Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Эскиз металлической заготовки с размерамиСодержание книги
Поиск на нашем сайте
Выполнить рисунок, аналогичный рис. 4.2 для своего варианта. с размерами. в масштабе. Укажите места прихвата. Порядок, последовательность и направление наложения швов. Если используете односторонние сварные соединения У4 и У6, исключите из дальнейших расчетов подварочные швы. Суммарная длина основных наружных швов Lосн = 200∙2 + 400∙2 + + 100∙4 = 1600 мм. Будем считать, что суммарная длина внутренних подварочных швов равна длине основных Lвн = 1600 мм. Длина сварных соединений L = 1600 мм. Толщина заготовок А = 5 мм. Все швы угловые, двухсторонние.
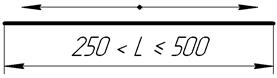
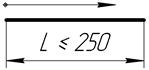
Последовательность и направление наложения швов От середины к краям Напроход
Швы FO и EM Швы FB, ED, MH, OG, FE, OM Швы FO и EM варят напроход от середины к краям. Швы FB,ED,MH,OG,FE,OM можно варить напроход, поскольку они короче 250 мм.
4.4.4 Материал заготовок – качественная низкоуглеродистая конструкционная Сталь 10, содержащая 0,1 % углерода
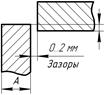
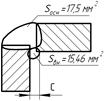
4.4.5 Эскизы сварочного соединения – двухстороннее угловое сварное соединение без разделки кромок. Площадь поперечного сечения основного наружного шва: Sосн = (А 2/2)∙ Ку = (52/2) ∙1,4 = 17,5 мм2.
А = 5 мм – толщина металла С = 4,7 мм До сварки Сварное соединение Площадь поперечного сечения внутреннего подварочного шва: Sвнн = (С 2/2) ∙ Ку = (4,72/2) ∙1,4 = 15,46 мм2. Общая площадь поперечного сечения сварного соединения: S = Sосн + Sвн = 17,5 + 15,46 = 32,96 мм2. Выбор марки электродного покрытия и сварочной проволоки В соответствии с табл.5 выбран электрод с электродным покрытием МР-3. Марка сварочной проволоки Св-08 или Св-08А. Такая сварочная проволока содержит 0,08% углерода. Буква А указывает на повышенную чистоту металла по содержанию вредных примесей – серы и фосфора.
4.4.7 Характеристики электрода в соответствии с табл. 4.5: - марка электродного покрытия МР-3; - марка проволоки Св-08 или Св-08А; - расход электродов на 1 кг наплавленного металла k = 1,6 кг; - коэффициент наплавки Кн = 8,5 г/Ач; - род тока – переменный; - полярность – отсутствует.
Диаметры электродов для наружного и внутреннего швов В соответствии с табл. 4 диаметр dэл = 4 мм. 4.4.9 Сила сварочного тока: I св= Iуд ∙d эл = 45∙4 =180 А. Выбор сварочного аппарата Для сварки стали 10 можно использовать как переменный, так и постоянный ток. В табл. 4.5 рекомендован переменный ток, а варианте задания (табл. 4.10) сварочный трансформатор как источник переменного тока. Поэтому в соответствии с табл. 4.6 выбран сварочный трансформатор ТД-300 У2, имеющий следующие технические характеристики:
Пределы регулирования сварочного тока 70…365 А. Напряжение питающей сети 380 В. Рабочее напряжение 32 В. Напряжение холостого хода 80 В. Мощность 19,4 кВт. Размеры 692х710х620 мм. Масса 137 кг.
Расход электродов для сварки Масса наплавленного металла основных наружных швов: G носн = (S осн/1000) ∙ L осн.∙ γ= (17,5/1000) ∙1600∙7,8 = 218 г. Масса наплавленного металла основных внутренних подварочных швов: G нвн = (S вн/1000) ∙ L вн.∙ γ = (15,46/1000) ∙1600∙7,8 = 193 г. Общая масса наплавленного метала: G н = G носн + G нвн = 218 + 193 = 411 г. Расход электродов для сварки: G эл = k ∙ G н = 1,6∙411 = 658 г
Продолжительность сварки Основное технологическое время: Т осн = G н/(К н∙ I св) = 411/(8,5∙180) = 0,269 ч. Время выполнения сварочных работ: Т св = Т осн/ К исп = 0,269/0,8 = 0,336 ч. Скорость сварки Скорость сварки при формировании основного шва V свосн= (К н ∙Iсв)/(γ ∙ S осн) = (8,5∙180)/(7,8∙17,5) = 11,21 м/ч. Скорость сварки при формировании внутреннего шва V сввн = (К н∙ I св)/(γ ∙ S вн) = (8,5∙180)/(7,8∙15,46) = 12,69 м/ч.
4.4.14 Производительность сварки: G = К н ∙I св = 8,5∙180 = 1530 г/ч.
Расход электроэнергии Q = (U д ∙I св ∙Т осн)/1000 = (32∙180∙0,269)/1000 = 1,549 кВт∙ч.
Таблица 4.9 – Результаты расчета
Таблица 4.10 – Варианты заданий
Примечание: буква П в номере варианта – использовать сварочный преобразователь, В – выпрямитель, отсутствие буквы – трансформатор.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-19; просмотров: 264; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.70.101 (0.006 с.) |