Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Теоретичні основи процесу сушінняСодержание книги
Поиск на нашем сайте
ВСТУП Сушка це процес видалення з матеріалу вологи, що забезпечується її випаровуванням та відведенням пари, що утворюється. Видалення вологи з твердих і пастоподібних матеріалів здешевлює їх транспортування і надає їм певні властивості, а також сприяє зменшенню корозії апаратури. Вологу можна видаляти механічними способами віджимання, центрифугування, відстоювання. Проте цими способами волога віддаляється частково, ретельніше видалення вологи здійснюється шляхом теплової сушки. Найбільш ширше поширені в хімічній технології конвективний і контактний методи сушки. При конвективній сушці тепло передається від теплоносія до поверхні висушуваного матеріалу. Як теплоносії використовують повітря, інертні гази, димові гази. При контактній сушці тепло висушуваному матеріалу передається через перегородку, що обігрівається, дотичну з матеріалом. Декілька рідше застосовують радіаційну сушку (інфрачервоним промінням) і сушку електричним струмом (високої або промислової частоти). Методи сушки сублімацією з скиданням тиску знаходять обмежене застосування в хімічній промисловості. По фізичній суті сушка є складним дифузійним процесом. Його швидкість визначається швидкістю дифузії вологи з глибинних частин матеріалу до поверхні, а потім в навколишнє середовище. Видалення вологи при сушці включає не тільки перенесення матеріалу, але і перенесення тепла, таким чином є теплообмінним і масообмінними процесами. У хімічній промисловості, де технологічні процеси протікають в основному в рідкій фазі, кінцеві продукти мають вид або паст, або зерен, крихти, пилу. Це обумовлює вибір відповідних методів сушки.
ТЕОРЕТИЧНІ ОСНОВИ ПРОЦЕСУ СУШІННЯ Статика сушіння Сушіння є досить складним технологічним процесом, залежним від великого числа чинників. У всіх випадках при сушінні видаляється легколетючий компонент (органічний розчинник, вода). Отже сушіння – це процес видалення з матеріалу вологи, що забезпечується її випаровуванням і видаленням водяної пари, що утворюється. Цей процес може проходити лише якщо тиск пари над поверхнею матеріалу більше ніж у оточуючим середовищі. В сушарках конвективного типу сушильний агент служить не тільки тепло- та волого носієм, але й транспортуючим середовищем для матеріалу, що випарився. Статика сушіння встановлює зв’язок між початковими та кінцевими параметрами речовин, що приймають участь у процесі на основі рівнянь теплового та матеріального балансів. За допомогою статики сушіння визначають витрату агенту сушіння та тепла необхідного для процесу. Механізм конвективного сушіння можна навести таким чином. При введенні вологого тіла у нагрітий газ триває перенос тепла до поверхні матеріалу, що обумовлений різницею температур між ними, нагрів його і випаровування вологи. При цьому підвищується парціальний тиск поблизу поверхні тіла, що приводить до переносу пари вологи до оточуючого середовища. В результаті випаровування вологи з поверхні і відведення утвореної пари виникає градієнт концентрацій вологи у матеріалі, що є рухомою силою внутрішнього переміщення її з глибинних шарів до поверхні випаровування. При переміщуванні триває погіршення зв’язку вологи з матеріалом, що потребує додаткових затрат енергії зверх той, що необхідна для пароутворення. Тому швидкість процесу сушіння залежить від характеру або форми зв’язку вологи з сухою речовиною матеріалу. Академіком П.А.Ребіндером була розроблена фізично обґрунтована класифікація форм зв’язку вологи з матеріалом: хімічна, фізико-хімічна (адсорбційна і осмотична) і фізико-механічна. Хімічно зв’язана волога подає собою воду гідратів, що міцно зв’язана з речовиною у вигляді гідроксильних іонів. Як правило, хімічно зв’язана волога у процесі сушіння не виходить. Адсорбційно зв’язана волога з’являється при адсорбції молекул пари з оточуючого середовища під впливом молекулярного силового поля на зовнішній та внутрішній поверхнях речовини. Причиною осмотичного зв’язку є осмотичний тиск, що обумовлює диференційну дифузію води з оточуючого середовища скрізь напівпроникливу оболонку. Волога фізико-механічного зв’язку подає собою рідину, що знаходиться у порах та капілярах матеріалу, і рідину змочування, що прилипнула до поверхні тіла при дотику з нею. Зв’язок капілярної вологи з каркасом твердого тіла обумовлений адсорбційним зв’язком полі молекулярного шару поблизу стінок капіляру. У промисловості при сушінні мають на меті видалення вологи, що зв’язана фізико-механічним способом. Якщо рідина знаходиться у контакті з газом то її пара буде змішуватися з ним з утворенням однорідної суміші. Повне насичення газу парою рідини відбудеться тоді, коли їх парціальний тиск у газовій суміші стане рівним пружності пари при цій температурі [5].
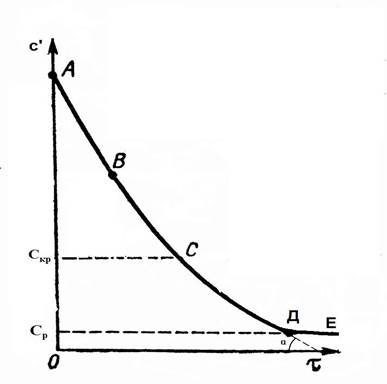
Кінетика процесу сушіння Кінетика сушіння встановлює зв’язок між зміною вологості матеріалу у часі та параметрами проходження процесу. Рівняння кінетики характеризують процес видалення вологи із матеріалу у часі та використовуються для визначення тривалості та режиму сушіння. Під кінетикою процесу сушіння розуміють зміну середньої вологості с’ і температури`q з перебігом часу. Графічно кінетичні закономірності зміни середньооб’ємної вологості матеріалу у часі с¢= f(t) відображується кривою, що називають кривою сушіння (рис. 1).
Рисунок 1.1 – Крива сушіння
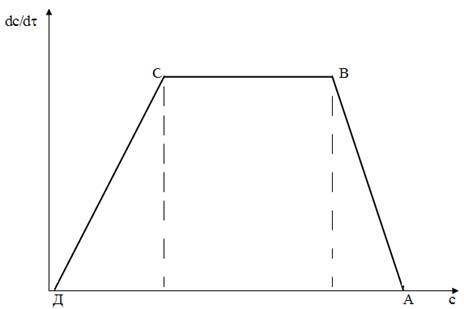
Швидкість сушіння визначається по кривій сушіння графічним диференціюванням. Для цього у довільній точці кривої, що характеризує вологість у даний момент часу, потрібно провести дотичну до перехрещення з віссю абсцис (рис. 1.1). Тангенс кута нахилу дотичної до вісі абсцис визначає швидкість сушіння. Період ВС характеризує ділянку постійної швидкості сушіння. Від точки С швидкість сушіння починає знижуватися, що обумовлено збільшенням внутридіфузійного опору та досягнення їм у певний момент часу значення, що порівняне з зовнішньодіфузійним опором. Вологість, що відповідає точці переходу з горизонтальної прямої до кривої лінії на межі між періодами постійної швидкості та швидкості, що зменшується, називають критичною вологістю скр. При досягненні матеріалом рівноважної вологості ср процес сушіння закінчується. Зовнішній вигляд типової кривої швидкості сушіння зображений на рис. 2.
АВ – період нагріву матеріалу ВС - період постійної швидкості СД - період спаду швидкості Рисунок 1.2 – Крива швидкості сушіння
Період постійної швидкості сушіння характеризується постійною температурою матеріалу, а період спаду швидкості сушіння – зростанням температури матеріалу. Оскільки температура вологого термометру суттєво нижче температури оточуючого середовища та мало від неї залежить, можна для першого періоду сушіння використовувати теплоносій з високою температурою. Це дуже важливо для інтенсифікації та належної організації апаратурно-технологічного оформлення процесу сушіння [5].
АПАРАТИ ДЛЯ СУШІННЯ Розпилювальна сушарка Розпилювальна сушарка застосовується для сушки пастоподібних і рідких матеріалів. У ній висушуваний матеріал розпилюється в гарячому газі (повітрі). Розпилювання виробляється форсунками (механічними або пневматичними) або відцентровими дисками. При механічному розпилюванні розчин солі, наприклад оцтовокислого кальцію, нагнітається у форсунках під тиском від 30 до 200 атм. Розмір крапель при розпилюванні залежить від тиску рідини, діаметру вихідного отвору, в'язкості рідини і т.д., і коливається в межах від 20 до 100 мк. На розміри крапель впливає головним чином турбулізация рідинного струменя, який створюється підвищенням швидкості закручування струменя у форсунці. Форсунка складається з корпусу 1, головки форсунки 2 і диска 3. Насадка змінна, дозволяюча змінювати діаметр вихідного отвору від 0,8 до 1,5 мм. Механічні форсунки відрізняються високою продуктивністю, безшумністю роботи, дають тонкий і рівномірний распил. Продуктивність форсунок при сушці до 600 кг/ч, хоча форсунка може розпилювати до 4,5 т/год продуктів. Витрата енергії на розпилювання від 2 до 10 кВт на тонну розчину. До недоліків форсунок слід віднести неможливість регулювання продуктивності форсунки і швидку засоряємість вихідних отворів (0,5 мм). Ці форсунки не придатні для обробки суспензій, паст, розчинів, що дають опади. При відцентровому методі розпилювання можна регулювати продуктивність сушарки і неважко її автоматизувати. Недоліком же його є підвищена вартість в порівнянні з розпилюванням за допомогою сопел. Розпилювання за рахунок відцентрової сили здійснюється шляхом подачі розчину на диск, що швидко обертається. Під дією відцентрової сили розчин рухається на периферію диска і за допомогою лопаток або сопел виштовхується в камеру. Швидкість обертання диска складає від 4000 до 20000 об/мин. Окружна швидкість диска вибирається до 200 м/с. Розпилюючі диски приводяться в обертання або від електродвигуна, або від парової турбіни.
1 - камера; 2 - рукавні фільтри; 3- распилітельний диск; 4 - вентилятор; 5 - шкрябання Рисунок 2.1 - Розпилювальна сушарка (распил відцентровим диском)
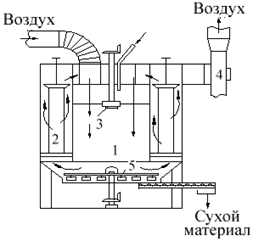
На рисунку 2.1 зображена схема найпоширенішої розпилювальної сушарки, що працює при паралельному струмі газу і частинок. Нагріте повітря поступає у верхню частину камери 1. Тут він зустрічається з краплями або шматочками матеріалу, що розпилюється диском, що обертається, 3 або іншим пристроєм. Завдяки розвиненій поверхні зіткнення матеріалу з газом, сушка протікає дуже швидко - на льоту, і на дно сушарки падає вже повністю висушений матеріал. Звідси він шкрябаннями 5 подається в розвантажувальний шнек або інший розвантажувальний пристрій, що герметизується. Повітря, насичене парою, відсисається вентилятором 4 з нижньої частини сушарки через рукавні фільтри 2, як на малюнку 15, або інший пиловловлюючий апарат. Паралельний струм створює можливість застосовувати для сушки високу температуру газу, збільшуючи швидкість сушки, без перегріву висушуваного матеріалу. Незважаючи, проте, на велику швидкість процесу (кількість води, що випарувалася, в одиницю часу з одиниці поверхні матеріалу), інтенсивність роботи распилітельних сушарок (кількість води, що випарувалася, в одиницю часу в одиниці об'єму апарату) невелика, оскільки на одиницю об'єму апарату одночасно доводиться порівняно невелика маса матеріалу. При роботі распилітельних сушарок спостерігається велике віднесення висушеного матеріалу газами, оскільки матеріал в процесі сушки знаходиться в дрібно розпиляному стані. Тому значна частина продукту уловлюється з газу в циклонах, рукавних фільтрах, електрофільтрах.
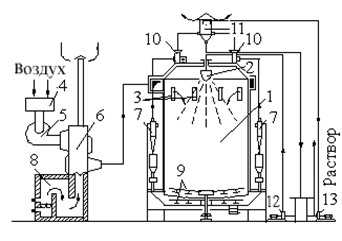
1 - сушильна камера; 2 - механічна форсунка; 3 - введення повітря; 4 - фільтр; 5,10 - вентилятори; 6 - підігрівач; 7 - циклон; 8 - топка; 9 - скребок; 11 - скрубер; 12,13 - насос. Рисунок 2.2 – Розпилювальна сушарка (распил механічною форсункою)
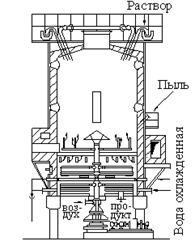
Рисунок 2.3 - Розпилювальна сушарка
Розпилювальні сушарки переважне застосування мають в наступних випадках: 1. Матеріал не переносить тривалого нагріву. Процес сушки протікає дуже швидко (від десятих часток до декількох секунд) і тому навіть чутливі до нагріву матеріали, наприклад, харчові продукти: молоко, яєчний порошок і ін., не встигають розкладеться при висушуванні. 2. Неприпустимо окислення матеріалу, наприклад при сушці металевих порошків. Через короткочасний нагрів матеріал в процесі сушки не встигає окислюватися. 3. Сушиться пастоподібний, налипаючий матеріал. Сушка його на льоту запобігає заліпанню стінок. Розпилювання рідких матеріалів відцентровим диском зумовлює розкид крапель на стінки камери. Проте, після деякої межі підвищення швидкості обертання диска (4000-20000 об/мин) таке налипання припиняється. Це відбувається, мабуть, через дуже дрібне розпилювання рідини, при якому краплі або не долітають до стінок, або висихають настільки швидко, що частинки, що навіть долетіли, не налипають.
Стрічкові сушарки
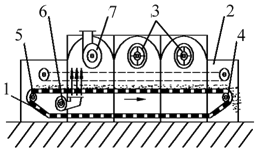
Основною частиною стрічкової сушарки (рисунок 2.4) є горизонтальна нескінченна стрічка 1, яка рухається в камері 2. Матеріал поступає з одного кінця стрічки і скидається у висушеному вигляді з іншого її кінця. Стрічка натягнута між провідною зірочкою 4 і відомою зірочкою 5, служащей для натягнення стрічки. Стрічки виготовляють суцільними (з тканини) або сітчастими (з металевої сітки). Сушарка звичайно розділяється на декілька зон (у даній сушарці їх три), в кожній з яких встановлений вентилятор для створення циркуляції повітря. У сушарках з суцільною стрічкою нагріте повітря рухається над шаром матеріалу, протитечією його руху. У сушарках з сітчастою стрічкою повітря проходить перпендикулярно площини стрічки - вгору або вниз. При такому поперечному продуванні шар матеріалу краще розпушується, що прискорює його сушку. У однострічкових сушарках шар матеріалу на стрічці висихає нерівномірно: частина матеріалу, звернена до стрічки (при русі сушильного агента уздовж шару матеріалу), залишається вологішою. Тому часто застосовують багатострічкові сушарки, в яких матеріал пересипається з однієї стрічки на іншу.
1 - конвейєрна стрічка; 2 - камера; 3-циркуляційний вентилятор; 4, 5 - зірочки; 6, 7 - вентилятори Рисунок 2.4 - Стрічкова сушарка Петльові сушарки
У петльових сушарках (рисунок 2.5) виробляється сушка пастоподібних матеріалів в рухомому тонкому шарі. Матеріал за допомогою живильника 1 подається на нескінченну сітчасту стрічку 2, вдавлюється в її осередки, проходячи через валяння, що обігріваються парою, 3, після чого поступає на сушку в камеру сушарки, де рухома сітка утворює ряд петель. Висушений матеріал скидається за допомогою молотків 4, вдаряючих по сітці, і падає в розвантажувальний шнек 5. Циркуляція повітря виробляється вентиляторами 6, розташованими по обох сторонах камери. У сушарці є декілька зон. Вона працює з проміжним підігрівом повітря у воздухоподогревателях, розташованих в камері, і частковим поверненням повітря в зони.
1 - живильник; 2 - нескінченна сітчаста стрічка; 3 - валок; 4 - молоток; 5 - розвантажувальний шнек; 6 - вентилятори Рисунок 2.5 - Петльова сушарка
У петлевих сушарках досягається інтенсивна сушка з наступних причин: 1) поверхня випаровування вологи значна, оскільки сітка з висушуваним матеріалом рівномірно омивається повітрям з двох сторін; 2) сушка відбувається в порівняно тонкому шарі; 3) матеріал додатково підігрівається стінками металевої сітки; 4) у міру усадки і розтріскування матеріалу в осередках сітки створюються додаткові поверхні випаровування. Сушарка з киплячим шаром
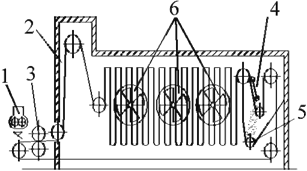
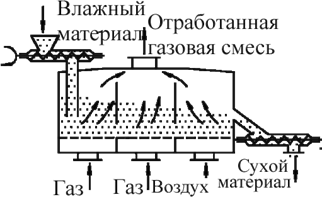
У сушарках з киплячим шаром звичайно сушать продукти з розмірами зерен від 0,1 до 5,0 мм. Ці апарати відрізняються високою надійністю, скороченням часу сушки за рахунок посиленого перемішування матеріалу в сушильній камері. Такі сушарки використовують для сушки сульфату амонія, хлористого калія, вініфлекса і цілого ряду сипких і навіть пастоподібних матеріалів. Сушарки прості по конструкції (рисунок 2.6). Матеріал через бункер 4 подається на похилі грати 1, яка може одержувати коливання від вібратора 5. На сітці відбувається псевдозрідження матеріалу повітрям, що поступає знизу. Відпрацьоване повітря проходить дві паралельні щілини у верхній частині камери і відводиться через патрубок 3, а матеріал вивантажується через патрубок 2 і частково через патрубок 6. У промисловості використовують сушарки з декількома камерами [2].
Рисунок 2.6 – Сушарка киплячого шару
Матеріальний розрахунок
Продуктивність сушарки складає 2600 кг/год сульфату амонію вологістю 0,2%. З них сухої солі:
де Gk – продуктивність сушарки, кг/год; ωк – кінцева вологість отриманого сульфату амонію, %. Звідси
Виходячи з вихідної вологості сульфату амонію 4%, встановлюємо кількість вологи, що видалена з матеріалу по рівнянню:
де Gп - кількість солі, що виходить з сушарки; ωп, ωк - відповідно початкова і кінцева вологість сульфату амонію, %.
Тоді
Таким чином, кількість матеріалу що подається до сушарки становить:
Gп = Gк + W (3.3) Gп=2600 + 103,1 = 2703.1 кг/год = 0.750 кг/с Кількість вологи, що залишається у висушеній солі становить [2]: Wост= 2600 – 2594,8 = 5.2 кг/год = 0.001кг/с Тепловий розрахунок сушарки Розрахунок циклону
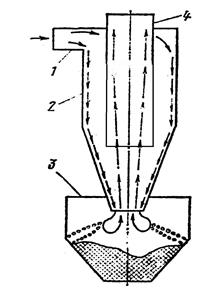
Для очищення газу, що виходить з барабану сушарки від захопленого пилу сульфату амонію використовується циклон (рис. 4.1). У циклоні через виникнення відцентрових сил, внаслідок закручування газового потоку, що тангенціально увійшов до циклону у вхідний патрубок 1, частки пилу прижимаються до стінок апарату 2 та зсипаються у бункер пилозбірник 3, а очищений газ виходить з циклону через відхідний патрубок 4 [6].
Рисунок 4.1 - Циклон
Для розрахунку циклону необхідні наступні дані: - витрата газу при робочих умовах: Qp = 2,02 м3/с; - щільність газу: ρг=1,02 кг/м3; - динамічний коефіцієнт в’язкості газу: 22*10-6 Па*с. Задамося типом циклону ЦН – 24, виконаним НИИОГаз та визначимо оптимальну швидкість газу в апараті за [6]: ωопт= 4,5 м/с Визначимо необхідну площу перерізу циклону, м2:
За формулою:
визначимо діаметр циклону, м:
Згідно з ГОСТ 9617-67 приймаємо циклон діаметром 800 мм. Розрахуємо дійсну швидкість газів в циклоні:
звідси
Перевіримо, як вона відрізняється від оптимальної. Розбіг не повинен перевищувати 15 %:
Розрахуємо коефіцієнт гідравлічного опору:
де к1 = 1,05 - поправочний коефіцієнт на діаметр циклону [6]; к2 = 1 - поправочний коефіцієнт на запиленість газу, що прийнята 1 г/м3. Звідси:
Розрахуємо гідравлічний опір обраного циклону за формулою:
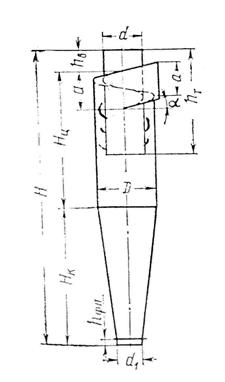
Конструктивні параметри обраного циклону: діаметр циклону D – 0,8 м внутрішній діаметр вихлопної труби (0,59D), d – 0,45 м внутрішній діаметр пиловипускного отвору (0,3D), d1 - 0,23 м кут нахилу кришки та вхідного патрубку, a - 24° висота вхідного патрубку (1.11D), а - 0,84 м висота вихлопної труби (2,11D), hт - 1,6 м висота циліндричної частини циклону (2,11D), Hц - 1,6 м висота конусу циклону (1,75D), Hk - 1,3 м висота зовнішньої частини вихлопної труби (0,4D), hв - 0,3 м загальна висота циклону (4,26D), H – 3.25 м. Циклон НЦ-24 та схема основних розмірів зображена на рисунку 4.2
Рисунок 4.2 – Схема циклону НЦ-24
ВИСНОВКИ
У результаті виконання курсового проекту був проведений розрахунок барабанної сушарки для сушіння сульфату амонію топочними газами. Проведено ознайомлення із фізико-хімічними аспектами процесу, розглянуто конструкції різних апаратів для конвективного сушіння сипких матеріалів. У розрахунковій частині проекту наведені матеріальні, теплові розрахунки барабанної сушарки, що використовує топочні гази як сушильний агент. Витрата теплоносія на сушку становить L.= 6561 кг/год, витрата паливного газу на сушку становить Gп = 17,2 кг/год, випаруємої вологи 103,1 кг/год. Виконаний конструктивний розрахунок барабанної сушарки. Для встановлення обраний сушильний барабан діаметром 1,2 м, та довжиною 6 м, з об’ємом сушильного простору V = 6,78м3. Маса барабану 8300 кг. Частота обертів n = 1,5 хв-1. Тривалість сушіння сульфату амонію у сушарці становить t = 1936,5 с. Кут нахилу барабану 5,4о. Проведено розрахунок та вибір циклону. До встановлення прийнято циклон НДІОГазу типу ЦН - 24 діаметром D = 0,8 м. Гідравличний опір циклону становить DР = 693 Па. По результатах гідравлічного розрахунку прийнятий до встановлення відцентровий вентилятор марки В-Ц14-46-5К-02, що обладнаний двигуном АО2-41-2.
ВИКОРИСТАНІ ДЖЕРЕЛА 1. Иоффе И.Л. Проектирование процессов и аппаратов химической технологии. Л.: Химия, 1991. – 296с. 2. Касаткин А.Г. Основные процессы и аппараты химической технологии. – М.: Госхимиздат, 1961. – 830с. 3. Основные процессы и аппараты химической технологии/Под ред. Ю.И. Дытнерского. – М.: Химия, 1991. – 494 с. 4. Павлов К.Ф., Романков П.Г., Носков А.А. Примеры и задачи по курсу процессов и аппаратов химической технологии. – Л.: Химия, 1987. – 576 с. 5. Сажин Б.С. Основы техники сушки. – М.: Химия, 1984. – 320с. 6. Справочник по пыле- и золоулавливанию/ Под ред.: Русанова А.А. – изд. 2-е, перераб. И доп. – М.: Энергоатомиздат, 1983. – 312с.
ВСТУП Сушка це процес видалення з матеріалу вологи, що забезпечується її випаровуванням та відведенням пари, що утворюється. Видалення вологи з твердих і пастоподібних матеріалів здешевлює їх транспортування і надає їм певні властивості, а також сприяє зменшенню корозії апаратури. Вологу можна видаляти механічними способами віджимання, центрифугування, відстоювання. Проте цими способами волога віддаляється частково, ретельніше видалення вологи здійснюється шляхом теплової сушки. Найбільш ширше поширені в хімічній технології конвективний і контактний методи сушки. При конвективній сушці тепло передається від теплоносія до поверхні висушуваного матеріалу. Як теплоносії використовують повітря, інертні гази, димові гази. При контактній сушці тепло висушуваному матеріалу передається через перегородку, що обігрівається, дотичну з матеріалом. Декілька рідше застосовують радіаційну сушку (інфрачервоним промінням) і сушку електричним струмом (високої або промислової частоти). Методи сушки сублімацією з скиданням тиску знаходять обмежене застосування в хімічній промисловості. По фізичній суті сушка є складним дифузійним процесом. Його швидкість визначається швидкістю дифузії вологи з глибинних частин матеріалу до поверхні, а потім в навколишнє середовище. Видалення вологи при сушці включає не тільки перенесення матеріалу, але і перенесення тепла, таким чином є теплообмінним і масообмінними процесами. У хімічній промисловості, де технологічні процеси протікають в основному в рідкій фазі, кінцеві продукти мають вид або паст, або зерен, крихти, пилу. Це обумовлює вибір відповідних методів сушки.
ТЕОРЕТИЧНІ ОСНОВИ ПРОЦЕСУ СУШІННЯ Статика сушіння Сушіння є досить складним технологічним процесом, залежним від великого числа чинників. У всіх випадках при сушінні видаляється легколетючий компонент (органічний розчинник, вода). Отже сушіння – це процес видалення з матеріалу вологи, що забезпечується її випаровуванням і видаленням водяної пари, що утворюється. Цей процес може проходити лише якщо тиск пари над поверхнею матеріалу більше ніж у оточуючим середовищі. В сушарках конвективного типу сушильний агент служить не тільки тепло- та волого носієм, але й транспортуючим середовищем для матеріалу, що випарився. Статика сушіння встановлює зв’язок між початковими та кінцевими параметрами речовин, що приймають участь у процесі на основі рівнянь теплового та матеріального балансів. За допомогою статики сушіння визначають витрату агенту сушіння та тепла необхідного для процесу. Механізм конвективного сушіння можна навести таким чином. При введенні вологого тіла у нагрітий газ триває перенос тепла до поверхні матеріалу, що обумовлений різницею температур між ними, нагрів його і випаровування вологи. При цьому підвищується парціальний тиск поблизу поверхні тіла, що приводить до переносу пари вологи до оточуючого середовища. В результаті випаровування вологи з поверхні і відведення утвореної пари виникає градієнт концентрацій вологи у матеріалі, що є рухомою силою внутрішнього переміщення її з глибинних шарів до поверхні випаровування. При переміщуванні триває погіршення зв’язку вологи з матеріалом, що потребує додаткових затрат енергії зверх той, що необхідна для пароутворення. Тому швидкість процесу сушіння залежить від характеру або форми зв’язку вологи з сухою речовиною матеріалу. Академіком П.А.Ребіндером була розроблена фізично обґрунтована класифікація форм зв’язку вологи з матеріалом: хімічна, фізико-хімічна (адсорбційна і осмотична) і фізико-механічна. Хімічно зв’язана волога подає собою воду гідратів, що міцно зв’язана з речовиною у вигляді гідроксильних іонів. Як правило, хімічно зв’язана волога у процесі сушіння не виходить. Адсорбційно зв’язана волога з’являється при адсорбції молекул пари з оточуючого середовища під впливом молекулярного силового поля на зовнішній та внутрішній поверхнях речовини. Причиною осмотичного зв’язку є осмотичний тиск, що обумовлює диференційну дифузію води з оточуючого середовища скрізь напівпроникливу оболонку. Волога фізико-механічного зв’язку подає собою рідину, що знаходиться у порах та капілярах матеріалу, і рідину змочування, що прилипнула до поверхні тіла при дотику з нею. Зв’язок капілярної вологи з каркасом твердого тіла обумовлений адсорбційним зв’язком полі молекулярного шару поблизу стінок капіляру. У промисловості при сушінні мають на меті видалення вологи, що зв’язана фізико-механічним способом. Якщо рідина знаходиться у контакті з газом то її пара буде змішуватися з ним з утворенням однорідної суміші. Повне насичення газу парою рідини відбудеться тоді, коли їх парціальний тиск у газовій суміші стане рівним пружності пари при цій температурі [5].
Кінетика процесу сушіння Кінетика сушіння встановлює зв’язок між зміною вологості матеріалу у часі та параметрами проходження процесу. Рівняння кінетики характеризують процес видалення вологи із матеріалу у часі та використовуються для визначення тривалості та режиму сушіння. Під кінетикою процесу сушіння розуміють зміну середньої вологості с’ і температури`q з перебігом часу. Графічно кінетичні закономірності зміни середньооб’ємної вологості матеріалу у часі с¢= f(t) відображується кривою, що називають кривою сушіння (рис. 1).
Рисунок 1.1 – Крива сушіння
Швидкість сушіння визначається по кривій сушіння графічним диференціюванням. Для цього у довільній точці кривої, що характеризує вологість у даний момент часу, потрібно провести дотичну до перехрещення з віссю абсцис (рис. 1.1). Тангенс кута нахилу дотичної до вісі абсцис визначає швидкість сушіння. Період ВС характеризує ділянку постійної швидкості сушіння. Від точки С швидкість сушіння починає знижуватися, що обумовлено збільшенням внутридіфузійного опору та досягнення їм у певний момент часу значення, що порівняне з зовнішньодіфузійним опором. Вологість, що відповідає точці переходу з горизонтальної прямої до кривої лінії на межі між періодами постійної швидкості та швидкості, що зменшується, називають критичною вологістю скр. При досягненні матеріалом рівноважної вологості ср процес сушіння закінчується. Зовнішній вигляд типової кривої швидкості сушіння зображений на рис. 2.
АВ – період нагріву матеріалу ВС - період постійної швидкості СД - період спаду швидкості Рисунок 1.2 – Крива швидкості сушіння
Період постійної швидкості сушіння характеризується постійною температурою матеріалу, а період спаду швидкості сушіння – зростанням температури матеріалу. Оскільки температура вологого термометру суттєво нижче температури оточуючого середовища та мало від неї залежить, можна для першого періоду сушіння використовувати теплоносій з високою температурою. Це дуже важливо для інтенсифікації та належної організації апаратурно-технологічного оформлення процесу сушіння [5].
АПАРАТИ ДЛЯ СУШІННЯ Розпилювальна сушарка Розпилювальна сушарка застосовується для сушки пастоподібних і рідких матеріалів. У ній висушуваний матеріал розпилюється в гарячому газі (повітрі). Розпилювання виробляється форсунками (механічними або пневматичними) або відцентровими дисками. При механічному розпилюванні розчин солі, наприклад оцтовокислого кальцію, нагнітається у форсунках під тиском від 30 до 200 атм. Розмір крапель при розпилюванні залежить від тиску рідини, діаметру вихідного отвору, в'язкості рідини і т.д., і коливається в межах від 20 до 100 мк. На розміри крапель впливає головним чином турбулізация рідинного струменя, який створюється підвищенням швидкості закручування струменя у форсунці. Форсунка складається з корпусу 1, головки форсунки 2 і диска 3. Насадка змінна, дозволяюча змінювати діаметр вихідного отвору від 0,8 до 1,5 мм. Механічні форсунки відрізняються високою продуктивністю, безшумністю роботи, дають тонкий і рівномірний распил. Продуктивність форсунок при сушці до 600 кг/ч, хоча форсунка може розпилювати до 4,5 т/год продуктів. Витрата енергії на розпилювання від 2 до 10 кВт на тонну розчину. До недоліків форсунок слід віднести неможливість регулювання продуктивності форсунки і швидку засоряємість вихідних отворів (0,5 мм). Ці форсунки не придатні для обробки суспензій, паст, розчинів, що дають опади. При відцентровому методі розпилювання можна регулювати продуктивність сушарки і неважко її автоматизувати. Недоліком же його є підвищена вартість в порівнянні з розпилюванням за допомогою сопел. Розпилювання за рахунок відцентрової сили здійснюється шляхом подачі розчину на диск, що швидко обертається. Під дією відцентрової сили розчин рухається на периферію диска і за допомогою лопаток або сопел виштовхується в камеру. Швидкість обертання диска складає від 4000 до 20000 об/мин. Окружна швидкість диска вибирається до 200 м/с. Розпилюючі диски приводяться в обертання або від електродвигуна, або від парової турбіни.
1 - камера; 2 - рукавні фільтри; 3- распилітельний диск; 4 - вентилятор; 5 - шкрябання Рисунок 2.1 - Розпилювальна сушарка (распил відцентровим диском)
На рисунку 2.1 зображена схема найпоширенішої розпилювальної сушарки, що працює при паралельному струмі газу і частинок. Нагріте повітря поступає у верхню частину камери 1. Тут він зустрічається з краплями або шматочками матеріалу, що розпилюється диском, що обертається, 3 або іншим пристроєм. Завдяки розвиненій поверхні зіткнення матеріалу з газом, сушка протікає дуже швидко - на льоту, і на дно сушарки падає вже повністю висушений матеріал. Звідси він шкрябаннями 5 подається в розвантажувальний шнек або інший розвантажувальний пристрій, що герметизується. Повітря, насичене парою, відсисається вентилятором 4 з нижньої частини сушарки через рукавні фільтри 2, як на малюнку 15, або інший пиловловлюючий апарат. Паралельний струм створює можливість застосовувати для сушки високу температуру газу, збільшуючи швидкість сушки, без перегріву висушуваного матеріалу. Незважаючи, проте, на велику швидкість процесу (кількість води, що випарувалася, в одиницю часу з одиниці поверхні матеріалу), інтенсивність роботи распилітельних сушарок (кількість води, що випарувалася, в одиницю часу в одиниці об'єму апарату) невелика, оскільки на одиницю об'єму апарату одночасно доводиться порівняно невелика маса матеріалу. При роботі распилітельних сушарок спостерігається велике віднесення висушеного матеріалу газами, оскільки матеріал в процесі сушки знаходиться в дрібно розпиляному стані. Тому значна частина продукту уловлюється з газу в циклонах, рукавних фільтрах, електрофільтрах.
1 - сушильна камера; 2 - механічна форсунка; 3 - введення повітря; 4 - фільтр; 5,10 - вентилятори; 6 - підігрівач; 7 - циклон; 8 - топка; 9 - скребок; 11 - скрубер; 12,13 - насос. Рисунок 2.2 – Розпилювальна сушарка (распил механічною форсункою)
Рисунок 2.3 - Розпилювальна сушарка
Розпилювальні сушарки переважне застосування мають в наступних випадках: 1. Матеріал не переносить тривалого нагріву. Процес сушки протікає дуже швидко (від десятих часток до декількох секунд) і тому навіть чутливі до нагріву матеріали, наприклад, харчові продукти: молоко, яєчний порошок і ін., не встигають розкладеться при висушуванні. 2. Неприпустимо окислення матеріалу, наприклад при сушці металевих порошків. Через короткочасний нагрів матеріал в процесі сушки не встигає окислюватися. 3. Сушиться пастоподібний, налипаючий матеріал. Сушка його на льоту запобігає заліпанню стінок. Розпилювання рідких матеріалів відцентровим диском зумовлює розкид крапель на стінки камери. Проте, після деякої межі підвищення швидкості обертання диска (4000-20000 об/мин) таке налипання припиняється. Це відбувається, мабуть, через дуже дрібне розпилювання рідини, при якому краплі або не долітають до стінок, або висихають настільки швидко, що частинки, що навіть долетіли, не налипають.
Стрічкові сушарки
Основною частиною стрічкової сушарки (рисунок 2.4) є горизонтальна нескінченна стрічка 1, яка рухається в камері 2. Матеріал поступає з одного кінця стрічки і скидається у висушеному вигляді з іншого її кінця. Стрічка натягнута між провідною зірочкою 4 і відомою зірочкою 5, служащей для натягнення стрічки. Стрічки виготовляють суцільними (з тканини) або сітчастими (з металевої сітки). Сушарка звичайно розділяється на декілька зон (у даній сушарці їх три), в кожній з яких встановлений вентилятор для створення циркуляції повітря. У сушарках з суцільною стрічкою нагріте повітря рухається над шаром матеріалу, протитечією його руху. У сушарках з сітчастою стрічкою повітря проходить перпендикулярно площини стрічки - вгору або вниз. При такому поперечному продуванні шар матеріалу краще розпушується, що прискорює його сушку. У однострічкових сушарках шар матеріалу на стрічці висихає нерівномірно: частина матеріалу, звернена до стрічки (при русі сушильного агента уздовж шару матеріалу), залишається вологішою. Тому часто застосовують багатострічкові сушарки, в яких матеріал пересипається з однієї стрічки на іншу.
|

 (3.1)
(3.1)
 (3.2)
(3.2)
 (4.1)
(4.1)
 (4.2)
(4.2)
 , (4.3)
, (4.3)
 , що менше 15 %.
, що менше 15 %. (4.4)
(4.4) - коефіцієнт опору стандартного циклону НЦ – 24,
- коефіцієнт опору стандартного циклону НЦ – 24,  = 80;
= 80;
 (4.5)
(4.5)