
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Класифікація зварювального дротуСодержание книги Поиск на нашем сайте
Зварювальний порошковий дріт Діаметр зварювального дроту від 3 до 6 мм. Виготовлений відповідно до ДСТ 26101-84. Є дуже тонкою трубкою або смугою з м'якої мало вуглецевої сталі, усередині якої містить порошок із різних розкислювачів і шлакоутворюючи речовини, а також стабілізатори горіння зварювальної дуги. Це - самозахисні види порошкового зварювального дроту, які можуть використовуватися без додаткової подачі газу в звичайних умовах, і навіть на вітрі. Порошковий зварювальний дріт забезпечує навіть більшу продуктивність, ніж при зварці в процесі струменевого перенесення, з використанням суцільного обмідненого дроту. Але при цьому, перед зварюванням порошковим електродом, необхідно ретельно зачищати робочі поверхні зв'язаних деталей, що не завжди можливо в "польових" умовах. Порошковий зварювальний дріт також вельми вимогливий до механізмів автоматичної подачі зварювального апарату. При деформації порошковий зварювальний дріт стає практично непридатним до використання. Раз у раз, його доводиться витягувати із зварювального устаткування і замінювати на новий. Застосування порошкового зварювального дроту - наплавлення деталей різного устаткування, штампового інструменту, будівельних машин і литих сталей. Після використання зварювального порошкового дроту виходить наплавлений шар металу, який захищає сталь від постійних механічних і температурних дій. Існує декілька марок зварювального порошкового дроту: ПП-НП-18Х1ПМ, ПП-НП-25Х5ФМС, ПП-НП-35В9ХЗСФ, ПП-НП-ЗОХ4В2М2ФС, ПП-НП-100Х4Г2АР і ін. Види постачання зварювального дроту Св08, Св08а діаметрів 2-6 мм у великовантажних бухтах 1-1,4 тн. Зовнішній діаметр бухти 830-850 мм, висота бухти 700-1000 мм Решта дроту поставляється в мотках: до 1 мм вага мотка до 15 мм, зовнішнього діаметру 220-260мм, товщини мотка 60-80мм Понад 1 мм дріт поставляється в мотках по 80-120 кг, зовнішній діаметр мотка 630-730 мм, товщина мотка 160-180 мм Дріт обміднений поставляється в мотках і на касетах по 5-15-18 кг Зовнішній діаметр касети для 5кг – 200 мм, для останніх-300 мм, внутрішній діаметр 5 і 15 кг касети 51 мм, для 18 кг - 180 мм Тема уроку: Загальні відомості про електроди. Держстандарти на електроди. Покритий електрод являє собою металевий стрижень як правило, від 250 до 450 мм, з нанесеною на його поверхню обмазкою. Для покриття електрода використовують суміш речовин, які посилюють іонізацію атмосфери зварювальної дуги, захищають від шкідливого впливу середовища і служать для металургійної обробки зварювальної ванни. Захист металу від впливу атмосферних газів здійснюється за рахунок шлаку і газів, що утворюються при плавленні покриття (обмазки). При розплавленні електрода у зварювальній дузі відбуваються складні металургійні процеси. У результаті окисно-відновних реакцій в газовому середовищі дуги і на кордоні її розділу з металом, а також між металом і шлаком відбувається легування, окислення та розкислення металу, що утворює зварний шов. Властивості електродів в значній мірі визначаються властивостями шлаку, одержуваного з шлакообразующих основи покриття електродів. Електрод повинен забезпечувати: · легке запалювання та стійке горіння зварювальної дуги; · рівномірний розплавлення покриття електрода; · рівномірне покриття шва шлаком і легке його видалення після зварювання; · відсутність у металі шва тріщин, пор, непроварів. Ознаки класифікації електродів: · матеріал стрижня електрода; · призначення для зварювання певних сталей; · товщина покриття стрижня; · види покриття; · характер шлаку, що утворюється при розплавленні покриття; · властивості металу шва; · допустимі просторові положення зварювання або наплавлення; · рід і полярність застосовується при зварюванні струму. Зварювальний електрод - виріб з електропровідного матеріалу, що служить для підведення електричного струму до місця зварювання. Розрізняють плавляться і не плавляться електроди. До електродів, які плавляться відносяться зварювальні дроти, прутки, пластини та стрічки суцільного перерізу, порошкові дроти і стрічки, а також, покриті і комбіновані електроди (плавляться мундштуки). У залежності від призначення плавкі електроди можуть бути виготовлені із сталі, алюмінію, титану, міді або інших металів і сплавів. Плавкі електроди одночасно служать для введення присадкового металу при зварюванні плавленням. Застосовуючи плавкі електроди відповідного хімічного складу, можна змінювати в бажаному напрямку склад металу шва, легувати його потрібними елементами, знижувати вміст шкідливих домішок. При зварюванні електродом, що плавиться утворюється зварний шов, який виходить за рахунок основного металу і металу електрода. До неплавких електродів відносяться електродні стрижні та електроди для контактного електрозварювання - вугільні, графітові і вольфрамові. При зварці неплавким електродом зварний шов виходить тільки за рахунок розплавлювання основного металу і металу присадкового прутка. Всі зварювальні електроди можна розділити на дві групи, які в свою чергу поділяються на підгрупи: Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
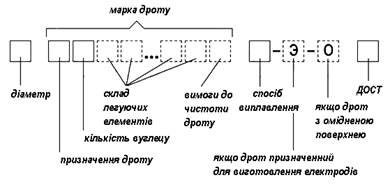
Матеріал для стрижнів електродів На виробництво електродів йде зварювальний дріт, яка виготовляється за ГОСТ 2246-70, в якому передбачені марки і хімічний склад металу, розміри, технічні вимоги, маркування, упаковка, зберігання і транспортування. Умовні позначення електродів Електроди, поряд з позначеннями за типом (Е42, Е46, Е50 та ін) і марки (ОЗС-4, АНО-4, ТМЛ-1У та ін) мають універсальне умовне позначення у вигляді дробу, яке дає повні відомості про характеристики електрода. Тема уроку: Електродне покриття. Класифікація електродних покриттів. Класифікація зварювального дроту 1. Зварювальний дріт за хімічним складом поділяється на три групи: • Зварювальний дріт низьковуглецевий - 6 марок. • Зварювальний легований дріт - 30 марок. • Зварювальний високолегований дріт - 39 марок 2. За призначенням розрізняють наступні види зварювального дроту: • наплавлювальний (випускають діаметром 0.3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 1,8; 2,0; 2,5; 3,0; 3,5; 4,0; 5,0; 6,5; 8,0 мм) • порошковий, • сталевий зварювальний дріт для виготовлення електродів (діаметром 1,6….6 мм) • сталевий зварювальний дріт для зварювання за допомогою зварювальних автоматів і напівавтоматів (діаметром 2,5 ….5 мм) • зварювальний дріт з обмідненою поверхнею. • дріт для зварювання чавуну; • Позначення зварювального дроту: Позначення марок зварювального дроту складається з поєднання букв і цифр. Перші дві букви "Cв" означають, що це зварювальний дріт. Потім дві цифри указують вміст вуглецю в сотих долях відсотка. Потім слідують буквені позначення елементів, що входять до складу дроту. При вмісті легуючих елементів у дроті до 1-го відсотка ставиться тільки буква цього елементу, а якщо зміст легуючих елементів більш 1-го відсотка, то після букви указується процентний вміст цього елементу в цілих одиницях. 1. марка дроту: o призначення (Св – зварювальна, Нп – наплавочна). o вміст вуглецю в сотих долях відсотка. наприклад, Св08 – дріт вміскість вуглецю 0,08% o може вказувати вміст легуючих елементів, які позначаються слідуючими літерами: X – хром; Н – нікель, С – кремній; М – молібден; Г – марганець; Т – титан: Ф – ванадій; Д – мідь; Ц – цирконій; Ю – алюміній. Наприклад, Св08Х21Н5Т розшифровується слідуючим чином: дріт зварювальний, містить вуглецю 0,08%, хрому 21%; нікелю 5%; титана 1%; o може вказувати збільшенні вимоги до чистоти дроту до шкідливих домішок – сірки та фосфору. Вони позначаються літерами А і АА. Наприклад, в дроті Св08 допускається до 0,04% сірки і фосфору, для Св08А – до 0,03% цих домішок, в Св08АА – до 0,02%. 2. Спосіб виплавки: ВД – вакуумно-дугові печі, ВИ – вакуумно-индукційні печі; Ш – електрошлаковий переплав. Приклад позначення: 3 Св08ХСМФА-ВИ-Э ДСТ 2246-70. Зварювальний дріт виготовлений по ДСТ 2246-70 і ТУ У 322-4-392-96; 322-4-392-96. Є марки з поверхнею не обмідненою, для сталі з низьким змістом вуглецю, і дріт з обмідненою поверхнею для конструкцій з низьколегованої і вуглецевої сталі. Обміднена поверхня зварювального дроту призначена для досягнення максимальної якості зварювального шва і з'єднань, які витримують досить високі температурні та ударні навантаження, чинять опір розриву. Застосовується такий зварювальний дріт для конструкційної і суднобудівельної сталі, труб великого діаметру, а так само для судин і ємкостей, що знаходяться під високим питомим тиском. Діаметр зварювального не обмідненого дроту від 0,8-6 мм, а обмідненого 0,8-1,6 мм. Переваги зварювального дроту обмідненого перед іншими видами дротів. • Відмінна якість і герметичність зварювального шва. • Стійке горіння дуги у широкому діапазоні режиму зварки (від краплинного до струменевого перенесення електродного металу в зварювальну ванну) при використанні зварювального устаткування будь-якого класу складності. • Зменшується рівень втрати металу на розбризкування на 40% при зварці в захисних газах. • Зниження пористості, покращений зовнішній вигляд. • Низька витрата мідних накінцівників (покриття дроту не надає абразивної дії на канал накінцівника). • Підвищення рівня механізації зварювальних робіт. • Добре повторне запалення дуги (спеціально для роботизованого зварювання). Застосування зварювального обмідненого дроту свідчить про його безперечні переваги перед дротом з іншими видами покриттів. Зварювальний дріт ділиться на два, найпоширеніших, типу - суцільний і порошковий. Застосовується і той, і інший тип дроту для зварки незвичайно широко. Його використовують для чавуну, стали, алюмінію, силуміну, вольфраму, бронзи, міді, для наплавлення захисного шару на поверхні деталей. Суцільний зварювальний дріт зазвичай має мідне покриття і може використовуватися за умови застосування інертного газу. Порошковий зварювальний дріт - виготовляється шляхом завальцовки металевої смуги, а потім розкочування її в стрічку і додаванням флюсу. В порівнянні з суцільнометалевим зварювальним дротом, порошковий володіє незаперечною перевагою. Завдяки тому, що усередині нього знаходиться флюс, при проведенні зварювальних робіт утворюються захисні гази, що дозволяють використовувати порошковий зварювальний дріт без застосування додаткового устаткування. Це істотно позначається на швидкості зварювальних робіт. Він вигідніший в порівнянні з суцільнометалевим навіть у тому випадку, коли все-таки доводиться використовувати захисний газ, у зв'язку з тим, що на відмінність від суцільного зварювального дроту, що вимагає для свого застосування дорогий аргон. Для забезпечення якісної зварки порошковим дротом, достатньо використовувати несумірне дешевший вуглекислий газ. Але разом з безперечними перевагами порошковий зварювальний дріт має і ряд досить істотних недоліків тих, що обмежують його застосування. По-перше: для його застосування необхідно використовувати на порядок якісніші (отже, дорожчі) механізми подачі в зварювальних автоматах і напівавтоматах.
У третіх: Щоб отримати якісне з'єднання, заздалегідь необхідно дуже ретельно зачистити місце майбутньої зварки. Тому не такий вимогливий до дотримання технологій суцільнометалевий дріт обміднений зберігає популярність і в наші дні
|
|||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-19; просмотров: 1515; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.104.118 (0.012 с.) |

 дріт для зварювання алюмінію та його сплавів, а також промисловістю виробляется дріт для зварювання латуні, міді, титана
дріт для зварювання алюмінію та його сплавів, а також промисловістю виробляется дріт для зварювання латуні, міді, титана по-друге: при щонайменших деформаціях порошкового зварювального дроту стає неможливим подальше його використання. І щоб продовжити роботу, його необхідно витягувати з автомата і замінити.
по-друге: при щонайменших деформаціях порошкового зварювального дроту стає неможливим подальше його використання. І щоб продовжити роботу, його необхідно витягувати з автомата і замінити.


