Цилиндрические, концевые, шлицевые, прорезные и фасонные
фрезы изнашиваются в основном по задней поверхности (рис. 245)
(по передней поверхности износа почти нет). При грубой обработке
за критерий износа принимается оптимальный износ, при получисто-
1 Для других обрабатываемых металлов и типов фрез (включали твердосплавные
фрезы) см. литературу [102].
286
вой и чистовой обработке — технологический износ. При грубой
обработке стали величина допустимого износа для цилиндриче-
ских быстрорежущих фрез 1г3 = 0,4 -г- 0,6 мм, при
получистовой h, = 0,15 -*- 0,25 лш. При
грубой обработке чугуна h :, = 0,5 -f- 0,8 лш,
при получистовой ft., = 0,2 -~ 0,3 л«;'
Для цилиндрических фрез, оснащенных
твердым сплавом, ft,,. — 0,5 ~
-=- 0,8 лш.
Стойкость цилиндрических фрез из
быстрорежущих сталей Т ~
= 120 -г- 180 мин. Для цилиндрических
Рис. 245. Износ зуба фрезы ФРез> оснащенных твердым с п л а -
по задней поверхности в о м, стойкость Т = 180 мин.
§ 7. СКОРОСТЬ РЕЗАНИЯ ПРИ ФРЕЗЕРОВАНИИ
Экспериментальные исследования показывают, что скорость реза-
ния, допускаемая режущими свойствами фрезы,

где Cv — коэффициент, характеризующий материал и ус-
ловия обработки;
D — диаметр фрезы в мм;
Т — стойкость фрезы в мин;
sz — подача на один зуб в мм/зуб;
t — глубина резания в мм;
В — ширина фрезерования в мм;
z — число зубьев фрезы;
w — угол наклона винтовой канавки фрезы в град
q, р, m, х, у, r, п — показатели степеней;
Kv — общий поправочный коэффициент на измененные
условия обработки.
Из формулы видно, что скорость резания увеличивается с увели
чением диаметра фрезы и угла со и уменьшается с увеличением стой-
кости, подачи, глубины резания, ширины фрезерования и числа зубьев
фрезы.
Увеличение скорости резания с увеличением диа-
метра фрезы объясняется тем, что при прочих одинаковых условиях с увели-
чением D уменьшается толщина среза а, а следовательно, уменьшается и нагрузка на
режущую кромку зуба фрезы. Кроме того, общее количество выделившегося тепла
в этом случае будет меньше, так как при одном и том же числе зубьев у фрезы с боль-
шим D одновременно в работе будет находиться меньшее число зубьев, снимающих
в этом случае и меньшую суммарную площадь поперечного сечения среза.
Наряду с меньшим тепловыделением при увеличении D усиливается теплоотвод
в тело фрезы (за счет большей его массы), а также увеличивается время, в течение
которого зуб проходит в воздухе, не производя при этом работы. Все это способст-
вует меньшей тепловой напряженности зуба фрезы, а следовательно, и повышению
скорости резания.
При увеличении подачи s 2 пропорционально увеличивается и тол-
щина среза а = s 2 sin г|), что приводит к увеличению силы резания, затрачиваемой
работы на стружкообразование, а следовательно, и к повышению тепловыделения.
В результате этого повышается термодинамическая нагрузка на единицу длины
активной части режущей кромки, что и вызывает снижение стойкости фрезы или
(при одной и той же стойкости) скорости резания.
При увеличении глубины резания / увеличивается полный
:' угол контакта б (или длина дуги соприкосновения фрезы с заготовкой), что увели-
чивает толщину среза, время нахождения зуба
; под стружкой и уменьшает время «отдыха»
(время прохождения зуба по воздуху). Все это
приводит к повышению тепловыделения и тепло-
вой напряженности на единицу длины активной
г части режущей кромки, а следовательно,
и к уменьшению скорости резания.
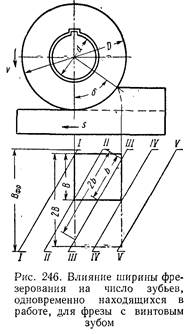
При увеличении ширины ф р е -
;, з е р о в а н и я В увеличиваются число зубьев,
одновременно находящихся в работе, и длина
режущей кромки зуба, принимающая участие
в стружкообразовании. Так, при ширине В
(рис. 246) в работе находилось бы максимум че-
тыре зуба, а при ширине 1В — пять зубьев.
, Если же представленную картину рассматривать
как последовательные положения одного и того
же зуба, то при ширине В после положения I V
зуб не производил бы уже резания и «отдыхал»,
при ширине же 1В он еще продолжает работать,
и лишь положение V будет соответствовать его
выходу из заготовки. Кроме того, при макси-
мальной длине соприкосновения зуба с заготов-
кой (положение ///) эта длина (ширина среза)
в первом случае равна Ь, а во втором случае 26.
Все это приводит к большему общему тепло-
выделению, большей тепловой напряженности
на единицу длины режущей кромки и соответ-
ствующему снижению скорости резания.
При увеличении числа зубьев
фрезы г увеличивается (при прочих одина-
ковых условиях) суммарная длина активной
' части режущих кромок (число зубьев, одновременно находящихся в работе),
увеличивается суммарная площадь поперечного сечения среза и соответственно этому
общее количество выделений теплоты. Кроме того, сам зуб становится менее массив-
ным (при одном и том же D), что также содействует повышению температуры на-,
грева мелкого зуба по сравнению с крупным, а следовательно, и снижению его
стойкости или допускаемой скорости резания.
Увеличение угланаклона винтовой- канавки со приво-
дит, как показывают последние исследования [104, 105], к увеличению стойкости
или (при одинаковой стойкости) скорости резания. При увеличении угла со от 20
до 60 стойкость фрезы возрастает в 3—5 раз, причем наиболее сильное влияние
имеет место в диапазоне со = 30 -г- 60°, а также при обработке твердых и жаропроч-
ных сталей. Повышение скорости резания с увеличением угла со объясняется в основ-
ном тем, что при этом улучшается отвод стружки и повышается равномерность фре-
зерования (так как увеличивается число зубьев, одновременно находящихся в ра-
боте).
Скорость резания при работе цилиндрическими фрезами
из быстрорежущей стали Р18 с углом со = 20 -- 30°, при обработке
2S6
287
углеродистой стали1 в = 75 кГ/мм' с охлаждением; при s z >
> 0,1 мм/зуб.

Приведенная формула применима при обработке заготовки без
корки из горячекатаной стали с указанным в. При других измененных
условиях необходимо ввести поправочные коэффициенты [102], кото-
рые в формуле на стр. 286 учтены общим поправочным коэффициен-
том Kv.
ТОРЦОВОЕ ФРЕЗЕРОВАНИЕ
При торцовом фрезеровании ось фрезы располагается перпенди-
кулярно обработанной поверхности. Основную работу при торцовом
фрезеровании производят боковые (главные) режущие кромки; торцо-
вые кромки производят лишь зачистку обработанной поверхности.
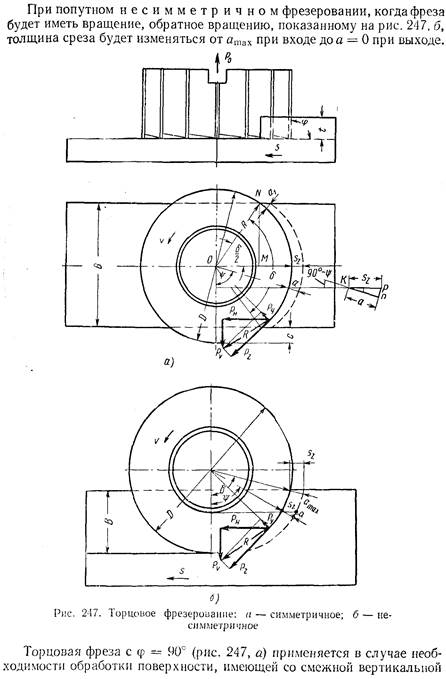
На рис. 247, а показано неполное симметричное торцовое фрезеро-
вание фрезой, у которой главный угол в плане = 90°.
Торцовое фрезерование называется полным, когда ширина фре-
зеруемой (обработанной) поверхности В будет равна диаметру фрезы D -
полный угол контакта б в этом случае будет равен 180°. При непол-
ном симметричном фрезеровании полный угол контакта
о определится из треугольника O NM:
| При = 90 (т. е. вдоль оси симметрии заготовки) толщина среза
имеет наибольшее значение:
|
Толщина среза а — величина переменная вдоль всей длины
дуги контакта. На входе и выходе она равна Й1. Для произвольного
положения зуба, имеющего угол контакта гр, толщина среза опреде-
ляется из треугольника крп:
| 1 для других обрабатываемых материалов и фрез других типов см. литературу
[102], где приводятся формулы для подсчета скорости резания и для твердосплавных
|
При встречном несимметричном фрезеровании
(когда ось фрезы не проектируется на середину ширины фрезерования;
рис. 247, б) толщина среза изменяется от нуля при входе до а шахпри
выходе. Промежуточная толщина среза
288
289
поверхностью угол 90°. При фрезеровании же на проход применяются
фрезы с < 90° (см. рис. 234) как более производительные.
Если при = 90° (рис. 247, а) максимальная толщина среза am ах =
= sz, то при угле < 90° (см. рис. 234).
a max = Sz Sin .
Отсюда следует, что для фрез с малым значением угла при одной
и той же толщине среза а m ах. определяющей нагрузку на режущую
кромку, подача sz может
быть значительно увели-
чена, что и вызовет по-
вышение производитель-
ности. Но малое значение
угла требует увели-
чения длины режущей
кромки и других разме-
ров фрезы. Кроме того,
даже при постоянном
значении sz с уменьше-
нием угла увеличи-
вается сила отжима фре-
зы от заготовки; увели-
чение осевой силы (как
и других сил, действую-
щих на фрезу) будет еще
большим при сохране-
нии постоянной толщины
среза а, т. е. при увели-
чении sz с уменьшением ф.
Поэтому применение та-
ких фрез ( = 10 ¸ 30°)
возможно при исклю-
чительно жестких ус-
ловиях системы СПИД.
Геометрические элементы режущей части торцовых фрез даны
на стр. 272, подробнее см. литературу (102, 51].
Минутная подача и скорость резания при торцоЕом фрезеровании
определяются по формулам, приведенным выше для цилиндрического
фрезерования.
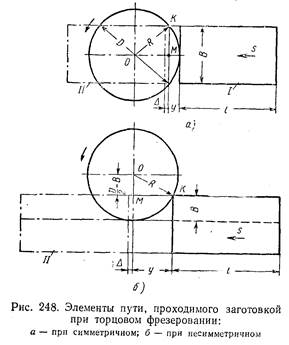
Машинное время при торцовом фрезеровании подсчиты-
вается по формуле
лится ОМ. В результате преобразований величина врезания при
симметричном торцовом фрезеровании

При несимметричном торцовом фрезеровании (см.
рис. 248, б) величина врезания у определится из треугольника ОМК:

Величина перебега = 1 ¸ 5 мм.
§ 9. СИЛЫ И МОЩНОСТЬ ПРИ ТОРЦОВОМ
ФРЕЗЕРОВАНИИ
При торцовом фрезеровании действуют те же силы (см. рис. 247),
что и при цилиндрическом.
При определении сил Рн, Pv, Р0 можно воспользоваться следую-
щими соотношениями [106]:
а) при симметричном торцовом фрезеровании (см. рис. 247, а)
Рн = (0,3¸0,4)Рz,
Р v = (0,85¸0,95) Р z
Р0 = (0,5¸ 0,55) Р z;
б) при несимметричном встречном торцовом фрезеровании (см.
рис. 247, б)
Р н = (0,6¸0,9)Р z;
Р v = (0,45¸0,70) Р z
Р0== (0,5 ¸ 0,55) Р z,
в) при несимметричном попутном фрезеровании
Рн = (0,15¸30)Рz;
Р v = (0,9¸1)Рz;
Р0 = (0,5¸0,55) Р z.
Мощность при торцовом фрезеровании углеродистой стали
с в = 75 кГ/мм2* фрезами с твердосплавными пластинками при
g = — 100; — 600.

При симметричном торцовом фрезеровании (рис. 248, а) величина
врезания у = R — ОМ. Из треугольника ОКМ через D и В опреде-
290
* Для других обрабатываемых металлов и условий обработки см. литературу
[51, 102].
10* 291
Зная N рез, можно определить необходимую мощность электродви-
гателя N м и среднюю окружную силу Р z:

где NРез — мощность, затрачиваемая на резание, в кет',
v — скорость резания в м/мин;
1,15 — коэффициент, учитывающий мощность, затрачиваемую на
движение подачи.