Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проходная сторона изношенная⇐ ПредыдущаяСтр 12 из 12
ПРизн = Dmax - Y1 + α1 Непроходная сторона новая НЕ = D min + α1 H1/2 НЕ max = D max + α1 + H1/2 НЕ min = D max + α1 - H1/2 НЕ исп. = НЕ min + H1 Контрольные вопросы: 1. Назовите общее правило пользования проходными и непроходными калибрами для контроля отверстий? 2. Назовите общее правило пользования проходными и непроходными калибрами для контроля валов? 3. Что понимается под номинальными размерами калибров? 4. Назовите назначение и правила пользования контрольными калибрами К – ПР, К – НЕ, К – И? 5. В чем состоит принцип подобия (принцип Тейлора), положенный в основу конструирования гладких предельных калибров? 6. Чем объяснить, что гладкие предельные калибры не используют для контроля размеров деталей, изготовленных с точностью выше 6-го квалитета? 7. Что называется исполнительным размером калибра? Оформление результатов работы Оформить отчёт о проделанной работе, который должен содержать исчерпывающие текстовые ответы на поставленные вопросы с решениями, пояснениями, результатами решения. Сформулировать выводы по результатам работы. Сдать и защитить работу. Список рекомендуемой литературы Учебники и учебные пособия: 1. Единая система допусков и посадок СЭВ в машиностроении и приборостроении: Справочник, М.: Издательство стандартов, 1989. 2. ГОСТ 18358-73 ГОСТ18369-73 «Калибры-скобы диаметром от 1мм до 260мм. Конструкция и размеры». 3. ГОСТ 14807-73 ГОСТ14827-73 «Калибры-пробки гладкие диаметром от 1мм до 360мм. Конструкция и размеры». Исходные данные: Таблица 10.1 - Исходные данные
Пример выполнения задания:
Рассчитать исполнительные размеры рабочих калибров (скобы и пробки) для контроля гладких цилиндрических деталей. Построить схему расположения полей допусков деталей. Выполнить эскизы калибр - скобы и калибр – пробки. 1. Исходные данные:
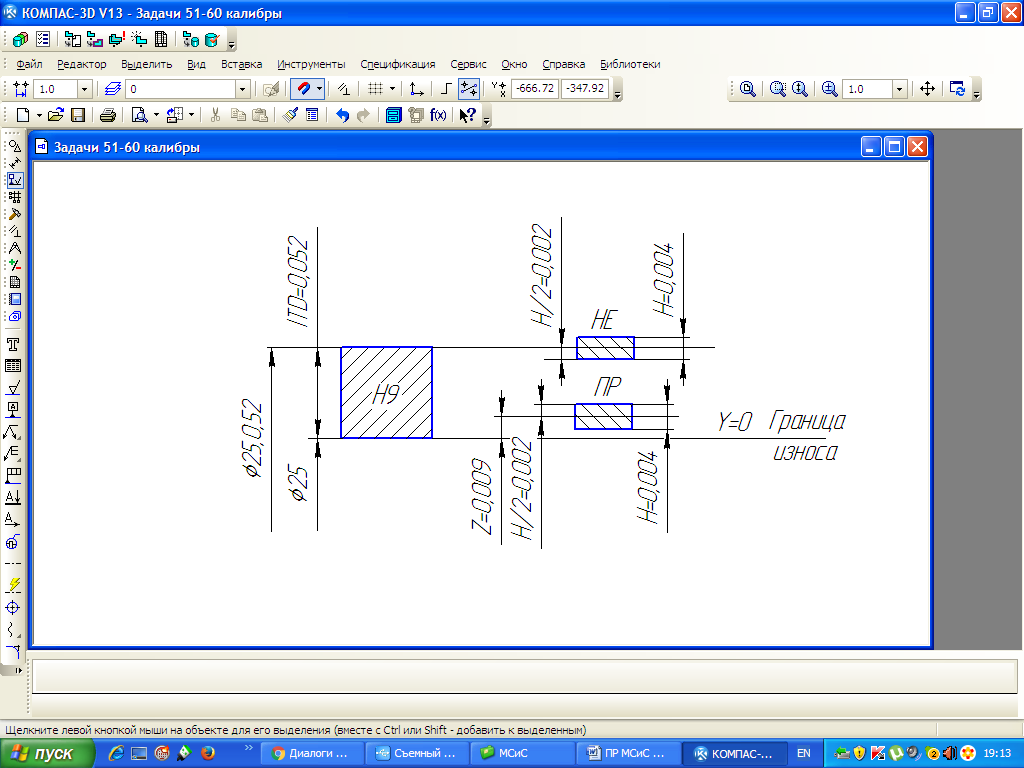
размер соединения (Ø25Н9/f8); 1.Расчет исполнительных размеров гладкого калибр- пробки для контроля заданного отверстия Ø25Н9 1.1 Для заданного поля допуска по табл.1.20 ЕСДП т.1 с.40 находятся отклонения отверстия: ES =+ 52мкм = 0,052мм EI = 0 1.2 Вычисляются предельные размеры проверяемого отверстия: Dmax = D + ES = 25+0,052 = 25,052мм D min = D + EI = 25мм 1.3 Находятся отклонения и допуски для калибров-пробок по таблица1.3 - таблица 1.6 ЕСДП т.2 с.8-10 H = 4 мкм =0,004 мм Z = 9мкм = 0,009мм Y=0 α =0 1.4 Вычисляются предельные размеры проходного калибра-пробки ПР по формулам (табл.1.7 ЕСДП т.2 с.10) 1.4.1 Проходная сторона новая ПР = Dmin + Z ± H/2 =25+ 0,009 ± 0,004/2=25,009 0,004/2мм ПРmax = Dmin + Z + H/2 = 25+ 0,009 + 0,004/2=25,011мм ПР min = Dmin + Z - H/2 =25 + 0,009 - 0,004/2 =25,007мм ПРисп = ПРmax - Н ПРисп = 25,011-0,004 1.4.2 Проходная сторона изношенная ПРизн = D min - Y + α = 25 – 0 +0 =25мм 1.5 Непроходная сторона новая НЕ = D max - α ± H/2 = 25,052 -0 ± 0,004/2 НЕ max = D max - α + H/2 = 25,052 -0 +0,004/2 =25,054мм НЕ min = D max - α - H/2 = 25,052 -0-0,004/2 =25,05мм НЕ исп = НЕ max – H НЕ исп = 25,054 -0.004
Рисунок 10.3- Схемы расположения полей допусков калибра-пробки
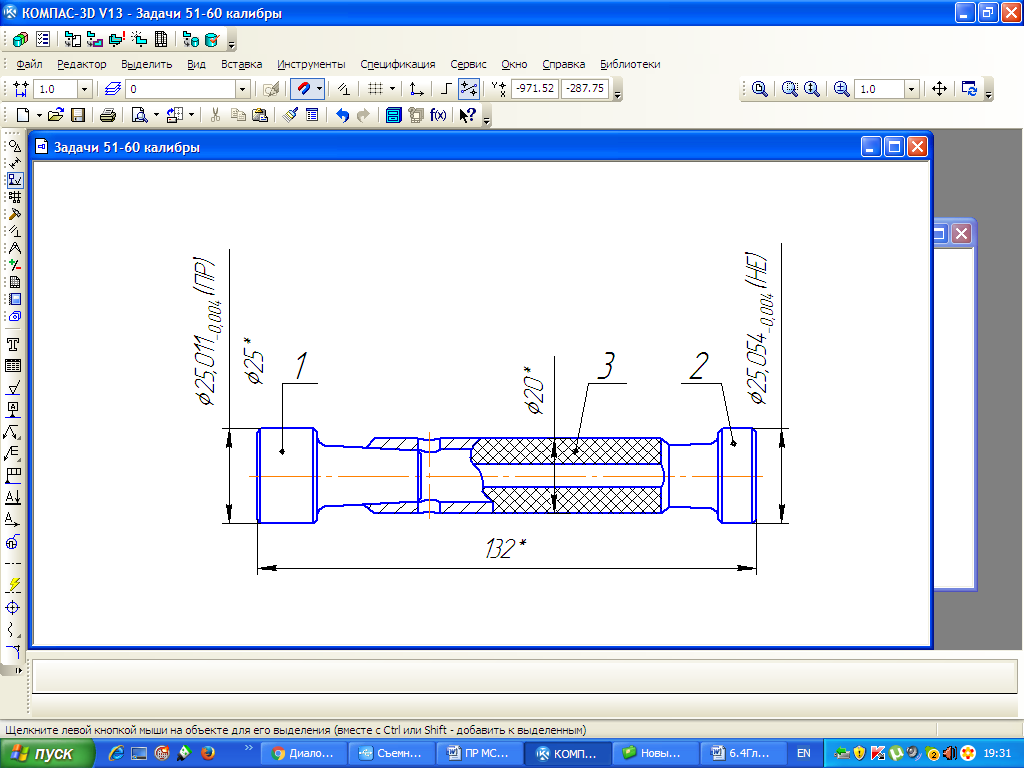
Рисунок 10.4- Эскиз калибр-пробки для контроля отверстия Ø25Н9
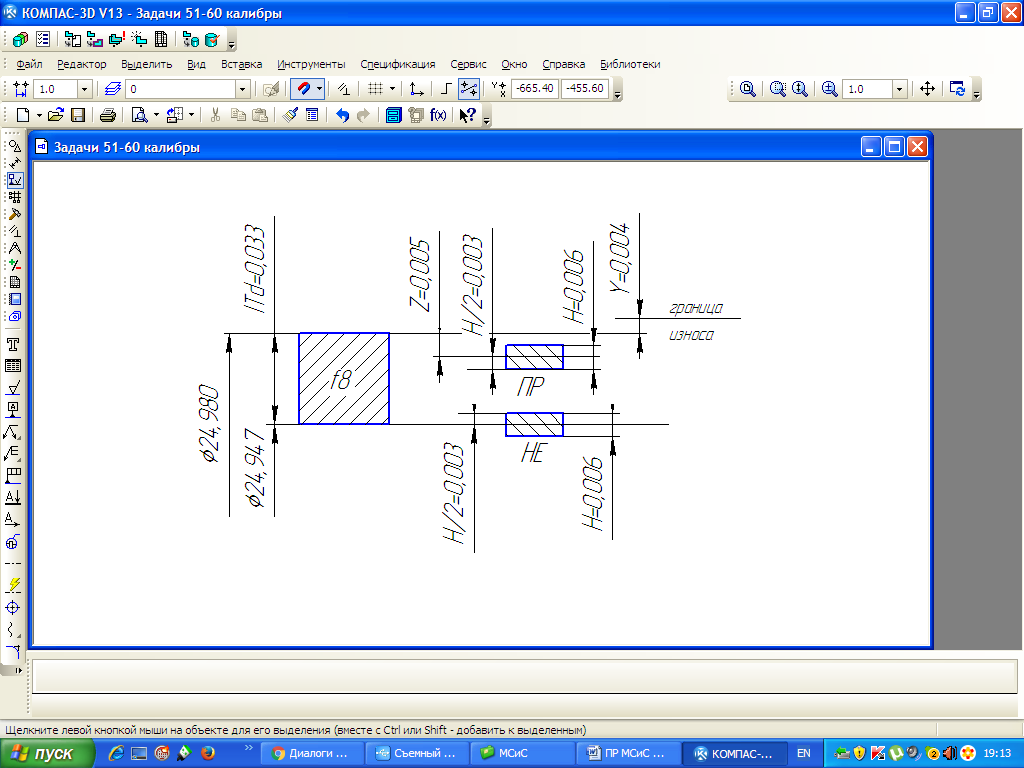
2 Расчет исполнительных размеров гладкого калибр- скобы для контроля заданного вала Ø25 f8 2.1 Для заданного поля допуска по табл.1.19 ЕСДП т.1 с.33 находятся отклонения вала: es = - 20мкм = - 0,02мм ei = - 53мкм = 0,053мм 2.2 Вычислим предельные размеры проверяемого вала: dmax = d + es = 25+ (-0,02) = 24,98мм d min = d + ei = 25+ (-0,053) = 24,947мм 2.3 Найти отклонения и допуски для калибров-скоб по табл.1.3 - табл. 1.6 ЕСДП т.2 с.8-10 H1 = 6мкм =0,006 мм Z1 =5мкм = 0,005мм Y1=4мк =0,004мм α =0 2.4 Вычислить предельные размеры проходного калибра-скобы ПР по формулам(табл.1.7 ЕСДП т.2 с.10) Проходная сторона новая ПР = d max + Z1 ± H1 /2 =24,98 +0,005 ± 0,006/2 ПРmax = dmax + Z1 + H1/2 = 24,98 +0,005 + 0,006/2=24,998мм ПР min = dmax + Z1 - H1/2 = 24,98 +0,005 - 0,006/2=24,982мм ПРисп = ПР min + H1 ПРисп = 24,98+0.006 2.4.2 Проходная сторона изношенная ПРизн = dmax - Y1 + α1 = 24,98 - 0,004 + 0 = 24,976 2.4.3.Неп роходная сторона новая НЕ = d min + α1 ± H1/2 = 24,947 + 0 ± 0,006/2 НЕ max = d min + α1 + H1/2 = 24,947 + 0,006/2 = 24,95мм НЕ min = dmin + α1 - H1/2 = 24,947 + 0,006/2 = 24,944мм НЕ исп = НЕ min + H1 НЕ исп = 24,944+0,006
3.Выполнить схемы расположения полей допусков калибров - скоб и калибров - пробок для контроля гладких соединений. Схемы расположения полей допусков калибров - скоб и калибров - пробок для контроля гладких соединений приведены в ЕСДП т.2 с.4 рисунок1.1.
Рисунок 10.5 - Схемы расположения полей допусков калибра-скобы
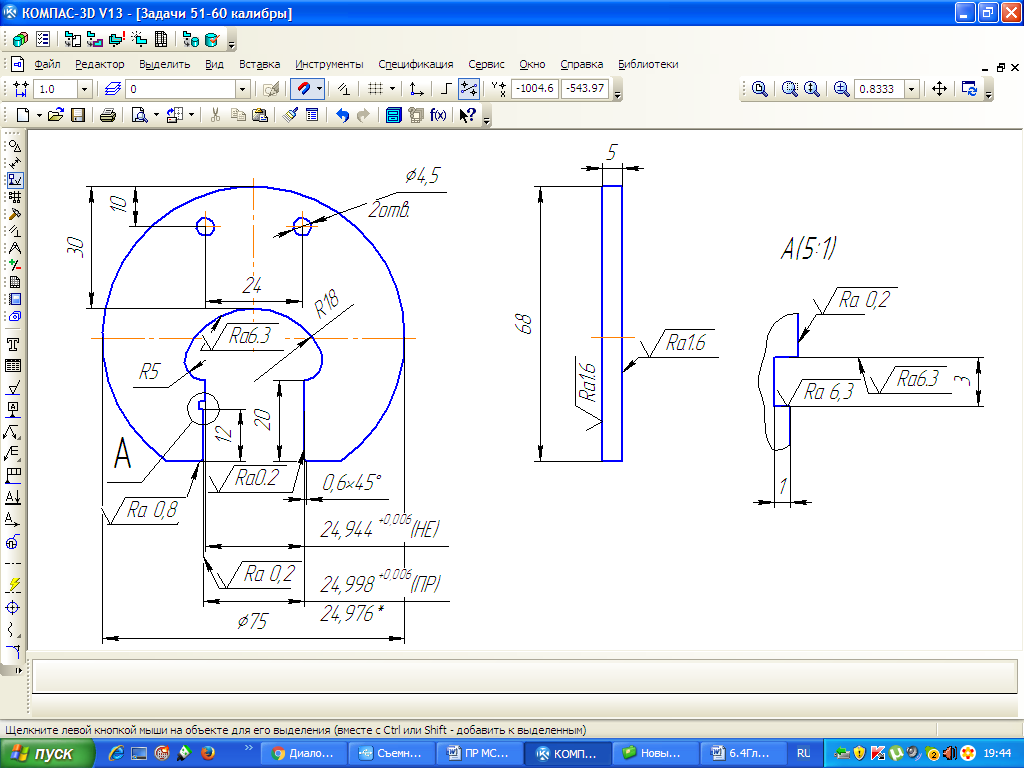
Рисунок 10.6 - Эскиз калибр-скобы для контроля вала Ø25f8
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 103; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.221.41.214 (0.012 с.) |