Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Специалиста сварочного производстваСодержание книги
Поиск на нашем сайте
(Наименование организации с указанием почтового адреса, телефона, факса) Дата Аттестационная заявка N 1. Общие сведения о специалисте 1.1. Фамилия, имя, отчество. 1.2. Год рождения. 1.3. Образование и специальность. 1.4. Учебное заведение (когда и что закончил, номер диплома). 1.5. Место работы. 1.6. Должность. 1.7. Стаж работы в области сварочного производства. 1.8. Переподготовка по сварочному производству (в каком учебном заведении, когда и номер документа). 1.9. Наличие уровня профессиональной подготовки. 1.10. Специальная подготовка (когда, где и номер документа). 2. Аттестационные требования: 2.1. Вид аттестации 2.2. Направление производственной деятельности. 2.3. Уровень профессиональной подготовки, на который аттестуется специалист. 2.4. Наименование группы опасных технических устройств, подконтрольных Госгортехнадзору России.
Руководитель организации _______________ _____________ (подпись) (Ф.И.О.) М.П.
Примечания: 1. Заявку оформляют в 2-х экземплярах. Один экземпляр передают в аттестационный центр, второй хранят на предприятии (организации), направившем специалиста на аттестацию. 2. Номер заявки указывает аттестационный центр. 3. При аттестации на руководство сварочными работами труб из полимерных материалов для газового оборудования указывают стаж работ по сварке трубопроводов систем газораспределения, в том числе стальных. Приложение 19.
ТРЕБОВАНИЯ К ЭКЗАМЕНАЦИОННЫМ ПРОГРАММАМ ПРИ АТТЕСТАЦИИ СПЕЦИАЛИСТОВ СВАРОЧНОГО ПРОИЗВОДСТВА
1. Экзаменационные программы должны быть разработаны отдельно для общего экзамена и для специальных экзаменов, и быть дифференцированными в зависимости от уровня профессиональной подготовки специалиста. 2. Все экзаменационные программы должны иметь единую структуру и включать следующие разделы: · способы сварки и оборудование; · материалы и их поведение при сварке; · сварные конструкции и основные типы сварных соединений, элементы расчета; · организация производства сварочных работ и пути обеспечения качества, сертификация технологии, материалов, оборудования и персонала сварочного производства; · требования по безопасности проведения сварочных работ. 3. Программы общего экзамена должны включать, преимущественно, вопросы, относящиеся к теоретическим основам тех видов (способов) сварки, которые применяются в практической деятельности специалиста. 4. Программы специального экзамена должны быть отдельно разработаны применительно к конкретным группам опасных технических устройств. Программы должны учитывать требования нормативной документации и практический опыт производства сварочных работ, а также требования «Правил безопасности Госгортехнадзора России». 5. Программы специального экзамена должны охватывать все виды работ специалиста, руководство которыми он осуществляет (подготовка под сварку, сборка, подогрев, визуальный и измерительный контроль и др.). 6. Если выполнение сварочных работ при изготовлении, монтаже или ремонте опасных технических устройств регламентируется различной нормативной документацией, программы специального экзамена должны быть отдельно разработаны применительно к изготовлению, монтажу и ремонту этих устройств.
Приложение 20. ФОРМА ПРОТОКОЛА АТТЕСТАЦИИ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
(Наименование аттестационного центра)
ПРОТОКОЛ АТТЕСТАЦИИ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
Место проведения аттестации__________________________________________ (реестровый № АЦ или АП) Вид аттестации_______________________________________________________
Общие сведения об аттестуемом специалисте
1.1. Фамилия, имя, отчество____________________________________________ 1.2. Год рождения_____________________ 1.3. Образование и специальность_______________________________________ 1.4. Место работы_____________________________________________________ 1.5.Должность ________________________________________________________ 1.6.Стаж работы в области сварочного производства _______________________ 1.7.Переподготовка по сварочному производству___________________________ _________________________________________________________________ (в каком учебном заведении, когда и номер документа) 1.8. Наличие уровня профессиональной подготовки ________________________ 1.9.Специальная подготовка ____________________________________________ (когда, где и номер документа) 1.10.Направление производственной деятельности ________________________ ____________________________________________________________________ ____________________________________________________________________ Данные об аттестации
2.1. Оценка теоретических знаний на общем экзамене______________________ 2.2. Оценка знаний на специальном экзамене_____________________________
Заключение аттестационной комиссии
3.1. Присвоенный уровень______________________________________________ 3.2. Допущен к _______________________________________________________ (направление производственной деятельности и наименования групп опасных технических устройств) ____________________________________________________________________ ____________________________________________________________________
Председатель комиссии: ___________________ (Ф.И.О.) (подпись) Члены комиссии: ___________________ (Ф.И.О.) (подпись) ___________________ (Ф.И.О.) (подпись) Представитель Госгортехнадзора России: ___________________ (Ф.И.О.) (подпись)
Удостоверение № _______ выдано ___________________________ (дата, подпись)
Примечания: 1. Протокол оформляют в 2-х экземплярах. Один экземпляр передают на предприятие (организацию), направившую специалиста на аттестацию, второй - в аттестационный центр. 2. Для представителей Госгортехнадзора России в составе аттестационной комиссии указывают наименование органа Госгортехнадзора России и должность представителя.
Приложение 21.
ФОРМА АТТЕСТАЦИОННОГО УДОСТОВЕРЕНИЯ СПЕЦИАЛИСТА СВАРОЧНОГО ПРОИЗВОДСТВА
ФОРМА ВКЛАДЫША К АТТЕСТАЦИОННОМУ УДОСТОВЕРЕНИЮ СПЕЦИАЛИСТА
Приложение 22.
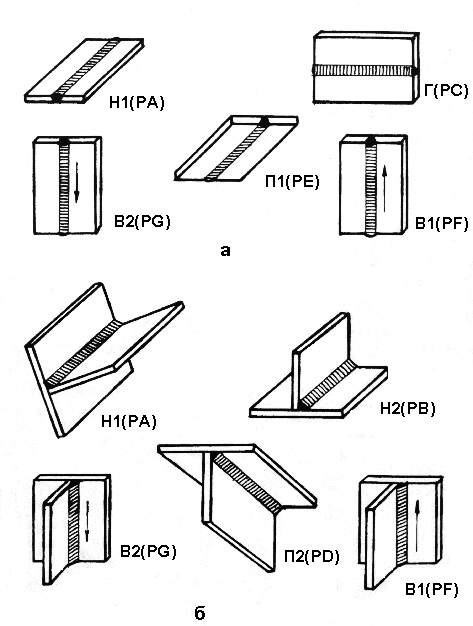
Рис. 7. Типы контрольных сварных соединений при сварке труб из полимерных материалов: а – стыковое соединение; б – соединение муфтой; в – соединение седловым ответвлением.
Рис. 9. Контрольные сварные соединения типов V; Х.
Рис. 10. Контрольные сварные соединения типов ТБ; ТV; TX.
Рис. 11. Контрольное сварное соединение типа Н.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-09-19; просмотров: 204; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 52.14.125.137 (0.006 с.) |