и на предприятиях допускается при выполнении всех требований настоящих Правил.
Организация слесарных работ Рабочее место слесаря оборудуется слесарным верстаком. Слесарный верстак представляет собой специальный стол, на котором выполняют слесарные работы. Одноместный слесарный верстак: столешница; тиски; ящики; сиденье. Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемых деталей в нужном положении. Могут применяться стуловые, параллельные и ручные тиски. Виды слесарных работ и их назначение К основным видам слесарной обработки относятся: разметка, рубка, правка и гибка, резка, опиливание, сверление, зенкование, зенкерование, развертывание, нарезание резьбы, клепка, шабрение, притирка и доводки и др. Разметка Разметкой называется операция нанесения на обрабатываемую деталь или заготовку разметочных рисок, определяющих контуры деталей или места, подлежащие обработке.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 2673; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.27.232 (0.094 с.) |









 Грузоподъёмные механизмы широко применяются в различных областях промышленности, строительстве, в ремонтных и отделочных работах, в складском хозяйстве, на производственных предприятиях, в автомобильных мастерских и даже в быту. Пожалуй, нет ни одной сферы деятельности, где не было бы нужно поднимать те или иные грузы.
Грузоподъёмные механизмы широко применяются в различных областях промышленности, строительстве, в ремонтных и отделочных работах, в складском хозяйстве, на производственных предприятиях, в автомобильных мастерских и даже в быту. Пожалуй, нет ни одной сферы деятельности, где не было бы нужно поднимать те или иные грузы. Тали могут использоваться либо как самостоятельный подъёмный механизм, либо в качестве грузоподъёмного элемента более сложных устройств. К ним относятся, в первую очередь, разнообразные подъёмные краны: стреловые, портальные, однобалочные мостовые (кран-балки), настенные консольные краны и другие разновидности. Кроме того, они применяются в составе монорельсовых грузовых тележек, которыми, в свою очередь комплектуются мощные крупногабаритные козловые краны, которые используются на складах лесозаготовок, металлоконструкций и прочих промышленных объектах.
Тали могут использоваться либо как самостоятельный подъёмный механизм, либо в качестве грузоподъёмного элемента более сложных устройств. К ним относятся, в первую очередь, разнообразные подъёмные краны: стреловые, портальные, однобалочные мостовые (кран-балки), настенные консольные краны и другие разновидности. Кроме того, они применяются в составе монорельсовых грузовых тележек, которыми, в свою очередь комплектуются мощные крупногабаритные козловые краны, которые используются на складах лесозаготовок, металлоконструкций и прочих промышленных объектах. Шестеренные тали состоят из подвесного корпуса с редуктором, механизмов подъёма и торможения, подвижной подвески с крюком, грузовой и тяговой цепей. К грузовой цепи крепится подвеска с крюком, на который подвешивается груз, а тяговая цепь приводит механизм в действие. Принцип работы устройства заключается в том, что груз подвешивается на него снизу и в этой же точке оператор управляет его работой. Таким образом, шестеренная таль используется для того, чтобы поднимать грузы снизу вверх. Если требуется принять груз сверху, то в точке назначения также должен находиться человек, который снимет поднятый груз с тали. Преимуществом шестеренной тали является то, что она может применяться в помещениях с большой высотой перекрытий, что особенно актуально на различных промышленных складах, производственных предприятиях и т.д.
Шестеренные тали состоят из подвесного корпуса с редуктором, механизмов подъёма и торможения, подвижной подвески с крюком, грузовой и тяговой цепей. К грузовой цепи крепится подвеска с крюком, на который подвешивается груз, а тяговая цепь приводит механизм в действие. Принцип работы устройства заключается в том, что груз подвешивается на него снизу и в этой же точке оператор управляет его работой. Таким образом, шестеренная таль используется для того, чтобы поднимать грузы снизу вверх. Если требуется принять груз сверху, то в точке назначения также должен находиться человек, который снимет поднятый груз с тали. Преимуществом шестеренной тали является то, что она может применяться в помещениях с большой высотой перекрытий, что особенно актуально на различных промышленных складах, производственных предприятиях и т.д.