Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Заместитель министра монтажныхСодержание книги
Поиск на нашем сайте ВСН 452-84. Производственные нормы расхода материалов в строительстве. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка
. МИНИСТЕРСТВО МОНТАЖНЫХ И СПЕЦИАЛЬНЫХ УТВЕРЖДАЮ: Заместитель министра монтажных И специальных Строительных работ СССР К.К.Липодат Декабря 1984 г. ПРОИЗВОДСТВЕННЫЕ НОРМЫ СВАРКА ТРУБОПРОВОДОВ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ ВСН 452-84 Центральное бюро научно-технической информации Москва 1986 Производственные нормы предназначены для инженерно-технических работников строительно-монтажных, комплектующих, нормативно-исследовательских, проектно-технологических и проектных организаций. Нормы разработаны Всесоюзным проектно-технологическим институтом организации производства, управления и экономики монтажных и специальных строительных работ (ВПТИмонтажспецстрой) Минмонтажспецстроя СССР (инженеры В.М. Панов, И.П. Никулина, В.В. Тищенко). В проведении лабораторного метода нормирования принимали участие ВНИКТИстальконструкция (кандидаты техн. наук Н.Г. Ращупкин, К.А. Илюкович, инженер С.А. Мулярова) и ВНИИмонтажспецстрой (инженер А.А. Сыроваткин). Министерство монтажных и специальных строительных работ СССР (Минмонтажспецстрой СССР) |
ОБЩАЯ ЧАСТЬ 1. В настоящих Производственных нормах приведен расход материалов на следующие виды работ: сварка трубопроводов из легированных сталей - ручная дуговая, ручная аргонодуговая, комбинированная; автоматическая сварка под флюсом листовых металлоконструкций; сварка стержней арматуры и закладных деталей железобетонных конструкций; ручная и механизированная газовые резки металлов. Нормы расхода материалов на сварку листовых и решетчатых конструкций из углеродистых и низколегированных сталей - ручную дуговую, механизированную порошковой проволокой, механизированную в углекислом газе; сварку трубопроводов из углеродистых и низколегированных сталей - ручную дуговую и газовую приведены в "Общих производственных нормах расхода материалов в строительстве. Сборник 30. Сварочные работы". (М.: Стройиздат, 1982). 2. Производственные нормы расхода предназначены для определения нормативного количества материалов на стадии подготовки строительно-монтажного производства и при организации производственно-технологической комплектации объектов строительства, контроля за расходом материалов при их описании, анализе производственно-хозяйственной деятельности монтажных организаций. 3. Производственные нормы на сварку труб из легированных сталей и на автоматическую сварку под флюсом металлоконструкций определены расчетно-аналитическим методом с проверкой величины коэффициентов расхода сварочных материалов лабораторным методом. Производственные нормы на сварку соединений арматуры и закладных деталей железобетонных конструкций определены расчетно-аналитическим методом с использованием коэффициентов расхода сварочных материалов, полученных лабораторным методом при сварке листовых конструкций и трубопроводов. Производственные нормы на газовую резку получены лабораторным методом с пересчетом результатов методом интерполирования для всех толщин листов, номеров профилей проката и типоразмеров трубопроводов.
Производственные нормы предусматривают применение прогрессивной технологии и современного сварочного оборудования. 4. Производственными нормами учтены чистый расход материалов и трудноустранимые отходы и потери, образующиеся в процессе работ, - огарки электродов, заточка неплавящегося электрода, потери на угар, разбрызгивание и шлакообразование, остатки проволоки в бухте, расплавление и спекание флюса. 5. Производственные нормы не учитывают потери сварочных материалов при хранении и транспортировании от поставщиков до приобъектного склада. 6. В случаях совершенствования технологии, повышения уровня организации труда, изменения свойств и видов материалов, позволяющих уменьшить их расход на единицу продукции, производственные нормы подлежат пересмотру. Техническая часть 1. Производственные нормы предусматривают ручную дуговую, аргонодуговую и комбинированную сварки технологических трубопроводов из легированных и высоколегированных сталей. 2. Конструктивные размеры и условные обозначения сварных соединений (С8, У7) соответствуют ГОСТ 16037-80. 3. В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4. Таблица 1
При применении электродов с коэффициентом расхода, отличающимся от приведенных в табл. 1, нормы расхода следует рассчитывать по формуле Н=М×К, где Н - определяемая норма расхода электродов, кг; М - масса наплавленного металла, кг; К - коэффициент расхода электродов, по которому определяется норма расхода. 4. Производственные нормы расхода сварочных материалов даны для сварки неповоротных стыков трубопроводов. При сварке поворотных стыков необходимо пользоваться следующими поправочными коэффициентами: при ручной дуговой сварке покрытыми электродами - 0,826; при ручной аргонодуговой сварке: для электрода плавящегося - 0,930, для электрода вольфрамового сварочного неплавящегося - 1; для аргона на сварку и на поддув - 0,714. При ручной аргонодуговой сварке горизонтальных стыков трубопроводов (при вертикальном расположении оси трубопровода) необходимо пользоваться следующими поправочными коэффициентами: для плавящегося и неплавящегося сварочного вольфрамового электрода - 1; для аргона на сварку и поддув - 1,43. 5. Нормами предусмотрена приварка патрубков к трубам равного диаметра, т.е. ДПАТР/ДТР=1,0. При ДПАТР/ДТР=0,6 к нормам следует применять поправочный коэффициент 0,51. 6. Нормами предусмотрена вварка патрубков, расположенных на трубопроводе сверху под углом 90° к оси трубопровода. При положении патрубка на трубопроводе сбоку или снизу к норме расхода следует применять коэффициенты: при ручной дуговой сварке покрытыми электродами соответственно 1,12 и 1,26; при аргонодуговой сварке на сварочную проволоку соответственно 1,0; 1,35; на аргон - 1,4; 2,0. 7. При вварке патрубков, расположенных под углом 60 и 45° к оси трубопровода, следует применять поправочные коэффициенты соответственно 1,1 и 1,23. 8. Расход флюс-пасты для защиты корня шва без поддува аргона необходимо рассчитывать по формуле
где p=3,14; ДВН - внутренний диаметр трубы, м; НФП - расход флюс-пасты на 1 м стыка (НФП=2,7 г/м). 9. В табл. 2-47 даны нормы расхода материалов на 1 м шва и 1 стык трубопровода. При отсутствии в указанных таблицах труб типоразмеров норма расхода рассчитывается по формуле НТР=Н1м шва× l шва, кг где НТР - норма расхода материалов на трубу необходимого диаметра, кг; Н1м шва - норма расхода материалов на 1 м шва определенной толщины, кг; l шва - длина шва трубы необходимого диаметра, м. 10. Нормы расхода материалов на сварку комбинированным методом разработаны в зависимости от массы наплавленного металла первого слоя шва, принятого равным 2 мм при толщине металла до 4 мм и 3 мм при толщине металла свыше 4 мм. 11. Нормы расхода электродов при ручной дуговой сварке трубопроводов для типов сварных соединений с условными обозначениями С2, С5, С17, С8, У18, У19 с толщиной стенки 6-20 мм следует определять по "Общим производственным нормам расхода материалов в строительстве. Сборник 30. Сварочные работы". М., Стройиздат, 1982. 12. Норма расхода аргона определена исходя из следующих данных: при сварке аргон подавался со средним удельным расходом - 8, при поддуве - 5 л/мин с учетом применения стационарных или временных заглушек. При определении норм расхода при подаче аргона с большим или меньшим удельным расходом норму необходимо соответственно увеличивать или уменьшать. Техническая часть 1. Конструктивные размеры и условные обозначения сварных соединений (С5; У7; Т8) соответствуют ГОСТ 8713-79. 2. В табл. 48-77 приведены нормы на сварные соединения и технологию сварки, наиболее широко распространенные в системе Минмонтажспецстроя СССР. 3. В табл. 64, 68, 72, 73 и 75 нормами предусмотрено предварительное наложение подварочного шва (сварка корня шва) автоматической сваркой под флюсом. При наложении подварочного шва (сварки корня шва) другими методами норма Н (кг) расхода сварочных материалов (электродов, сварочной проволоки) определяется по формуле Н=Q×К, где Q - масса наплавленного металла подварочного (корня) шва, определяется по табл. 48-77 кг; К - коэффициент расхода электродов (проволоки) определяется согласно таблице, приведенной в Общей части Сборника 30 "Производственные нормы расхода материалов в строительстве. Сварочные работы" (М.: Стройиздат, 1982) и табл. 1 настоящих Производственных норм. Техническая часть 1. Производственные нормы расхода сварочных материалов разработаны на дуговые методы сварки соединений, регламентированных "Инструкцией по сварке соединений арматуры и закладных деталей железобетонных конструкций" СН 393-78 М.: Госстрой СССР, 1979. 2. Конструктивные размеры, типы соединений и область применения по классам арматуры соответствуют указанной Инструкции. 3. При производстве работ по сварке соединений арматуры и закладных деталей железобетонных конструкций должны выполняться требования, предусмотренные главами СНиП по проектированию, производству работ и приемке сборных и монолитных железобетонных конструкций. 4. Стали для изготовления сварных арматурных изделий и закладных деталей следует применять в соответствии с указаниями, предусмотренными главой СНиП по проектированию бетонных и железобетонных конструкций, ГОСТ 5781-75, ГОСТ 5.1459-72, ТУ 14-4-537-74, ТУ 14-4-723-76 и ТУ 14-4-659-75. 5. Выбор типов, конструктивных элементов и способа сварки соединений арматуры и элементов закладных деталей следует осуществлять из условий: применения сварных соединений и технологии сварки, обеспечивающих наиболее высокую эксплуатационную надежность и наиболее полное использование механических свойств арматурной стали; максимально возможного уменьшения материальных и трудовых затрат на выполнение сварных соединений. 6. Марки сварочных проволок для механизированных способов сварки следует выбирать в соответствии с типом соединения и классом арматуры. Нормами предусмотрено применение проволок Св-08а, Св-08ГА, Св-10А, Св-10Г2, СВ-08ГС, СВ-08Г2С, ПП-АНЗ, ПП-АНЗС, ПП-АН11, СП-2, ПП-2ДСК, ПП-АН7. 7. Нормами предусмотрено применение электродов марок УОНИ-13/45, МР-3, УОНИ-13/55, УОНИ-13/65 (коэффициент расхода КР=1,7) типов соответственно Э42, Э46, Э50, Э60. При применении электродов с коэффициентом расхода больше или меньше КР=1,7 норму Н (кг) расхода следует рассчитывать по формуле
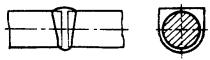
где НТ - норма расхода по табл. 78-98, кг; КТ - коэффициент расхода электродов, по которому определяется норма расхода; 1,7 - коэффициент расхода электродов. 8. Нормами предусмотрено применение флюсов марок АН-348А, АН-8, АН-14, АН-22. В нормах расхода учтено вторичное использование нерасплавленного флюса. 9. Расход сварочных материалов в табл. 78-98 приведен для равных диаметров свариваемых стержней. При сварке стержней диаметрами Д1/Д2=0,8-1 необходимо к нормам применять поправочный коэффициент 0,9. Сварка в инвентарных формах Тип соединения 5 А. Без скоса кромок (рис. 43 )
Рис. 43 Таблица 80 Норма на 1 соединение
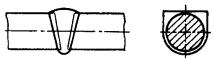
Область применения: Класс арматуры........................................................................ А-I¸А-III Диаметр стержней, мм............................................................ 20-40 Б. С двусторонним скосом кромок (рис. 44 )
Рис. 44 Таблица 81 Норма на 1 соединение
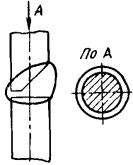
Область применения: Класс арматуры........................................................................ А-I¸А-III Диаметр стержней, мм............................................................ 20-40 Тип соединения 6 А. Со скосом верхнего стержня (рис. 45)
Рис. 45 Таблица 82 Норма на 1 соединение
*В скобках указана масса наплавленного металла для ванной одноэлектродной сварки. Область применения: Класс арматуры........................................................................ А-I¸А-III Диаметр стержней, мм............................................................ 20-40 Б. Со скосом верхнего и нижнего стержней (рис. 46 )
Рис. 46 Таблица 83 Норма на 1 соединение
Область применения: Класс арматуры........................................................................ А-I¸А-III Диаметр стержней, мм............................................................ 20-40 В. Со скосом верхнего и обратным скосом нижнего стержней (рис. 47 )
Рис. 47 Таблица 84 Норма на 1 соединение
Область применения: Класс арматуры........................................................................ А-I¸А-III Диаметр стержней, мм............................................................ 32-40 Тип соединения 7 (рис. 48)
Рис. 48 Таблица 85 Норма на 1 соединение
Область применения: Класс арматуры........................................................................ А-I¸А-III Диаметр стержней, мм............................................................ 32-40 Раздел IV. ГАЗОВАЯ РЕЗКА Техническая часть 1. Производственные нормы предусматривают ручную и механизированную резку. 2. Нормы даны для резки листовой стали в нижнем положении, труб - в неповоротном положении. При резке труб в поворотном положении к нормам расхода следует применять поправочный коэффициент 0,87. 3. Нормы разработаны для резки с применением кислорода чистотой 99,5%. При применении кислорода другой чистоты нормы необходимо умножить на поправочные коэффициенты: Чистота кислорода, % 99,8 99,5 99 98,5 98 Поправочный коэффициент 0,9 1,0 1,1 1,2 1,25 4. При резке одним резаком со снятием кромок за толщину стали следует принимать толщину кромки, кроме случаев, указанных в примечаниях табл. 106 и 113. 5. При резке листовой стали с радиусом кривизны менее 300 мм к нормам необходимо применять поправочный коэффициент 1,1. 6. В § 68 представлены нормы на вырезку отверстий или обрезку концов патрубков, при вварке которых расположение к оси трубы предусмотрено под углом 90°. При вырезке косых патрубков расположение которых к оси трубы будет составлять 45 и 60°, необходимо применять поправочные коэффициенты соответственно 1,2 и 1,16. 7. В табл. 106, 112 даны нормы расхода материалов на 1 м реза. При отсутствии в табл. 107 и 113 необходимого диаметра трубы норма расхода рассчитывается по формуле НТР=Н1 м шва× l ШВА, где НТР - норма расхода материалов на резку трубы необходимого диаметра, л; Н1 м шва - норма расхода материалов на 1 м реза определенной толщины, л; l ШВА - длина окружности трубы необходимого диаметра, м. При отсутствии в табл. 108 и 109 необходимого диаметра трубы норма расхода рассчитывается по указанной формуле с применением поправочных коэффициентов соответственно 1,23 и 1,05. 8. В табл. 99-113 нормы расхода газов приведены в литрах (л). При необходимости получения нормы расхода газов в килограммах (кг) должны быть применены следующие поправочные коэффициенты: для кислорода - 0,00133; для ацетилена - 0,00109; для пропан-бутановой смеси - 0,00194; для природного газа - 0,008. Резка листовой стали Таблица 99 Норма на 1 м реза
Резка двутавровых балок Таблица 101 Норма на 1 перерез
Резка швеллеров Таблица 102 Норма на 1 перерез
Резка круглой стали Таблица 104 Норма на 1 перерез
Резка рельсов Таблица 105 Норма на 1 перерез
Резка труб Таблица 106 Норма на 1 м реза
Таблица 107 Норма на 1 перерез стыка
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 194; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.013 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 кг
кг