Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
При какой толщине металла нужно разделывать кромки для стыковых, тавровых и угловых соединений?
Практическая работа № 17 Тема: Подготовка металлов к сварке. Подготовка кромок. Цель работы: Научиться подготавливать кромки металла под сварку Оборудование: Образцыметалла, слесарный инструмент Задание: Дайте ответ на контрольные вопросы. Наиболее характерные конструктивные элементы подготовки кромок под сварку
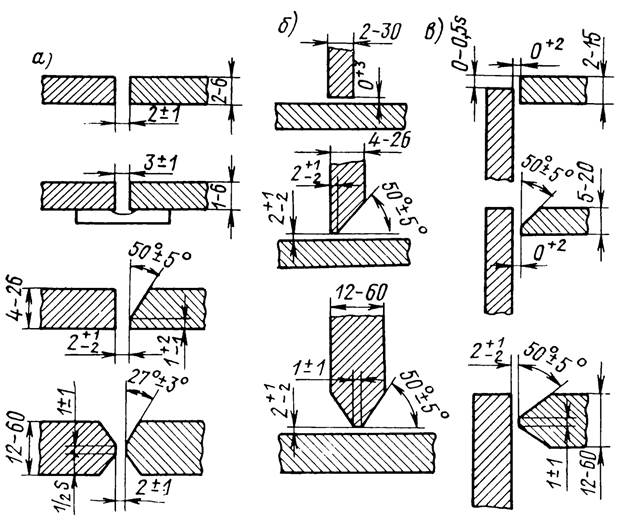
Разделку кромок при сварке стыковых соединений следует назначать при толщине листов от 6 мм и выше, а при сварке угловых и тавровых соединений от 4 мм и выше. Элементы подготовки кромок
— зазор между соединяемыми кромками (а). От правильности установленного зазора и подобранного режима сварки зависит, насколько полным будет провар по сечению соединения при формировании первого (корневого) слоя шва; — притупление кромок (S), необходимое для того, чтобы придать процессу наложения корневого шва определенную устойчивость. Игнорирование этого требования приводит к пережогу металла при сварке; — длина скоса листа в том случае, если имеется разница по толщине (L). Этот элемент позволяет обеспечивать плавный и постепенный переход от более толстой детали к тонкой, что снижает или устраняет риск концентрации напряжений в сварных конструкциях; Таким образом, при подготовке к сварке необходимо выполнить следующие требования:
— очистить кромки от загрязнений и коррозии; — снять фаски соответствующего размера (по ГОСТу); — установить зазор в соответствии с ГОСТом, разработанным для того или иного типа соединения. О некоторых видах кромок уже говорилось ранее (хотя они и рассматривались в другом аспекте) при описании стыковых соединений, но тем не менее необходимо еще раз заострить на этом внимание.
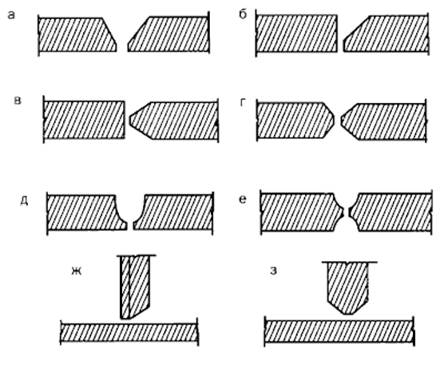
Виды кромок, подготовленных к сварке: а — со скосом обеих кромок; б — со скосом одной кромки; в — с двумя симметричными скосами одной кромки; г — с двумя симметричными скосами двух кромок; д — с криволинейным скосом двух кромок; е — с двумя симметричными криволинейными скосами двух кромок; ж — со скосом одной кромки; з — с двумя симметричными скосами одной кромки Контрольные вопросы: Каковы размеры прихваток? Практическая работа № 17 Тема: Подготовка металлов к сварке. Подготовка кромок. Цель работы: Научиться подготавливать кромки металла под сварку Оборудование: Образцыметалла, слесарный инструмент Задание: Дайте ответ на контрольные вопросы. Наиболее характерные конструктивные элементы подготовки кромок под сварку
Разделку кромок при сварке стыковых соединений следует назначать при толщине листов от 6 мм и выше, а при сварке угловых и тавровых соединений от 4 мм и выше. Элементы подготовки кромок
— зазор между соединяемыми кромками (а). От правильности установленного зазора и подобранного режима сварки зависит, насколько полным будет провар по сечению соединения при формировании первого (корневого) слоя шва;
— притупление кромок (S), необходимое для того, чтобы придать процессу наложения корневого шва определенную устойчивость. Игнорирование этого требования приводит к пережогу металла при сварке; — длина скоса листа в том случае, если имеется разница по толщине (L). Этот элемент позволяет обеспечивать плавный и постепенный переход от более толстой детали к тонкой, что снижает или устраняет риск концентрации напряжений в сварных конструкциях; Таким образом, при подготовке к сварке необходимо выполнить следующие требования: — очистить кромки от загрязнений и коррозии; — снять фаски соответствующего размера (по ГОСТу); — установить зазор в соответствии с ГОСТом, разработанным для того или иного типа соединения. О некоторых видах кромок уже говорилось ранее (хотя они и рассматривались в другом аспекте) при описании стыковых соединений, но тем не менее необходимо еще раз заострить на этом внимание.
Виды кромок, подготовленных к сварке: а — со скосом обеих кромок; б — со скосом одной кромки; в — с двумя симметричными скосами одной кромки; г — с двумя симметричными скосами двух кромок; д — с криволинейным скосом двух кромок; е — с двумя симметричными криволинейными скосами двух кромок; ж — со скосом одной кромки; з — с двумя симметричными скосами одной кромки Контрольные вопросы: При какой толщине металла нужно разделывать кромки для стыковых, тавровых и угловых соединений? Каковы размеры прихваток?
|
||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-12; просмотров: 236; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.29.219 (0.012 с.) |