

Мы поможем в написании ваших работ!
ЗНАЕТЕ ЛИ ВЫ?
|
Определение положения отливки в форме при заливке
ОПРЕДЕЛЕНИЕ ПОЛОЖЕНИЯ ОТЛИВКИ В ФОРМЕ ПРИ ЗАЛИВКЕ
При определении положения отливки в форме нужно руководствоваться несколькими правилами, подтвержденными многолетней практикой.
- Наиболее ответственные рабочие части, плоские поверхности большой протяженности, места, подлежащие механической обработке, нужно, по возможности, располагать внизу; в крайнем случае - вертикально или наклонно. При вынужденном расположении обрабатываемых поверхностей вверху нужно обеспечить такие условия, при которых песчаные и газовые раковины могли бы образоваться только в удаляемых при обработке частях отливки.
- Формы для отливок, имеющих конфигурацию тел вращения (гильзы, барабаны, шпиндели и др.) с обрабатываемыми наружными и внутренними поверхностями, лучше заливать в вертикальном положении или центробежным способом. Иногда целесообразно формовку выполнять в одном положении, а заливать форму в другом.
- Для отливок, имеющих внутренние полости, образуемые стержнями, выбранное положение должно обеспечивать возможность проверки размеров полости формы при сборке, а также надежное крепление стержней.
- Для предупреждения недоливов тонкие стенки отливки следует располагать в нижней части полуформы, желательно вертикально или наклонно, причем путь прохождения металла от литниковой системы до тонких стенок должен быть кратчайший.
- Отливки из сплавов с большой усадкой располагать в положении, удобном для питания их металлом верхних или боковых отводных прибылей.
- Формы для станин, плит и других отливок с большим числом ребер должны быть при заливке расположены так, чтобы имелась возможность направить металл вдоль стержней и выступов формы.
Важным является определение оптимального числа отливок в форме. В условия единичного и мелкосерийного производства отливок в песчаных формах желательно в форме размещать одну отливку.
Выбор поверхности разъема формы подчинен выбору положения формы при заливке. При определении поверхности разъема формы необходимо руководствоваться следующими положениями:
- форма и модель, по возможности, должны иметь одну поверхность разъема, желательно плоскую горизонтальную, удобную для изготовления и сборки формы;
- модель должна свободно извлекаться из формы;
- всю отливку, если позволяет её конструкция, нужно располагать в одной (преимущественно в нижней) полуформе в целях исключения перекоса;
- при формовке в парных опоках следует стремиться к тому, чтобы общая высота формы была минимальной.
ОПРЕДЕЛЕНИЕ УЧАСТКОВ ПОВЕРХНОСТИ ОТЛИВКИ, ВЫПОЛНЯЕМЫХ СТЕРЖНЯМИ
Предварительно необходимо определить возможность выполнения отверстий в процессе получения отливки и тех частей отливки, которые не могут быть получены с помощью модели. Число стержней, служащих для оформления полости отливки, её отдельных элементов и элементов литниковой системы, определяю с учетом серийности выпуска отливок. В единичном и мелкосерийном производстве целесообразно получать отливки с использованием минимального числа стержней или вовсе без них.
При определении участков поверхности отливки, выполняемых стержнями, нужно руководствоваться следующими правилами.
- Обеспечивать минимальные затраты на изготовление стержневых ящиков.
- Обеспечивать удобную установку стержней в форму и контроль всех размеров полостей в ней.
- Газоотводные каналы стержней должны иметь выходы в знаках, они должны быть размещены так, чтобы исключить попадание в них жидкого металла.
- Опорные поверхности стержней должны быть достаточными, чтобы исключить деформацию стержня под действием силы тяжести.
Точность фиксации стержня в форме обеспечивается размерами и конфигурацией его знаковых частей, которые назначают по ГОСТ 3212-92 с учетом размеров стержня, способа формовки и его положения в форме
Назначение припусков, допусков и напусков на отливки.
ПРИЛОЖЕНИЕ1. А
Таблица 01.
Области применения и механические характеристики литейных сплавов
|
Назначение
| Относите-льное удлинение δ, %
| Предел прочно-сти σв,МПА
| Марка материала
| | Серый чугун, ГОСТ 1412-85
| | Бытовые приборы, противовесы, плиты
|
|
| СЧ10
| | Детали машин с толщиной до 40 мм, работающие при не больших нагрузках; корпусные детали, маховики, арматура низкого давления, поршневые кольца, кронштейны.
|
|
|
СЧ15
СЧ20
| | Детали машин, испытывающие повышенные статистические нагрузки: станины станков,блоки и гильзы цилиндров, шкивы, зубчатые колеса, корпуса.
|
|
| СЧ25
СЧ30
СЧ35
| | Высокопрочный чугун ГОСТ 7293-85
| | Тяжелонагруженные детали сложной формы: станины, барабаны, коленчатые валы, корпусные детали турбин, насосов. Используется как заменитель стали.
|
|
| ВЧ35
ВЧ40
ВЧ45
ВЧ50
ВЧ60
ВЧ70
ВЧ80
ВЧ100
| | Ковкий чугун. ГОСТ 1215-79
| | Небольшие тонкостенные детали, работающие при умеренных динамических нагрузках: ступицы, шестерни, червячные колеса, тормозные колодки, паровая арматура, картеры,корпуса редукторов.
|
|
| КЧ30-6
КЧ33-8
КЧ35-10
КЧ37-12
КЧ50-5
КЧ60-3
| | Конструкционные литейные стали, ГОСТ977-88
| | Детали работающие при знакопеременных и ударных нагрузках: кронштейны, шестерни, корпуса двигателей, подшипников. Сварнолитые изделия.
|
|
| 15Л
20Л
25Л
30Л
| | Тяжелонагруженные детали машин: шестерни, барабаны, станины, корпуса.
|
|
| 35Л
40Л
45Л
| | Детали работающие при значительных нагрузках:колеса, толкатели, опоры
|
|
| 50Л
| | Ответственные тяжелонагруженные детали машин:диски, цапфы, корпусные детали турбин литые, детали вагонов, экскаваторов и т.д.
|
|
| 20ГЛ
35ГЛ
30ГСЛ
08ГДНФЛ
30ХГСФЛ
30ХНМЛ
12ДХН1МФЛ
| Различают три группы стальных отливок:
1- отливки общего назначения (для деталей, конфигурация и размеры которых определяются только конструктивными соображениями;
2- отливки ответственного назначения (для деталей рассчитываемых на прочность и работающих при статических нагрузках);
3- отливки особо ответственного назначения (для деталей рассчитываемых на прочность и работающих при динамических нагрузках).
Группу отливки указывают в технических требованиях на чертеже детали (отливки):
Отливка 2-й группы ГОСТ 977-88
Таблица 02.
Таблица 04. Соответствие между знаками шероховатости и чистотой обрабатываемой поверхности
| Вид окончательной механической обработки
| Достигаемые параметры шероховатости(мкм)
| | Черновая
| Rа 50…..6,3
| | Получистовая
| Rа 12…..6,3
| | Чистовая
| Rа 3,2…..0,8
| | Тонкая
| Rа 0,8…..0,2
|
Таблица 1.
Допуски размера отливок (ГОСТ 26645 – 85)
| Интервал
номинальных
размеров, мм
| Допуски размеров отливок, мм, не более, для классов
точности
| |
|
|
| | До 4
| 0,64
| 1,0
| 1,2
| | Свыше 4 до 6
| 0,70
| 1,1
| 1,4
| | » 6» 10
| 0,80
| 1,2
| 1,6
| | » 10» 16
| 0,9
| 1,4
| 1,8
| | » 16» 25
| 1,0
| 1,6
| 2,0
| | » 25» 40
| 1,1
| 1,8
| 2,2
| | » 40» 63
| 1,2
| 2,0
| 2,4
| | » 63» 100
| 1,4
| 2,2
| 2,8
| | » 100» 160
| 1,6
| 2,4
| 3,2
| | » 160» 250
| 1,8
| 2,8
| 3,6
| | » 250» 400
| 2,0
| 3,2
| 4,0
| | » 400» 630
| 2,2
| 3,6
| 4,4
| | » 630» 1000
| 2,4
| 4,0
| 5,0
|
Таблица 2.
Общие припуски для отливок, обрабатываемых при среднем уровне точности обработки (ГОСТ 26645 – 85)
| Общий допуск
элемента
поверхности, мм
| Вид
окончательной
механической
обработки
| Общий припуск на сторону,
мм, не более,
для ряда припуска отливки
| | |
|
|
| | | Свыше 0,64 до
| Черновая
| 1,5
| 1,7
| 2,1
| | | 0,70
| Получистовая
| 1,9
| 2,1
| 2,4
| | | (включительно)
| Чистовая
| 1,9
| 2,2
| 2,6
| | |
| Тонкая
| 2,1
| 2,3
| 2,8
| | | Св. 0,7 до 0,80
| Черновая
| 1,6
| 1,8
| 2,2
| | |
| Получистовая
| 2,0
| 2,1
| 2,5
| | |
| Чистовая
| 2,1
| 2,3
| 2,8
| | |
| Тонкая
| 2,2
| 2,4
| 2,9
| | | Св. 0,8 до 0,90
| Черновая
| 1,6
| 1,8
| 2,2
| | |
| Получистовая
| 2,1
| 2,3
| 2,7
| | |
| Чистовая
| 2,2
| 2,4
| 2,9
| | |
| Тонкая
| 2,4
| 2,6
| 3,1
| | | Св. 0,90 до 1,00
| Черновая
| 1,7
| 1,9
| 2,3
| |
| Получистовая
| 2,1
| 2,4
| 2,7
| |
| Чистовая
| 2,3
| 2,5
| 3,0
| |
| Тонкая
| 2,5
| 2,7
| 3,1
| | Св. 1,00 до 1,10
| Черновая
| 1,8
| 2,0
| 2,4
| |
| Получистовая
| 2,2
| 2,4
| 2,8
| |
| Чистовая
| 2,4
| 2,6
| 3,1
| |
| Тонкая
| 2,5
| 2,7
| 3,3
| | Св. 1,10 до 1,20
| Черновая
| 1,8
| 2,0
| 2,4
| |
| Получистовая
| 2,3
| 2,5
| 2,9
| |
| Чистовая
| 2,5
| 2,7
| 3,1
| |
| Тонкая
| 2,7
| 2,8
| 3,4
| | Св. 1,20 до 1,40
| Черновая
| 2,0
| 2,1
| 2,5
| |
| Получистовая
| 2,5
| 2,7
| 3,1
| |
| Чистовая
| 2,8
| 3,0
| 3,4
| |
| Тонкая
| 2,9
| 3,2
| 3,7
| | Св. 1,40 до 1,60
| Черновая
| 2,1
| 2,3
| 2,7
| |
| Получистовая
| 2,8
| 2,9
| 3,3
| |
| Чистовая
| 3,1
| 3,1
| 3,6
| |
| Тонкая
| 3,4
| 3,4
| 3,9
| | Св. 1,60 до 1,80
| Черновая
| 2,1
| 2,3
| 2,7
| |
| Получистовая
| 2,8
| 3,0
| 3,5
| |
| Чистовая
| 3,1
| 3,3
| 3,8
| |
| Тонкая
| 3,4
| 3,6
| 4,0
| | Св. 1,80 до 2,00
| Черновая
| 2,2
| 2,4
| 2,8
| |
| Получистовая
| 3,0
| 3,1
| 3,6
| |
| Чистовая
| 3,4
| 3,6
| 4,0
| |
| Тонкая
| 3,6
| 3,8
| 4,3
| | Св. 2,00 до 2,20
| Черновая
| 2,4
| 2,6
| 3,0
| |
| Получистовая
| 3,2
| 3,4
| 3,8
| |
| Чистовая
| 3,6
| 3,8
| 4,3
| |
| Тонкая
| 3,9
| 4,1
| 4,6
| | Св. 2,20 до 2,40
| Черновая
| 2,5
| 2,7
| 3,1
| |
| Получистовая
| 3,4
| 3,6
| 4,0
| |
| Чистовая
| 3,8
| 3,9
| 4,4
| |
| Тонкая
| 4,1
| 4,3
| 4,8
| | | | | | | | |
Продолжение таблицы 2
| Общий допуск
элемента
поверхности, мм
| Вид
окончательной
механической
обработки
| Общий припуск на сторону,
мм, не более,
для ряда припуска отливки
| |
|
|
| | Св. 2,40 до 2,80
| Черновая
| 2,6
| 2,9
| 3,3
| |
| Получистовая
| 3,6
| 3,8
| 4,3
| |
| Чистовая
| 4,0
| 4,3
| 4,8
| |
| Тонкая
| 4,4
| 4,6
| 5,2
| | Св. 2,80 до 3,20
| Черновая
| 2,9
| 3,1
| 3,4
| |
| Получистовая
| 4,0
| 4,1
| 4,6
| |
| Чистовая
| 4,5
| 4,6
| 5,1
| |
| Тонкая
| 4,8
| 5,0
| 5,4
| | Св. 3,20 до 3,60
| Черновая
| 3,1
| 3,3
| 3,6
| |
| Получистовая
| 4,3
| 4,5
| 4,9
| |
| Чистовая
| 4,9
| 5,2
| 5,6
| |
| Тонкая
| 5,3
| 5,5
| 6,0
| | Св. 3,60 до 4,00
| Черновая
| 3,4
| 3,6
| 3,9
| |
| Получистовая
| 4,8
| 4,9
| 5,3
| |
| Чистовая
| 5,3
| 5,5
| 6,0
| |
| Тонкая
| 5,8
| 6,0
| 6,5
| | Св. 4,00 до 4,40
| Черновая
| 3,5
| 3,7
| 4,0
| |
| Получистовая
| 4,8
| 5,0
| 5,5
| |
| Чистовая
| 5,4
| 5,8
| 6,1
| |
| Тонкая
| 6,0
| 6,2
| 6,7
| | Св. 4,40 до 5,00
| Черновая
| 3,8
| 4,0
| 4,4
| |
| Получистовая
| 5,3
| 5,5
| 5,8
| |
| Чистовая
| 6,0
| 6,3
| 6,7
| |
| Тонкая
| 6,7
| 6,9
| 7,3
|
ПРИЛОЖЕНИЕ 1. Б
Данные для определения технологических припусков
Таблица 3 – Конструктивные уклоны для отливки при литье в песчаные
Формы
| Эскиз
| Н, мм
| а/Н
| β
| 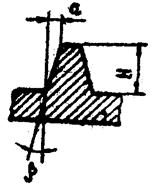
| До 25
| 1/5
| 11°30'
| | Св. 25 до 500
| 1/20 ¸ 1/10
| 3° - 5°30'
| | Св. 500
| 1/50
| 1°
|
Таблица 4.
Песчаные формы
| Толщина
стенки, мм
| Диаметр
отверстия,
мм
| Толщина
стенки, мм
| Диаметр
отверстия,
мм
| Толщина
стенки, мм
| Диаметр
отверстия,
мм
| | 4-6
|
| 10-12
|
| 16-18
|
| | 6-8
|
| 12-14
|
| 18-20
|
| | 8-10
|
| 14-16
|
| -
| -
|
Таблица 5.
Формы.
| Материал
| Усадка, %
| Величина отливки
(масса, размеры)
| Наименьшая
толщина стенок, мм
| | Сталь
|
| Мелкие (вес < 2 кг)
|
| |
|
| Средние (вес < 50 кг)
|
| |
|
| Крупные (вес > 50 кг)
|
| | Чугун серый
|
| Мелкие (вес < 2 кг)
| 3-4
| | литейный
|
| Средние (вес < 50 кг)
| 6-8
| |
|
| Крупные (вес > 50 кг)
| 10-20
| | Чугун ковкий и
|
| 50 х 50
| 2,5-3,5
| | высокопрочный
|
| 100 х 100
| 3,0-4,0
| |
|
| 200 х 200
| 3,5-5,5
| | Бронза оловянистая
| 1,5
| При протяжённости
|
| |
|
| стенки
|
| |
|
| До 50 мм
|
| |
|
| Св. 50 до 100 мм
|
| |
|
| Св. 100 до 600 мм
| 6-8
| | Специальные бронзы
| 1,5
| Мелкие (вес £ 2 кг)
| ≥6
| | и латуни
|
| Средние (вес £ 50 кг)
| ≥8
| | Алюминиевые
| 1,5
| При протяжённости
|
| | сплавы
|
| стенки
|
| |
|
| не более 200
| 3-5
| |
|
| не более 800
| 5-8
|
ОПРЕДЕЛЕНИЕ ПОЛОЖЕНИЯ ОТЛИВКИ В ФОРМЕ ПРИ ЗАЛИВКЕ
При определении положения отливки в форме нужно руководствоваться несколькими правилами, подтвержденными многолетней практикой.
- Наиболее ответственные рабочие части, плоские поверхности большой протяженности, места, подлежащие механической обработке, нужно, по возможности, располагать внизу; в крайнем случае - вертикально или наклонно. При вынужденном расположении обрабатываемых поверхностей вверху нужно обеспечить такие условия, при которых песчаные и газовые раковины могли бы образоваться только в удаляемых при обработке частях отливки.
- Формы для отливок, имеющих конфигурацию тел вращения (гильзы, барабаны, шпиндели и др.) с обрабатываемыми наружными и внутренними поверхностями, лучше заливать в вертикальном положении или центробежным способом. Иногда целесообразно формовку выполнять в одном положении, а заливать форму в другом.
- Для отливок, имеющих внутренние полости, образуемые стержнями, выбранное положение должно обеспечивать возможность проверки размеров полости формы при сборке, а также надежное крепление стержней.
- Для предупреждения недоливов тонкие стенки отливки следует располагать в нижней части полуформы, желательно вертикально или наклонно, причем путь прохождения металла от литниковой системы до тонких стенок должен быть кратчайший.
- Отливки из сплавов с большой усадкой располагать в положении, удобном для питания их металлом верхних или боковых отводных прибылей.
- Формы для станин, плит и других отливок с большим числом ребер должны быть при заливке расположены так, чтобы имелась возможность направить металл вдоль стержней и выступов формы.
Важным является определение оптимального числа отливок в форме. В условия единичного и мелкосерийного производства отливок в песчаных формах желательно в форме размещать одну отливку.
Выбор поверхности разъема формы подчинен выбору положения формы при заливке. При определении поверхности разъема формы необходимо руководствоваться следующими положениями:
- форма и модель, по возможности, должны иметь одну поверхность разъема, желательно плоскую горизонтальную, удобную для изготовления и сборки формы;
- модель должна свободно извлекаться из формы;
- всю отливку, если позволяет её конструкция, нужно располагать в одной (преимущественно в нижней) полуформе в целях исключения перекоса;
- при формовке в парных опоках следует стремиться к тому, чтобы общая высота формы была минимальной.
|




