Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Составление схем производства изделий из гипса с подбором оборудованияСодержание книги
Поиск на нашем сайте Цель: Освоить практические навыки составления схемы производства стеновых материалов Задание: Вариант 1 Составить схему производства стеновых материалов пластическим способом. Вариант 2 Составить схему производства стеновых материалов способом полусухого прессования. Вариант 3 Составить схему производства пустотелых блоков с сухим помолом глины.
Методические указания Керамическая и огнеупорная промышленность выпускает разнообразный ассортимент изделий: кирпич, черепицу, трубы, облицовочные плитки, плитки для полов, различные фасонные изделия из огнеупорных масс и т.. д., используемые для постройки зданий, мартеновских и доменных печей, дорог, внутренней и наружной облицовки зданий, отделки санитарных узлов и т. д. На рисунках представлены схемы расстановки оборудования в производстве различных изделий из керамических масс. Формование керамических изделий в зависимости от влажности массы и назначения изделий осуществляется следующими способами: пластическим—при влажности массы 20—34%, штампованием — при влажности массы 14—18% и полусухим—при влажности массы 3—12%. Формование бывает принудительное, осуществляемое на прессах пластического и полусухого прессования, и формование литьем. Основным оборудованием для данного вида производста являются прессы. Прессы для формования изделий из пластических керамических масс называются прессами пластического формования. Конструкция и работа этих прессов основана на использовании пластических свойств керамических масс, т. е. на их способности под влиянием внешних усилий принимать требуемую форму без разрывов и трещин и сохранять полученную форму после прекращения действия усилий.
Для пластического формования применяют ленточные лопастные, трубные, салазочные, револьверные и другие прессы. Ленточные лопастные прессы, получившие название по форме выходящего из мундштука бруса, применяют для обработки керамических масс с целью повышения их однородности и пластичности, формования заготовок для различных огнеупорных изделий, изоляторов и хозяйственной посуды, для формования кирпича-сырца и тому подобных изделий из масс с влажностью 18—25%.
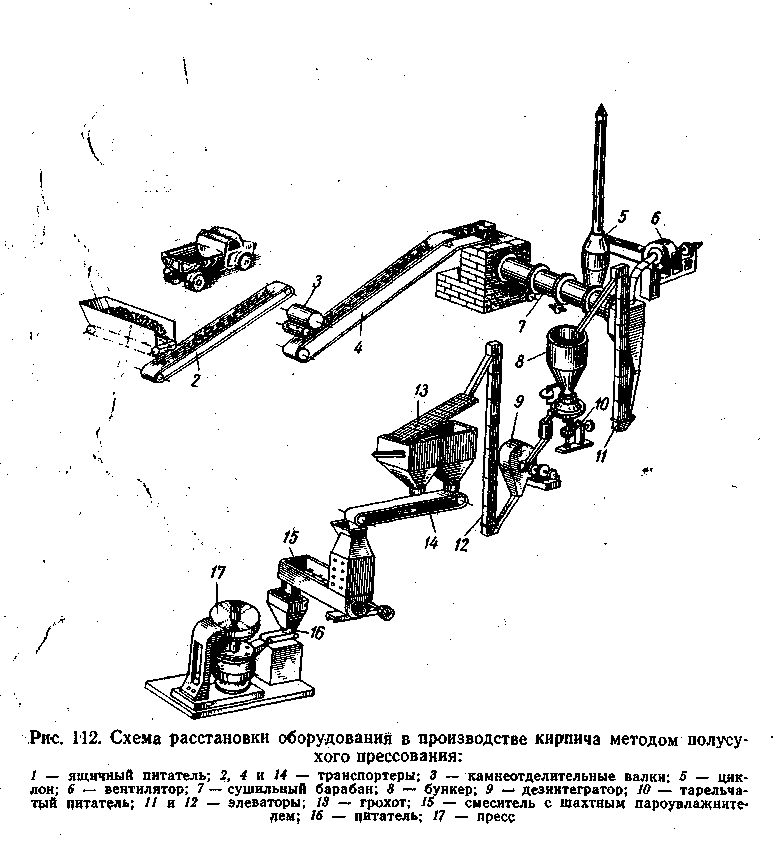
Рисунок 1- Схема расстановки оборудования в производстве кирпича методом полусухого прессования
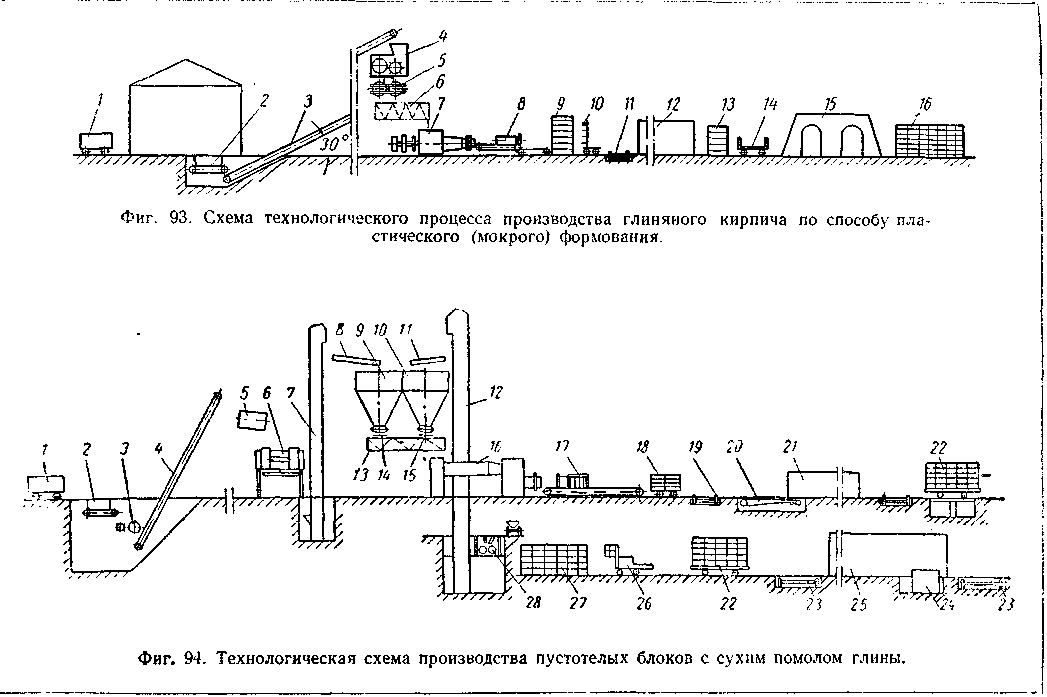
Ленточные лопастные прессы бывают безвакуумные и вакуумные. Типовые технологические схемы производства грубой строительной керамики производство глиняного кирпича способом пластического (мокрого) формования На рисунках показаны технологические схемы производства кирпича, применяемые на многих кирпичных заводах с круглогодовой работой. Рисунки 2,3 Глина подается вагонетками 1 в ящичный питатель 2, а затем наклонным ленточным транспортером 3 на камневыделительные вальцы 4 и гладкие вальцы 5 для первичной обработки. Для обеспечения завода глиной в зимнее время в утепленных карьерах или на складах создается достаточный запас глины, добытой в теплое время года. Если глина не засорена каменистыми включениями, то камневыделительные вальцы 4 не устанавливают. После размола глина поступает на увлажнение в глиномешалку 6 и затем в ленточный пресс 7. Глиняный брус, выходящий из пресса, разрезается автоматически резательным аппаратом 8 на кирпичи, которые подаются на подъемник 9. На некоторых заводах применяют сблокированные с резательным аппаратом устройства для автоматической укладки сформованного кирпича на рамки, а затем на снижающиеся вагонетки 10. На снижающихся вагонетках с помощью передаточных тележек 11 сырец доставляется в камерные сушилки 12 периодического действия.
Вопросы для самоконтроля
1 Какие керамические изделия изготавливаются на керамических и огнеупорных предприятиях? 2 Какие способы формования керамических изделий Вы знаете? 3 Чем отличаются друг от друга данные способы? 4 Какие способы формования Вы знаете? 5 Какое устройство является основным оборудованием на керамических и огнеупорных предприятиях? 6 На каких свойствах основан принцип работы данного оборудования? 7 Перечислите основные виды прессов? Практическая работа № 20-21
|
|||||||
|
|
Последнее изменение этой страницы: 2020-11-28; просмотров: 433; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.27 (0.007 с.) |