Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Виды, типы, формы скосов для швов при ручной дуговой сварке ⇐ ПредыдущаяСтр 3 из 3
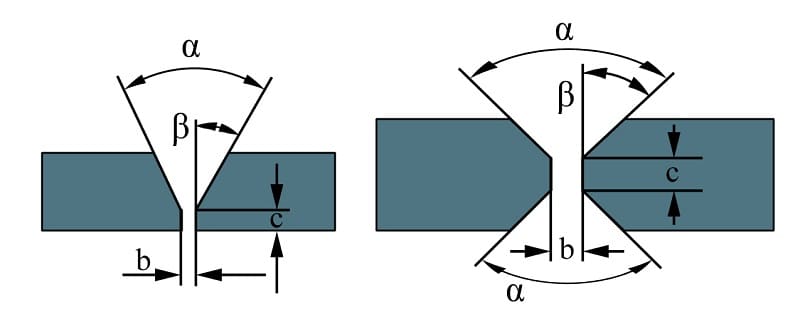
В ходе ручной электродуговой сварки используются следующие типы: V-образная прямая фаска с одной стороны используется для листового проката от 3 до 26 мм. Угол скоса определяется числом разделанных кромок:
X-образная скашиваются две стороны листа 12-60 мм. Угол фаски – 60°.
V- и X-образное соединения U-образная Криволинейная фаска на одной из сторон рекомендуется для заготовок от 20 до 60 мм. Эффективен при ручной электродуговой сварке. В этом случае достигается существенная экономия сварочных материалов за счет формирования сварочной ванны оптимальной формы. Повышается также и скорость сварки. Все это положительно влияет на себестоимость сварочных операций. Обозначения Геометрические параметры разделки определяются конструктивными характеристиками соединяемых деталей. Влияет на них и диаметр электрода или сварочной проволоки. Угол скоса должен давать возможность доступа инструмента к корню шва. Основными параметрами являются:
Для предотвращения прожога при малых (или нулевых) значениях притупления принимают следующие меры:
Конструкторы и технологи должны стремиться к соблюдению нормативных значений зазора и притупления. Применение любых дополнительных операций и специальных методов ведет к росту трудоемкости, снижению производительности и повышенному расходу сварочных материалов. Все это негативно влияет на производительность и себестоимость сварочных операций.
Способы разделки кромок В ходе подготовительных работ применяются такие способы разделки кромок:
Способы разделки кромок под сварку На заготовках, имеющих форму тел вращения, удобно формировать фаски на токарно — расточных станках. Для криволинейных швов применяются специализированные фрезеровальные станки или универсальные обрабатывающие центры. Применение специализированного оборудования позволяет снизить себестоимость операции. Для прямолинейных кромок доступен самый широкий выбор оборудования. Наиболее производительными и экономичными являются строгальные станки. Доступна также обработка фрезерованием и пневмошлифовка. Дополнительная механическая обработка для выравнивания поверхности может проводиться вручную, с применением УШМ. Сохранилась также и доработка с применением зубила и напильника. К механизированным способам относят пескоструйную и дробеструйную обработку. Правила подготовки изделий Для любого метода сварки необходим комплекс подготовительных операций, направленных на выравнивание поверхности заготовки и ее очистку от слоя окислов, шлаков, окалины, ржавчины и других механических и химических загрязнений. В них входят:
Химическая очистка проводится для полного обезжиривания и удаления следов посторонних химических веществ в околошовной области, как минимум на 30 мм в каждую сторону от линии шва.
В качестве дополнительной операции по указаниям технологов может проводиться локальная или общая термообработка. Она предназначена для снятия внутренних напряжений, возникших на предыдущих стадиях обработки. Термообработка также может использоваться для улучшения таких характеристик материала, как прочность, упругость, пластичность и свариваемость. Тщательное проведение подготовительных операций позволяет получить прочное, бездефектное и долговечное сварное соединение. Разделку кромок, как правило, проводят после завершения комплекса подготовительных операций. Правильно выполненная разделка позволяет рассчитывать на качественный шов. Электрод (или проволока) должен иметь доступ к корневой области шва и выполнить глубокий и полный провар.
Зачистка металла Кромки свариваемых заготовок проходят предсварочную подготовку одним из трех способов:
Если деталь перемещалась или хранилась, то после разделки следует выполнить повторное обезжиривание непосредственно пред началом сварочных работ. В случае длительного хранения потребуется повторить и механическую зачистку для удаления окисной пленки, успевшей образоваться на поверхности. Требования к готовым поверхностям К поверхностям, подготовленным для сварки, предъявляются следующие требования:
Скачать ГОСТ 5264-80 Начало формы Конец формы Четкое выполнение этих требований дает возможность выполнить качественный, прочный и долговечный шов. Под каким углом Угол скоса измеряется между плоскостями скошенной кромки и торцом. Он определяется такими параметрами:
Особенности методов резки также влияют на величину угла. Оборудование и инструмент Для выполнения подготовительного блока операций доступно большое разнообразие оборудования:
Гибочный станок Станки для обработки кромок Для этой операции применяют как универсальные инструменты, так и специализированное оборудование. Выбор типа зависит от объема работ.
В качестве универсальных инструментов используются угловые шлифмашины, напильники, другой ручной слесарный инвентарь. Представлены на рынке и специальные устройства — кромкорезы и фаскосниматели. Их применение экономически оправдано при подготовке больших объемах однотипных швов.
Станок для обработки кромок под сварку Технология разделки кромок Основа технологического процесса разделки кромок — это удаление части материала из зоны шва для обеспечения его однородности, прочности и долговечности. Металл удаляется механической обработкой или газовой резкой под определенным углом. Если после обработки качество поверхности неудовлетворительное, то проводится дополнительная мехобработка. В большинстве случаев скос не доходит до нижней кромки заготовки. Там оставляют притупление. Его назначение — снизить риск прожога металла и вытекания расплава из шва. Мехобработка для заготовок, имеющих форму тел вращения, проводится на токарных станках. Прямолинейные фаски снимают на строгальных или фрезеровальных станках. Применяются и установки для пневмошлифовки и долбежные станки. В отдельных случаях используются установки водяной резки под высоким давлением. В условиях небольших мастерских поверхности под сварку обрабатывают ручным слесарным инструментом и дорабатывают напильником. Кроме газовой резки, используются плазменные и лазерные установки. Они позволяют добиться высокой точности обработки и качества поверхности, формируя К-, V-, и Х-профили скоса.
|
|||||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 145; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.192.3 (0.013 с.) |