Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Критерії оцінки якості покриттів.
1. Відбивна здатність (%) 80 - 100% – блискучі покриття. 2. Фазовий склад. 3. Морфологія осаду: форма осаду (сфероліти, кристали, блоки), концентрація дефектів упаковки, густина дислокацій, мікронапруги, мікротвердість, питомий електроопір, міцність зчеплення і т.д.
Рекомендована література до НЕ 1.7: [21]
Питання для поточного самоконтролю та контролю знань по НЕ 1.7: 1. Які види і типи струмів використовуються при імпульсному електролізі. 2. Вплив форми та параметрів імпульсів при імпульсному електролізі на якість нанесених металевих покриттів. 3. Критерії оцінки якості покриттів, нанесених імпульсним електролізом.
Тестові завдання до НЕ 1.7. Тест 1. Чим стрімкіший фронт наростанняімпульсу при імпульсному електролізі, тим швидше збіднюється електроліт (іонами Me) біля ростучого кристалу. 1. Так. 2. Ні. 3. Не залежить. Тест 2. Крутий спад прямих імпульсів при імпульсному електролізі– спричиняє збільшення коливання потенціалу і зменшується вихід Me по струму. 1. Так. 2. Ні. 3. Не залежить.
Тест 3. З зростом амплітуди прямого імпульсу при імпульсному електролізі зростає швидкість росту утворених кристалічних зародків 1. Так. 2. Ні. 3. Не залежить. Тест 4. Наявність паузи між імпульсами при імпульсному електролізі дозволяє підвищувати амплітуду імпульсу. 1. Так. 2. Ні. 3. Не залежить. Тест 5. При імпульсному електролізі проходження імпульсу струму оберненої полярності розчиняє вже нанесене покриття чи відбувається його пасивація. 1. Так. 2. Ні. Навчальний елемент 1.8. "Анодно-механічна обробка металів" Лекція 8 і 9. Тема 8. Анодно-механічна обробка металів.
1. Особливості і сутність процесу. 2. Закономірності (електричні та механічні параметри). 3. Робочі рідини. 4. Чорнова і чистова анодно-механічна обробка металів. Режими та приклади операцій. 5. Електроабразивна обробка. 6. Електровіброабразивна і електроалмазна обробка. 7. Методи виготовлення електропровідного абразивного інструменту. 8. Методи виготовлення електропровідного алмазного інструменту. 9. Анодно-механічна обробка електронейтральним інструментом (шліфування, хонінгування, полірування).
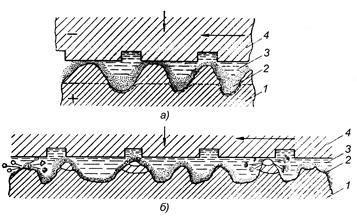
Лекція 8, 9. Тема 8. Анодно – механічна обробка металів. Особливості та сутність процесу. Анодно-механічна обробка об'єднує два різні процеси дії на метал, один з яких являється поєднанням електрохімічного розчинення з механічним видаленням продуктів розчинення (так звана «чистова» анодно-механічна, електро-абразивна, електроалмазна обробка і т.п.), а інший – поєднанням електроерозійного руйнування з механічним видаленням продуктів руйнування і механічною генерацією імпульсів струму, які чинять теплову дію на метал («чорнова» анодно-механічна обробка). По прийомах проведення, устаткуванню і умовам протікання ці процеси близькі і можуть переходити з одного в іншій тільки за рахунок зміни режимів. Принципово анодно-механічний метод може замінити майже всі операції обробки металів різанням. Проте практично застосовувати його доцільно лише в тих випадках, коли обробити різанням метали і сплави з високими показниками механічних властивостей важко або неможливо. Сутність методу. Принципова схема анодно-механічної обробки показана на Рис. 1. При зближенні майже до зіткнення електродів 1 і 4 (1 – оброблюваний виріб, 4 – інструмент) і наявності між ними електроліту 3 під час проходження струму відбувається руйнування електроду, сполученого з позитивним полюсом джерела струму (анода). Це руйнування обумовлюється при низькій щільності струму анодним розчиненням металу (Рис. 3, а) і переходом його в іонний стан (у вигляді солей, гідроокисів і т.п.), а при високій щільності – електроерозійним руйнуванням металу (Рис. 3, б).
Рис.1. Принципова схема анодно-механічної обробки. а – анодне розчинення, б – те ж і імпульсне оплавлення.
Якщо електроди нерухомі, процес швидко сповільнюється, оскільки продукти, що утворюються 2, погано проводять струм і ізолюють один електрод від іншого. Якщо ж, прикладаючи невеликі механічні зусилля видаляти продукти, що утворюються, рухом електроду-інструменту 4, то процес протікає неперервно. Метал, що оголюється, продовжує руйнуватися і необхідна обробка здійснюється незалежно від його твердості. При невисокій щільності струму метал видаляється тільки за рахунок електрохімічного розчинення і механічного видалення продуктів реакції. При високій щільності струму помітну роль грає електроерозійне руйнування теплом, яке виділяється при електричних розрядах, що виникають між окремими точками поверхні катода-інструменту і оброблюваного матеріалу. Обов'язковими умовами проходження процесу є присутність електроліту між оброблюваною деталлю і інструментом і висока швидкість їх відносного переміщення. Інструменту надається головний робочий рух відносно деталі і рух подачі. Останній здійснюється так, щоб зазор між інструментом і деталлю був заповнений тонким шаром електроліту, який запобігає безпосередньому контакту між інструментом і деталлю, не дивлячись на наявність тиску інструменту на деталь. Особливості анодно-механічної обробки Переваги: 1. Висока продуктивність на жорстких («грубих»), режимах, що досягає 2000 – 6000 мм3/хв. при чистоті поверхні 3 – 4 класу, і висока чистота поверхні на м'яких режимах, що досягає 10 – 11 класу при невеликій продуктивності 1–2 мм3/хв.; 2. Малий відносний знос електрод - інструменту, що зазвичай не перевищує 20 – 30% на грубих і 2 – 3% на чистових режимах; 3. Можливість обробки металевих і металокерамічних матеріалів будь-якої твердості; 4. Знижена кількість відходів в порівнянні з механічним різанням і дрібнодисперсни| характер відходів (легкість їх утилізації); 5. Можливість широкого регулювання режимів від чорнового до чистового без припинення обробки, не знімаючи деталі з верстата (на одній установці (станку)); 6. Низький питомий тиск інструменту на оброблювану заготівку; Недоліки: 1. Необхідність взаємного відносного переміщення інструменту і оброблюваної деталі, що обмежує область технологічного використання методу головним чином процесами різки і шліфування; 2. Застосування в якості робочого середовища рідкого скла ускладнює єксплуатацію анодно - механічного устаткування (бризки легко засихають). 3. Складність в експлуатації і відносно висока вартість обладнання..
|
||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 190; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.137.181.194 (0.008 с.) |