Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
З єднання, відгалуження і окінцювання мідних та алюмінієвих жил ізольованих проводів
З’єднання, відгалудження та окінцювання проводів та кабелів Вибір способу окінцювання, з'єднання і відгалуження жил ізольованих проводів і кабелів залежить від матеріалу, перетину, конструкції і ізоляції цих жил, способу прокладки проводів і кабелів і ряду інших умов. Існують основні види з’єднань: скрутка із наступною пайкою, пайка, зварювання, опресування, болтові та гвинтові з’єднання, Для окінцювання, з’єднання і відгалуження алюмінієвих жил застосовують: механічні затискачі і опресування, електричне зварювання методом контактного розігріву, термітне і газове зварювання і пайку, а для мідних жил - механічні затискачі та опресування. Контактні з'єднання струмопровідних частин електрообладнання виконують різними способами: опресовуванням; скручуванням; стягуванням болтами або гвинтами; електрозварюванням контактним розігрівом і вугільним електродом; газоелектричним, газовим, термітним, контактним стиковим зварюванням; холодним зварюванням; паянням та ін. З'єднання і відгалуження плоских проводів виконують у відгалужувальних коробках зварюванням чи обпресуванням, пайкою (рис.2.7.4). Кінці ізолюють поліетиленовими ковпачками чи ізоляційною стрічкою. Перетинання плоских проводів між собою слід уникати. Коли цього уникнути не можна, ізоляцію проводів у місці перетинання підсилюють підмотуванням трьох-чотирьох шарів полівінілхлоридної стрічки. Провідники для контактного з'єднання і способи очищення їх поверхонь вибирають залежно від способу виконання з'єднань. Так, при кінцюванні чи з'єднанні секторних або сегментних жил, їх заокруглюють спеціальним інструментом для того, щоб жила легко та щільно входила в трубчасту частину наконечника чи гільзи. При підготовці контактних кінців плоских проводів під зварюванням, проводять рихтування й обробку їх кромок. Підготовка плоских провідників для болтового з'єднання може включати їх рихтування, фрезерування (при наявності раковин, вм’ятин поверхні), а також свердління отворів під болти. Для забезпечення металевого контакту між з’єднуваними провідниками, їх контактні поверхні попередньо готують змиванням, хімічним, або механічним очищенням. Контактні поверхні алюмінієвих провідників очищають після попереднього нанесення шару захисних мастил для виключення повторного окислення їх поверхонь.
Контактні поверхні, вкриті масляними плівками, попередньо знежирюють, а потім механічно очищають.
Рис. 2.5.1. Способи опресовування алюмінієвих і мідних жил.
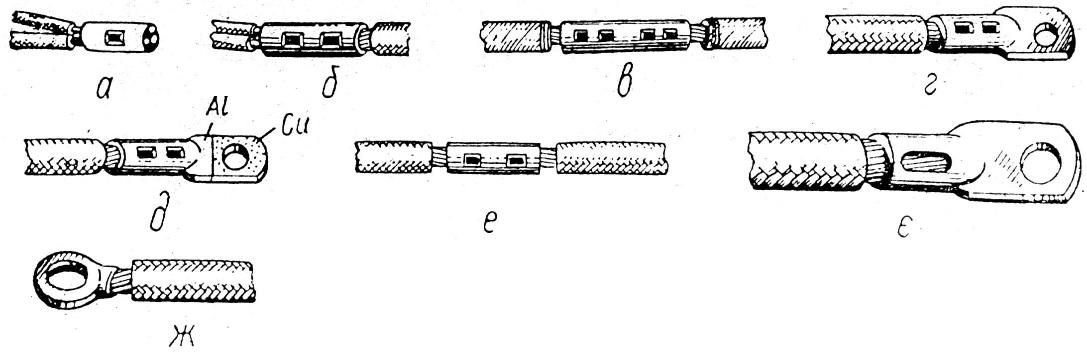
При зварюванні або паянні контактні поверхні від окислення захищають флюсами, а при з'єднанні опресовуванням та скручуванням болтами – контактними мастилами. Опресовування – це з'єднання провідникової жили з наконечником (або гільзою) завдяки спільній деформацій, що створюється за допомогою формоутворюючого інструменту. Опресовування алюмінієвих і мідних жил виконують способами місцевого вдавлювання (рис. 2.5.1., а), об'ємного вдавлювання (рис. 2.5.1., б) та комбінованим способом, тобто обома попередніми способами (рис. 2.5.1., в). Для опресовування контактних з'єднань використовують: ручний механічний прес типу РМП; гідравлічний прес типу ПГР; гідравлічний прес з електроприводом типу ПГЕ; Ручний механічний прес типу РМП призначений для опресовування кабельних наконечників на проводах і кабелях з мідними та алюмінієвими жилами. Опресовування виконується одно- і двозубим вдавлюванням. Однозубим вдавлюванням опресовують жили перерізом від 95 до 240 мм2, а двозубим – від 16 до 240 мм2. Гідравлічний прес типу ПГР призначений для окінцювання та з'єднання алюмінієвих жил проводів та кабелів перерізом 16 – 240 мм2, а також для округлення секторних однодротяних алюмінієвих жил перерізом 25 – 240 мм2 і секторних комбінованих жил перерізом 120 – 180 мм2. Прес-кліщі типу ПК призначені для опресовування, відгалуження та з'єднання алюмінієвих жил у гільзах, а також з'єднання та окінцювання мідних жил у гільзах та наконечниках. Способи з'єднання й окінцювання алюмінієвих та мідних жил проводу та кабелів опресовуванням показано на рис. 2.5.2. Опресовування алюмінієвих жил в алюмінієвих гільзах (рис. 2.5.2., а,б) дає змогу з’єднувати алюмінієві жили сумарним перерізом від 7,5 до 65 мм2. Цей спосіб є дуже ефективним для з'єднання однодротових жил проводів перерізом 2,5 – 10мм2. Опресовування виконується за допомогою прес- кліщів типів ПК-3У1, ПК-1мУ1 і ГКМ, у комплект яких водить набір матриць і пуансонів.
Рис. 2.5.2. Способи з'єднання й окінціювання алюмінієвих та мідних жил проводів та кабелів опресовуванням.
Такі способи з'єднання багатодротяних алюмінієвих жил (рис. 2.5.2., в) є ефективним для з'єднання жил перерізом 16 – 240 мм2 (для електроустановок напругою до 2 кВ). Способи також вважаються задовільними для з'єднання жил кабелів перерізом 16-90 мм2 (при напрузі до 1 кВ). Опресовування багатодротяних алюмінієвих жил трубчастими алюмінієвими наконечниками (рис. 2.5.2., г) та трубчастими мідно-алюмінієвими наконечниками (рис. 2.5.2., д) використовують для окінцювання жил перерізом 16-240 мм2. Опресовування в мідних гільзах (рис. 2.5.2., е) застосовують для з'єднання мідних жил проводів перерізами 16-240 мм2. На рис. 2.5.2. є показано опресовування кабельним наконечником мідних жил перерізом 4-70 мм2. Опресовування багатодротяних мідних жил перерізом 1,5-2,5 мм2 кабельним наконечником (пістоном) зображено на рис. 2.5.2., ж. Опресовування алюмінієвих жил кабельними наконечниками виконують у наступній послідовності: вибирають кабельний наконечник (залежно від типу та перерізу жили); зачищають внутрішню частину наконечника до металічного блиску, протирають бензином і змазують кварцовазеліновою пастою; знімають ізоляцію з кінців жил на відстань, яка дорівнює довжині трубчастої частини наконечника; зачищають оголену частину жили до блиску, протирають бензином і намащують пастою; наконечник до упора і знімають залишки кварцевазелінової пасти; підбирають матрицю і пуансон та встановлюють їх у прес; встановлюють наконечник з жилою в матрицю і двома вдавлюваннями опресовують його; спеціальним вимірювальним інструментом (або штангенциркулем з насадкою) перевіряють залишкову товщину в місці опресовуванням наконечника; ізолюють місце опресування. Опресовування або з'єднання секторних мідних жил здійснюється так само, як і алюмінієвих, але без кварцевазелінової пасти та з меншою (вдвічі) кількістю вдавлювань. З'єднання та відгалуження однодротяних алюмінієвих жил з перерізом до 10 мм2 в моноліт здійснюється за допомогою вугільного електрода (рис. 2.5.3.). Для електрозварювання застосовують зварювальний трансформатор потужністю 0,7-0,8 кВт з напругою вторинної обмотки 9-12 В
Рис. 2.5.4. З'єднання алюмінієвих жил у кліщах з двома вугільними електродами. Зварювання алюмінієвих жил з мідними (перерізом 2,5-4 мм2)виконується аналогічно зварюванню алюмінієвих жил. При з'єднанні алюмінієвих жил з мідними знімають ізоляцію з кінця алюмінієвої жили на довжину 60 мм, а з кінця мідної – на довжину 20-30 мм. Скручують зачищені жили так, щоб на мідну жилу були навиті три – чотири витки алюмінієвої. Інколи зачищають обидві жили на однакову довжину (25-30 мм), приставляють одну до одної і навивають до них три – чотири витки алюмінієвого дроту.
Рис. 2.5.5. Термітне зварювання стикового з'єднання жил кабелю. Основними елементами пристрою для термітного зварювання (рис. 2.5.5) є спеціальний термічний патрон, термічний сірник 9 і охолоджувачі 8. Термічний патрон – циліндрична формочка (кокіль) 3 з м’якої листової сталі з напресованою на неї термічною масою (муфелем) 6. Муфель складається з суміші порошкоподібного магнію та залізної окалини.
|
||||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 1710; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.12.240 (0.007 с.) |