Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
По способу удержания расплавленного металла шва:Стр 1 из 2Следующая ⇒
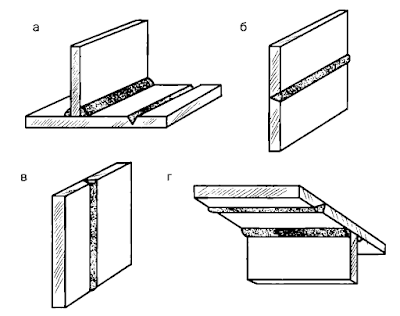
Практическая работа № 7 Тема: Классификация сварных швов. Обозначение сварных швов на чертежах. Цель работы: Научиться различать сварные швы и читать чертежи Оборудование: Тетрадь, ручка, раздаточный материал, электроды Задание: составить конспект, ответить на вопросы, определить шов на чертеже Теоретический материал
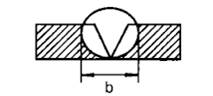
Элементы геометрической формы сварного шва (ширина, высота, величина катета) — ширина (Ь); — высота (п); — величина катета (К) для угловых, нахлесточных и тавровых соединений.
Сварные швы в зависимости от их пространственного положения: а — нижний; б — горизонтальный; в — вертикальный; г — потолочный Проще всего выполняется нижний шов, труднее всего — потолочный. В последнем случае сварщики проходят специальное обучение, причем потолочный шов легче сделать газовой сваркой, чем дуговой.
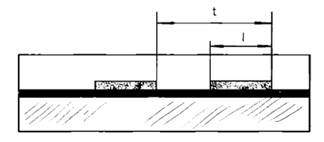
По протяженности: — непрерывные; — прерывистые.
Прерывистые швы практикуют достаточно широко, особенно в тех случаях, когда нет необходимости плотно соединять изделия. Длина (I) соединяемых участков составляет 50-150 мм, промежуток между ними приблизительно в 1,5-2,5 раза превосходит зону сваривания, а вместе они образуют шаг шва (t).
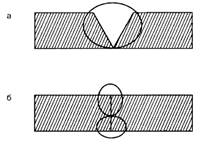
Сварные швы, различающиеся по форме наружной поверхности: а — нормальные; б — выпуклые; в — вогнутые Тип используемого электрода определяет выпуклостьшва (а'). Наибольшая выпуклость характерна для тонкопокрытых электродов, а толстопокрытые электроды дают нормальные швы, поскольку отличаются большей жидкотекучестью расплавленного металла. Опытным путем было установлено, что прочность шва не возрастает с увеличением его выпуклости, тем более если соединение «работает» при переменных нагрузках и вибрации. Подобное положение объясняется так: при выполнении шва с большой выпуклостью невозможно добиться плавного перехода от валика шва к основному металлу, поэтому в этой точке кромка шва как бы подрезается, и здесь в основном концентрируются напряжения. В условиях переменных и вибрационных нагрузок в этом месте сварное соединение может подвергаться разрушению. Кроме того, выпуклые швы требуют повышенного расхода электродного металла, энергии и времени, т.е. является неэкономичным вариантом.
б — кольцевой
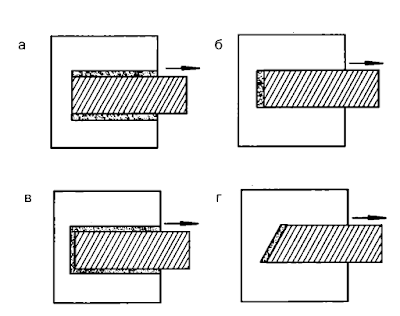
Сварные швы по отношению к действующим силам: а — фланговый; б — торцовый; в — комбинированный; г — косой Практическая работа № 7 Тема: Классификация сварных швов. Обозначение сварных швов на чертежах. Цель работы: Научиться различать сварные швы и читать чертежи Оборудование: Тетрадь, ручка, раздаточный материал, электроды Задание: составить конспект, ответить на вопросы, определить шов на чертеже Теоретический материал
Элементы геометрической формы сварного шва (ширина, высота, величина катета) — ширина (Ь); — высота (п); — величина катета (К) для угловых, нахлесточных и тавровых соединений.
Сварные швы в зависимости от их пространственного положения: а — нижний; б — горизонтальный; в — вертикальный; г — потолочный Проще всего выполняется нижний шов, труднее всего — потолочный. В последнем случае сварщики проходят специальное обучение, причем потолочный шов легче сделать газовой сваркой, чем дуговой.
По протяженности: — непрерывные; — прерывистые.
Прерывистые швы практикуют достаточно широко, особенно в тех случаях, когда нет необходимости плотно соединять изделия. Длина (I) соединяемых участков составляет 50-150 мм, промежуток между ними приблизительно в 1,5-2,5 раза превосходит зону сваривания, а вместе они образуют шаг шва (t).
Сварные швы, различающиеся по форме наружной поверхности: а — нормальные; б — выпуклые; в — вогнутые Тип используемого электрода определяет выпуклостьшва (а'). Наибольшая выпуклость характерна для тонкопокрытых электродов, а толстопокрытые электроды дают нормальные швы, поскольку отличаются большей жидкотекучестью расплавленного металла. Опытным путем было установлено, что прочность шва не возрастает с увеличением его выпуклости, тем более если соединение «работает» при переменных нагрузках и вибрации. Подобное положение объясняется так: при выполнении шва с большой выпуклостью невозможно добиться плавного перехода от валика шва к основному металлу, поэтому в этой точке кромка шва как бы подрезается, и здесь в основном концентрируются напряжения. В условиях переменных и вибрационных нагрузок в этом месте сварное соединение может подвергаться разрушению. Кроме того, выпуклые швы требуют повышенного расхода электродного металла, энергии и времени, т.е. является неэкономичным вариантом.
б — кольцевой
Сварные швы по отношению к действующим силам: а — фланговый; б — торцовый; в — комбинированный; г — косой По способу удержания расплавленного металла шва: При наложении первого слоя шва главное — суметь удержать жидкий металл в сварочной ванне. Чтобы предотвратить его вытекание, используют: — стальные, медные, асбестовые и керамические подкладки, которые подводятся под корневой шов.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-03-09; просмотров: 47; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.149.213.209 (0.01 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Конструктивный элемент сварного соединения, который при его выполнении образуется вследствие кристаллизации расплавленного металла по линии перемещения источника нагрева, называется сварным швом. Элементами его геометрической формы являются:
Конструктивный элемент сварного соединения, который при его выполнении образуется вследствие кристаллизации расплавленного металла по линии перемещения источника нагрева, называется сварным швом. Элементами его геометрической формы являются:



 Сварные швы различной конфигурации: а — прямолинейный
Сварные швы различной конфигурации: а — прямолинейный