Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика электросталеплавильной пыли
Электросталеплавильная пыль является ценным отходом производства из-за содержания цветных металлов и из-за ультрадисперсности частиц (≤1мкм), имеющих магнитные свойства. Данная пыль образуется при плавке металлов в дуговой сталеплавильной печи и составляет примерно 10-20 кг/т стали. Для предотвращения попадания пыли в окружающую среду применяют различные аппараты для ее очистки. В электросталеплавильном производстве используют в основном сухие методы очистки – рукавные фильтры и электрофильтры. Уловленная пыль содержит ценные компоненты (например, цинк) и может стать сырьем для их последующего извлечения. Ценность пыли ДСП заключается в том, что она, с одной стороны, содержит ценные компоненты, которые можно извлечь, с другой – представляет собой мелкодисперсный магнитный порошок, который может найти применение в ряде отраслей промышленности. Свойства электросталеплавильной пыли зависят от механизма ее формирования и во многом определяются воздействием электрических дуг на шихту (ванну). Высокая концентрация энергии, местный перегрев металла до 3000-3500 0С приводят к интенсивному испарению железа и других элементов, особенно легколетучих. В процессе расплавления шихты происходит электрическая эрозия поверхности шихты и интенсивное пылеобразование. Этому способствует также электро- и газодинамические силы, приводящие к разбрызгиванию металла и диспергированию капель в дуге. Другим фактором пылеобразования является продувка ванны кислородом, при которой в результате интенсивного окисления компонентов шихты (расплава) и местного перегрева металла до 2700-2800 оС происходит его интенсивное испарение. Пылеобразованию при этом способствует пневматическое диспергирование, дробление капель жидкого металла в струе кислорода, а также разбрызгивание металла при выходе на поверхность и разрыве пузырей СО. В зонах электрических дуг пыль образуется в основном при испарении и конденсации частиц. Характер протекания этих процессов оказывает существенное влияние на свойства частиц пыли, их размер, форму, состав. Высокая концентрация в пыли цинка и железа свидетельствует о том, что эта пыль является ценным продуктом и может быть подвергнута рециклингу с извлечением цветных металлов и возврата оставшейся пыли в производство.
Пыль, содержащую более 12 % Zn, экономически выгодно обработать с целью извлечения цинка. И хотя железо и цинк в пыли могут находиться в сложных соединениях, свойства которых мало изучены, при высокотемпературной восстановительной обработке цветные металлы восстанавливаются и достаточно полно извлекаются. Однако цинк вновь окисляется, и продуктом переработки пыли ДСП чаще всего является сырой оксид цинка. Цветные металлы из оксидов можно получить на предприятиях цветной металлургии.
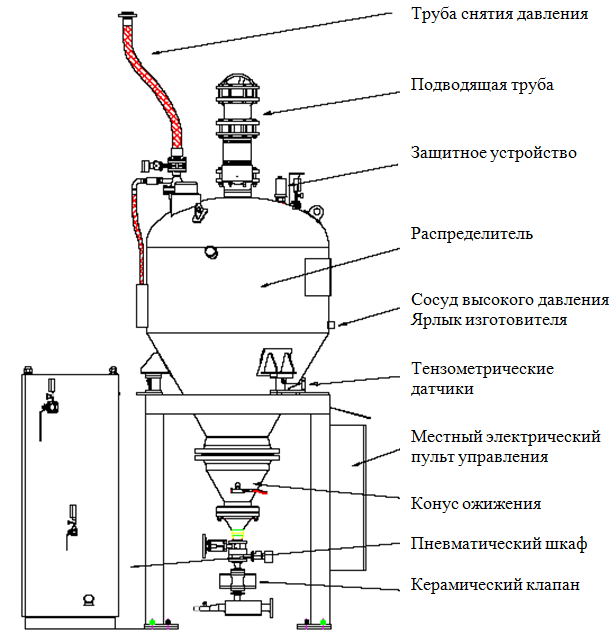
Инжекция пыли в ДСП Для переработки пылей в ДСП характерно отсутствие стадии подготовки (окускования) пылевидных отходов; значительная экономия электроэнергии за счет компенсации тепла (до 40%) инжекционной установкой; меньший пылевынос (до 1% от массы всей шихты); меньший расход углерода для восстановительных реакций; осуществление более полного контакта мелкодисперсных частиц с расплавом металла благодаря введению пыли через инжекционную установку и заливке в печь уже жидкого чугуна. Подача углерода в ДСП осуществляется при помощи пневматической системы. Типовой вид данной системы представлен на рис. 3.1.
Рисунок 3.1- Типовой вид пневматической системы вдувания углерода
В комплексе подачи углерода присутствуют сосуды работающие под давлением. Технические характеристики: 1) объем V = 1,6 м3; 2) рабочее давление Рраб.= 6 кг/см2; 3) рабочая среда - сжатый воздух; 4) принцип действия – автоматизированный; 5) давление компрессорного воздуха, подаваемое из магистрального воздухопровода, Р = 6 атм; 6) диапазон расхода углерода – 15-50 кг/мин. Техническая характеристика вдуваемого углерода представлена в табл. 3.1. Таблица 3.1 Техническая характеристика вдуваемого углерода
Процесс инжекции сталеплавильной пыли организуется аналогично процессу Карбофер и осуществляется в две стадии. Первая стадия – приготовление смеси полупродуктов, которая пригодна для вдувания в ДСП.
Вторая стадия – вдувание смеси в печь. Доля каждого компонента смеси в каждом случае будет зависеть от рабочих режимов. При помощи системы пневмотранспорта смесь типа Карбофер транспортируется к инжекционной установке, а затем подается в печь. Вдувание смеси осуществляется в шлаковую ванну до выпуска плавки.
Брикетирование пылевыноса В качестве экономически эффективного и экологически безопасного способа утилизации предлагается использовать брикетирование. Брикетирование – процесс получения кусков (брикетов) с добавкой и без добавки связующих веществ с последующим прессованием смеси в брикеты нужных размера и формы. Брикетирование обеспечивает возможность утилизации мелкодисперсных отходов производства, рост производительности металлургических агрегатов, расширение сырьевой базы металлургии. Себестоимость производства брикетов ниже, чем агломерата или окатышей с обжигом. Брикеты эффективно перерабатываются в сталеплавильном производстве, заменяя шлакообразующие материалы, металлолом, раскисляющие и легирующие добавки. В настоящее время в мире разработаны и запатентованы сотни вариантов технологических схем переработки железосодержащих материалов и оборудования для получения брикетов. К несомненным преимуществам брикета против агломерата и окатышей можно отнести следующее: Ø брикеты имеют правильную одинаковую заданную форму и вес, в заданном объеме содержат больше металла, обладают более высокой прочностью и лучшей транспортабельностью; Ø обладают более высоким удельным весом; Ø экологическая безопасность брикетов (безотходность, отсутствие высоких температур при изготовлении); Ø возможность применения в брикете в любом соотношении углеродосодержащего наполнителя для активизации процессов в металлургической печи (карбюризатор, восстановитель, энергоноситель); Ø возможность использования всех видов тонкодисперсных железо-флюсо-лигиро-углеродо-содержащих отходов металлургического передела. В качестве параметров, обеспечивающих надлежащее качество брикетов, приняты предел прочности, плотность и пористость брикета. Общие требования к брикетам для электроплавки: 1) при высоких температурах брикеты не должны разрушаться до начала плавления; 2) сопротивление сжатию не менее 25кг/см2, максимум 75кг/см2; 3) прочность при сбрасывании не должна превышать 5%; 4) сопротивление истиранию не менее 80%; 5) восстановимость брикетов; 6) пористость; 7) связующие вещества, которые должны обеспечивать вышеуказанные параметры при минимальном их количестве и не вносить изменения в химсостав шихты. Только брикетирование, из-за особенности своего технологического цикла, способно вернуть отходы в металлургический передел, с достаточно высокой рентабельностью, улучшить экологию. Металлургические брикеты - композиционный шихтовый материал для сталеплавильного производства, имеющий ряд принципиальных отличий от традиционных видов металлошихты. Одно из них - возможность изменять химический и фракционный состав, что позволяет говорить об уникальности и значимости материала данного класса для металлургии стали. Эта способность обуславливает технологичность применения этого материала в качестве составной части металлошихты при выплавке стали в электродуговых печах. По сути своей железосодержащие брикеты предназначены заменить чугун или лом. В процессе нагрева и расплавления брикетов в сталеплавильной печи железо восстанавливается из оксидов и расплав науглероживается до необходимой концентрации. Поэтому расширение применения металлургических брикетов, частично заменяющих шихтовые материалы, весьма актуально. Так как по проекту брикеты будут загружаться в ДСП с ломом, то необходимо получать брикеты повышенной прочности и пористости, т.е. должно осуществляться горячее брикетирование.
|
|||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2022-09-03; просмотров: 147; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.77.149 (0.009 с.) |
|||||||||||||||||||||