Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
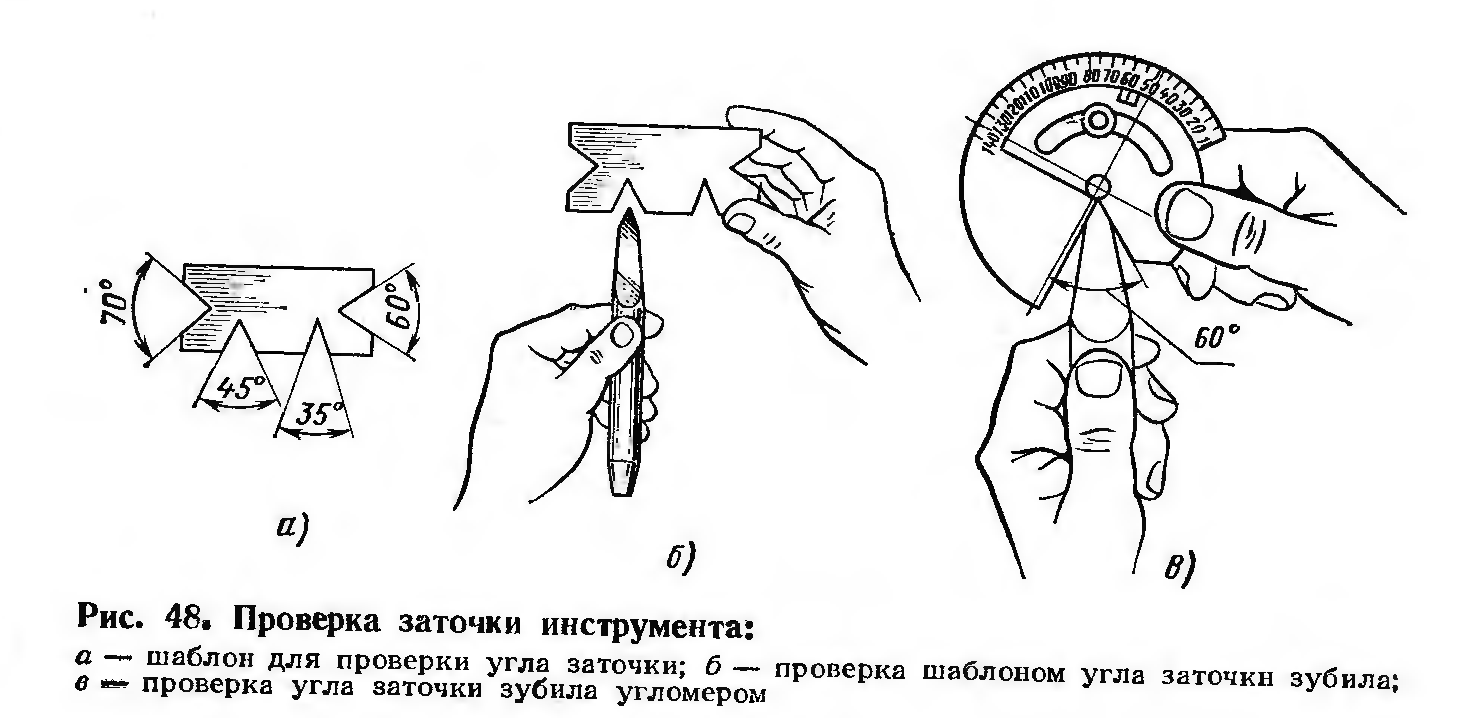
Охарактеризовать способы затачивания зубила. Назвать способы проверки угла заточки зубила.
Заточка зубил на станке вручную Применяемое для рубки зубило должно быть остро заточенным; использование тупого зубила приводит к соскальзыванию его с обрубаемой поверхности, работающий с таким инструментом устает и теряет правильность удара. Заточка зубил и крейцмейселей производится на заточном станке. Зубило или крейцмейсель накладывают на передвижной подручник и с легким нажимом медленно передвигают по всей ширине шлифовального круга, периодически поворачивая инструмент то одной, то другой стороной. Не следует допускать сильных нажимов на затачиваемый инструмент, так как это приводит к перегреву режущей кромки, в результате чего лезвие теряет первоначальную прочность. Перед заточкой инструмента подручник устанавливают как можно ближе к заточному кругу. Зазор между подручником и заточным кругом должен быть не более 2–3 мм, чтобы затачиваемый инструмент не мог попасть между кругом и подручником. Заточку лучше всего вести с охлаждением водой, в которую добавлено 5 % соды, или на мокром круге. Несоблюдение этого условия вызывает повышенный нагрев, отпуск и уменьшение твердости инструмента, а следовательно, и стойкости в работе. Боковые грани после заточки должны быть плоскими, одинаковыми по ширине и с одинаковыми углами наклона. После заточки зубила или крейдмейселя с режущих кромок снимают заусенцы. Величина угла заострения проверяется шаблоном, представляющим собой пластинку с угловыми вырезами 70, 60, 45 и 35°
Описать основные приемы резки металла. В зависимости от свойств разрезаемого металла могут применяться такие способы резки: -Лазерная резка; -Плазменная; -Газокислородная; -Ленточнопильная; -Гидроабразивная; -Гильотина. Лазерный способ разрезания металлов. При этом методе разрезание металла происходит за счет воздействия на изделие лазерного луча. Суть этой резки в следующем: энергия луча создает на металлоизделии отверстие, при этом частично расплавленный металл испаряется, остальное удаляется посредством выдувания смесью газов. Этот способ резки металла часто используют для создания фигурного раскроя листового металла. Обычно такая резка применяется для нетолстых листов стали. Отметим, что детали, получаемые в результате такой резки, впоследствии не требуют дополнительной обработки, края их достаточно ровные. Также лазерная резка металла позволяет полностью исключить такое явление, как деформация металлоизделия.
Не лишен этот способ и недостатков. И среди первых стоит назвать возможность работать только с тонким металлом. Допустимая толщина изделия не превышает 20 миллиметров. Еще один минус такого способа в том, что лазерный луч плохо разрезает изделия из алюминия и сплавов с ним, нержавеющей стали. Это определяется отражающими способностями данных металлов. Плазменная резка металла. Суть этого способа заключается в том, что металл разрезается смесью газов, который подается под большим давлением. Обычно для этих целей используют кислород. Во время разрезания металл частично выгорает, остальное же выдувается. Осуществляется такая резка при высоких температурах, которые могут достигать диапазона 15-20 тысяч градусов Цельсия. Заметим, что эта особенность позволяет применять такой способ резки к любым металлическим изделиям. Этот способ отличается высокой производительностью, небольшим диаметром луча (0,5-3 миллиметра), универсальностью (может резать металл толщиной до 50-150 мм), хорошей масштабируемостью, высокой точностью и экономичностью. К недостаткам относят необходимость дополнительно обрабатывать края. Кроме того, при работе с титаном обычно образуется альфа слой. Также при плазменной резке наблюдается незначительный наклон краев в пределах 3-5 градусов.
|
|||||
|
|
Последнее изменение этой страницы: 2020-12-19; просмотров: 173; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.14.253.221 (0.005 с.) |