Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
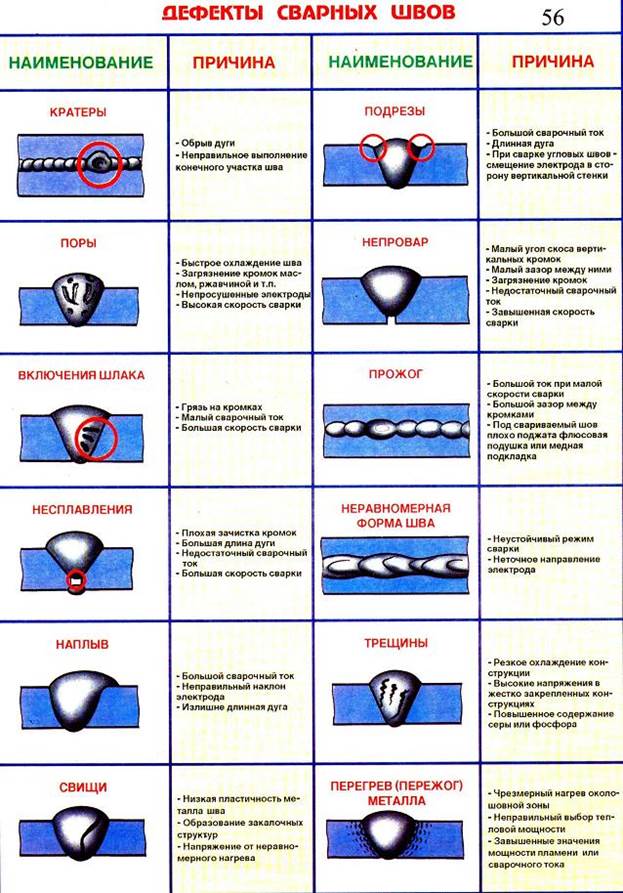
Просмотр видеоролика «Дефекты сварных соединений».Содержание книги
Поиск на нашем сайте
2. Решение кроссворда. V. Подведение итогов урока: Преподаватель проверяет оценочные листы, подводит итоги работы, анализирует допущенные ошибки, выставляет оценки и озвучивает результаты. Сегоднящний урок подошел к концу. Подводя итоги урока, оценены следующие студенты
V І. Задание на дом: Составить классификацию дефектов сварных соединений, оформить ее в виде таблицы в рабочих тетрадях.
АКТ No. _____ от __________ Визуального и/или измерительного контроля качества Сварных швов в процессе сварки соединения ______________________________________________________________________ (наименование изделия и номер соединения) Настоящим актом удостоверяется факт выполнения сварщиком ______________________________________________________________________ ф.и.о., клеймо _______________________ соединения _________ (см. сварочный формуляр), тип (типы) соединений выполненного _________________________________________________________ указать способ сварки и положение в соответствии с требованиями технологии сварки ______________________ ______________________________________________________________________ указать шифр технологии и недоступного для контроля __________________________________________ указать способ контроля, предписанный ______________________________________________________________________ конструкторской документацией При послойном визуальном и измерительном контроле с оценкой качества по нормам _____________________________________ для категории ______________________________________________________________________ (шифр или наименование НД) Установлено, что сварное соединение признано годным и соответствует требованиям __________________________________________________________ (указать НД или конструкторскую документацию) Контроль выполнил: ___________________________________________________ Уровень квалификации, Фамилия, инициалы, подпись
No. квалификационного удостоверения Руководитель работ По визуальному И измерительному контролю: ____________________________________________________________ Фамилия, инициалы, подпись Примечание. Акт составляется на каждую сварную конструкцию (соединение Или группу соединений), подвергнутое контролю в процессе сварки. Требования к оформлению "Протокола размеров _____________" (изделие) Протокол размеров оформляется только в том случае, когда это Указано в НД или ПКД на контролируемое изделие. Протокол размеров изделия (таблица) должен содержать фактические Размеры изделия, выполненные в определенных сечениях, которые задаются "Схемой измерений ____________". Форма Протокола размеров определяется (изделие) при проектно-технологической подготовке контрольных работ. Протокол Подписывается лицами, выполнявшими измерения, и руководителем работ по Визуальному и измерительному контролю с указанием фамилии и инициалов. Требования к содержанию "Журнала учета работ и регистрации результатов визуального и измерительного контроля" Результаты контроля продукции, изделий и объектов фиксируются в "Журнале учета работ и регистрации результатов визуального и измерительного контроля", в котором указывают: 1) наименование и вид (тип) контролируемого объекта, его номер или шифр; 2) расположение и, при необходимости, размеры контролируемых участков на объекте контроля; 3) условия проведения контроля; 4) производственно-контрольный документ, его номер; 5) способ измерительного контроля и примененные приборы (инструменты); 6) марка и номер партии материала объекта контроля, а также обозначение стандарта или технических условий на материал и номер чертежа объекта (последнее только для деталей и сборочных единиц); 7) основные характеристики дефектов, выявленных при контроле (форма, размеры, расположение или ориентация относительно базовых осей или поверхностей контроля); 8) наименование или шифр НД, согласно которой выполнена оценка качества;
9) оценка результатов контроля; Дата контроля. Примечание. Допускается применение взамен приведенных других форм документов, разрабатываемых организацией в соответствии с требованиями действующей нормативно-технической документации, которые обеспечивают идентификацию и прослеживаемость деталей, узлов, изделий в процессе изготовления (монтажа, ремонта), фиксацию контролируемых параметров, объемов и методов контроля, оформление отчетной и учетной документации по визуальному и измерительному контролю. Тестовое задание по теме (разработано в УМКК):
«Визуальный и измерительный контроль качества сварных соединений»
Назовите дефект сварного соединения, метод контроля и применяемый инструмент: 8 баллов 2. Назовите дефект сварного соединения, метод контроля и применяемый инструмент: 8 баллов 3. Сформулируйте определение «Технический контроль качества сварных соединений»: ________________________________________________________________________________________________________________________2 балла
Эталон, критерии оценки а) дефект – продольная трещина сварного шва; визуальный и измерительный контроль; инструмент - штангенциркуль. 4 балла б)дефект – трещина в околошовной зоне; визуальный и измерительный контроль; инструмент – штангенциркуль. 4 балла а) дефект – наплыв сварного шва; визуальный контроль; проверяется на глаз или с помощью лупы. 4 балла б) дефект – подрез сварного шва; визуальный и измерительный контроль; инструмент – шаблон. 4 балла Технический контроль – это проверка соответствия контролируемых показателей качества изделия заданным требованиям или нормам, установленным нормативно-технической документацией. 2 балла 13 баллов оценка «3»; 14-16 баллов оценка «4»; 17-18 баллов оценка «5».
Возможности метода
Естественно, что это не идеальный способ и прежде всего нужно разобраться, что определяет выбор визуального метода контроля. Сразу следует отметить, что это исключительно поверхностные недостатки. Среди них: Поры; Трещины и микротрещины;
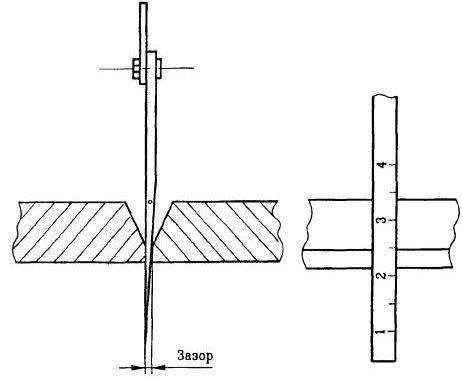
Схема измерения зазора сварного шва
Раковины; Сколы; Недостаточный уровень проварки.
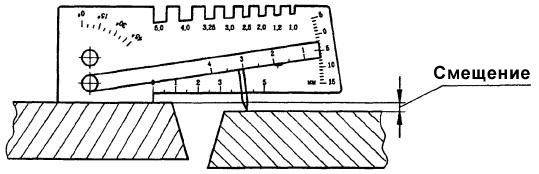
Схема измерения смещений при сварке швов
Таблица 3. Требования к измерениям сварных швов.
При визуальном контроле сварные швы должны соответствовать следующим требованиям: а) иметь гладкую или равномерно чешуйчатую поверхность без резких переходов к основному металлу (требование плавного перехода к основному металлу должно быть специально обосновано и обеспечено дополнительными технологическими приемами); б) швы должны быть плотными по всей длине и не иметь видимых прожогов, сужений, перерывов, наплывов, а также недопустимых по размерам подрезов, непроваров в корне шва, несплавлений по кромкам, шлаковых включений и пор;
в) металл шва и околошовной зоны не должен иметь трещин любой длины и любой ориентации; г) кратеры швов в местах остановки сварки должны быть переварены, а в местах окончания - заварены.
Визуально-измерительный контроль сварных швов
Вопрос 6:Виды контроля различаются по классификационным признакам, определенным в основном ГОСТ 16504–81. Рассмотрим их. 1. Стадия жизни продукции: – производственный контроль, осуществляемый на стадии производства; – эксплуатационный контроль, осуществляемый на стадии эксплуатации продукции. 2. Стадия производственного цикла: – входной контроль сырья, материалов, комплектующих, поступающих к потребителю или заказчику и предназначенных для использования на стадии изготовления, ремонта или эксплуатации продукции; – операционный контроль качества продукции в процессе ее изготовления для оценки состояния технологического процесса с последующей наладкой, если это необходимо; – приемочный, или финишный контроль, предназначенный для определения того, приемлема ли для использования поставляемая или предполагаемая для поставки единица или партия готовой продукции; – контроль хранения продукции; – контроль транспортировки продукции. 3. Полнота проверки продукции: – сплошной контроль, при котором проверяются все единицы изделия; – выборочный контроль, при котором проверяется из совокупности (партии) относительно небольшое количество единиц изделий; Сплошной (непрерывный) контроль – это предельный (100%-го) вариант контроля, Проведение этого вида контроля связано с большими затратами и, он, как правило, выступает для обоснования генеральной гипотезы о природе изменения контролируемой случайной величины. Сплошной контроль осуществляется в следующих случаях: – на стадии освоения новой продукции; – когда технологический процесс не обеспечивает необходимой стабильности качества продукции; – при высоких требованиях к качеству выпускаемой продукции, когда абсолютно не допустим дефект. Выборочный контроль – это периодический отбор проб из партии для анализа или периодически выполняемое некоторое количество измерений показателей качества продукции. Объем выборки или числа измерений определяется на основе методов математической статистики. Выборочный контроль применяется в следующих случаях: – массового и крупносерийного производства, когда допускаются риски для изготовителя и потребителя продукции;
– когда контролируемые единицы продукции разрушаются или теряют свойства при контроле; – высокой трудоемкости контроля. 4. Характер поступления продукции на контроль: – непрерывный контроль (контроль сыпучих и жидких материалов), обеспечивающий непрерывное поступление информации о контролируемых характеристиках; – периодический контроль специальной партии продукции (или выборки продукции) и соответственно этому происходит дискретное поступление информации о контролируемых характеристиках продукции. 5. Период проверки качества: – плановый контроль по регламенту; – летучий контроль, осуществляемый внезапно, в незапланированные ранее моменты времени; – инспекционный контроль – это периодический контроль уже проверенной продукции, из которой удален обнаруженный брак, осуществляемый при необходимости проверки качества работы отделом технического контроля; Инспекционный контроль в особых случаях выполняется представителями заказчика для повышения ответственности проверяющего органа изготовителя. 6. Способы и средства контроля: – измерительный контроль, осуществляемый с применением средств измерения; – регистрационный контроль, осуществляемых регистрацией значений контролируемых параметров продукции или процессов; – органолептический контроль, при котором первичная информация воспринимается органами чувств – это вкус продукта питания, цвет ткани, различимость шрифта, соответствие моде и т.д.; – визуальный контроль – органолептический контроль, осуществляемый органами зрения; – технический осмотр – контроль, осуществляемый в основном при помощи органов чувств и, в случае необходимости, средств контроля, номенклатура которых указана соответствующей документацией. 7. По способу проведения проверки: – ручной; – механизированный; – автоматические системы; – автоматизированные системы; 8. Вид контролируемого параметра: – количественная характеристика; – качественная характеристика; – альтернативный признак. Количественные характеристики представлены переменными, измерение которых основано на непрерывных числовых шкалах, например, длина, вес, содержание компонентов и др. Качественные характеристики – это атрибуты, которые оценивают либо без детального измерения (по принципу «годен или не годен»), либо субъективно (нечто имеет некий атрибут, или не имеет, к примеру, поверхность отделана приемлемо или неприемлемо). Оценка качества продукции по принципу «годен, или не годен» называется оценка по альтернативному признаку. Контроль по количественному признаку означает измерение (определение числового значения) и проверка на соответствие физических величин, технических параметров, состава и физико-механических (прочность, твердость, вязкость), биологические, химические и другие свойства продукции. В России ежедневно производится около 200 млрд. измерений. При контроле по качественному признаку каждую проверенную единицу относят к определенной группе градации качества. Градация качества приводится в соответствие со шкалой квантификации или шкалой балловой оценки. Контроль по качественному признаку осуществляют с привлечением органолептического и визуального контроля и экспертных методов оценивания.
При контроле по альтернативному признаку все изделия контролируемой партии делятся на две группы: годные и дефектные. Дефектная единица продукции – единица продукции, имеющая хотя бы одно несоответствие требованиям. Дефект – каждое отдельное несоответствие продукции требованиям, установленным нормативной документацией. Продукция, передача которой не допускается из-за наличия дефектов, рассматривается как брак. 9. Влияние контроля на состояние объекта: – разрушающий контроль, при котором продукция становится непригодной к дальнейшему использованию; – неразрушающий контроль, при котором сохраняется пригодность объекта к применению. Вопрос 7: Предварительный контроль. Этот вид контроля называется предварительным потому, что осуществляется до фактического начала работ на стадии планирования и создания организационных структур Основными средствами осуществления предварительного контроля является реализация (не создание, а именно реализация) определенных правил, процедур и линий поведения. В организациях предварительный контроль используется в трех ключевых областях — по отношению к человеческим, материальным и финансовым ресурсам. Предварительный контроль в области человеческих ресурсов достигается в организациях за счет тщательного анализа тех деловых и профессиональных знаний и навыков, которые необходимы для выполнения должностных обязанностей и отбора наиболее подготовленных и квалифицированных людей. Вопрос 8: Технический контроль – это проверка соответствия продукции или процесса, от которого зависит ее качество, установленным требованиям. На стадии разработки продукции технический контроль заключается в проверке соответствия опытного образца техническому заданию, технической документации, правилам оформления, изложенным в ЕСКД; на стадии изготовления он охватывает качество, комплектность, маркировку, количество предъявляемой продукции, ход (состояние) производственных процессов; на стадии эксплуатации состоит в проверке соблюдения требований эксплуатационной и ремонтной документации. Технический контроль включает три основных этапа: 1) получение первичной информации о фактическом состоянии объекта контроля, контролируемых признаках и показателях его свойств; 2) получение вторичной информации – отклонений от заданных параметров путем сопоставления первичной информации с запланированными критериями, нормами и требованиями; 3) подготовка информации для выработки соответствующих управляющих воздействий на объект, подвергавшийся контролю. Объектами технического контроля могут быть изделия или процессы, влияющие на качество. Контролируемый признак – это количественная или качественная характеристика свойств объекта, подвергаемого контролю. Комплекс организационно-технических мероприятий, направленных на обеспечение производства продукции с заданным уровнем качества, составляет предмет организации контроля. Вопрос 9:Виды контроля по организационным формам выявления и предупреждения брака 1. Летучий; 2. Kольцевой; 3. Статистический; 4. Текущий предупредительный Вопрос 10:Контроль качества продукции – это контроль количественных и качественных характеристик продукции, их соответствия установленным требованиям.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-01-22; просмотров: 64; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.58.141 (0.01 с.) |