Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Фрезы с затылованными зубьями
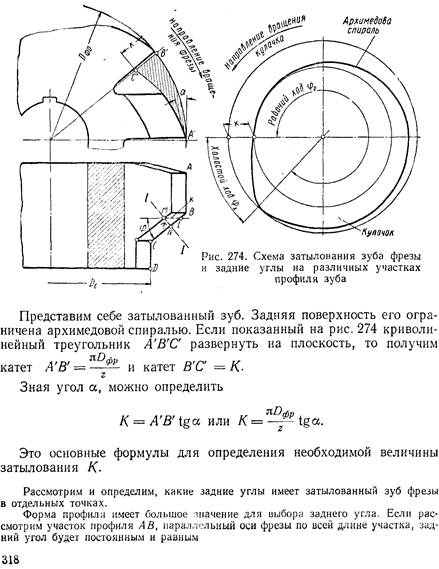
Затылованный зуб проектируется в основном у фрез, предназна- Рассмотрение всех кривых для затыловапня показывает, что наи- 317 тылования фрез используется только архимедова спираль. На рис. 274 По мере равномерного вращения заготовки затыловочный резец
так как на этом участке ни К, ни D, pp, ни г не меняются. Участок ВС расположен наклонно под углом ср. Задний угол, измеренный i Можно определить угол <хх в нормальном сечении / — /. Для этого построив
Следовательно,- tg х = tg sin . Если принять во внимание радиус, на котором расположена рассматриваемая
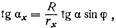
где R — наружный радиус фрезы; гх — радиус в рассматриваемой точке режущей кромки. Косое затылование — это затылование, при котором заголовочный резец дви- Катет Afi представляет собой величину перемещения точки D в плоскости, пер-
Необходимая для подбора кулачка величина затылования будет равна
Полученную величину К следует округлять до ближайшего существующего
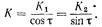
На рис. 276 схематично показаны элементы фасонной затылованной Диаметр фрезы можно определить по формуле D = 2 H + d + 2т, т — толщина тела фрезы, которая принимается равной (0,5-r0,3)d. H = h + K + r, 319
Jnc. 276. Конструктивные элементы фасонной затыливанной фрезы где h — высота затылуемого профиля; r — радиус дна канавки, который равен от 1 до 5 мм в зависи- Высота h принимается на 1—5 мм больше высоты профиля детали, Конструктор вначале приближенно задается диаметром фрезы и После предварительного определения диаметра фрезы, диаметра Штриховой линией показана траектория движения резца относительно зуба j5 = j1 + j2 + j3-
Угол ф2 дает возможность определить ширину Су зуба у основания. Ширину 6\
Для определения положения точки М необходимо определить диаметр D2:
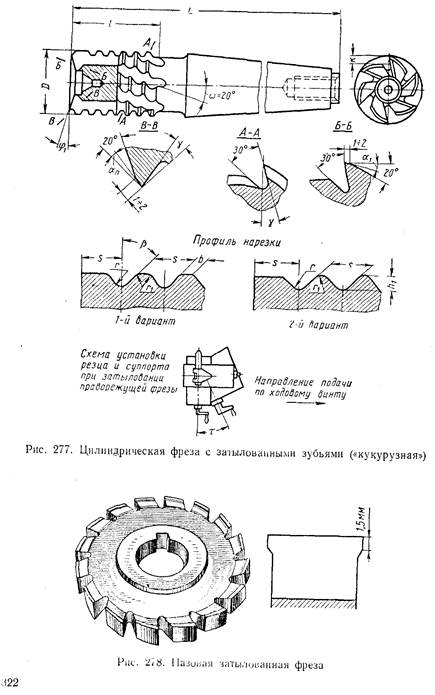
Найденное положение точки М, определяемое величиной С1 и D 2 дает возмож- Применение затылованного зуба в цилиндрических фрезах встре- Эти фрезы (рис. 277) получили название «кукурузных», потому что Зуб затылуется только по наружному диаметру; боковые стороны 1 Подробно см. литературу [32].
11 В. А. Аршмнов 321
§ 9. ЗАТОЧКА ФРЕЗ Для заточки фрез применяют универсально-заточные станки или в от-
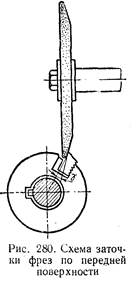
При заточке фрез с остроконечными зубьями по задней поверхности Н — у, sin a, где D — диаметр фрезы. Переточка фрез с остроконечным зубом по Заточка фрез с затылованными зубьями
Раздел ЗУБОНАРЕЗАНИЕ VII
|
||||||||||
|
|
Последнее изменение этой страницы: 2021-04-20; просмотров: 328; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.13.123 (0.007 с.) |