Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Цель занятия: Приобрести практические навыки по определению расчётных параметров калибров для контроля гладких соединений. Научиться выполнять рабочие чертежи гладких предельных калибров.
Задачи: - сформировать компетенции ОК 1- ОК 9
Время на выполнение работы: 4 часа Оборудование, технические средства и инструменты: 1. Тетрадь для практических работ Ход практического занятия: 1. Выполнить эскиз детали. 2. Измерить все размеры детали. 3. Нанести размеры на эскиз. 4. Оценить погрешность штангенциркуля набором из концевых мер длины. 5. Результаты оценки погрешности штангенциркуля занесите в таблицу 7.1. 6. Сделать вывод о проделанной работе. 7. Оформление отчёта и подготовка его к сдаче.
Теоретический материал: Предельные калибры применяются для контроля размеров деталей в процессе их изготовления. Предельные калибры имеют две стороны: проходную ПР и непроходную НЕ, номинальные размеры которых соответствуют предельным размерам контролируемого отверстия или вала. Номинальный размер стороны ПР у пробок соответствует наименьшему предельному размеру отверстия, а у скоб – наибольшему предельному размеру вала. Номинальный размер стороны ПР у пробок соответствует наименьшему предельному размеру отверстия, а у скоб – наибольшему предельному размеру вала. Номинальный размер стороны НЕ у пробок соответствует наибольшему предельному размеру отверстия, а у скоб – наименьшему предельному размеру вала. Поэтому при контроле годными считаются детали, у которых сторона ПР предельного калибра проходит по проверяемой поверхности, а сторона НЕ – не проходит. Исполнительными называют предельные размеры калибра, по которым изготовляют новый калибр. Для определения этих размеров на чертеже скобы проставляют наименьший предельный размер с положительным отклонением: для пробки и контрольного калибра – их наибольший предельный размер с отрицательным отклонением. Расчет калибров сводится к определению исполнительных размеров измерительных поверхностей, ограничению отклонений их формы и назначению оптимальной шероховатости. Виды гладких нерегулируемых калибров для контроля цилиндрических отверстий и валов устанавливает ГОСТ24851-81. Маркировка калибра. На каждом калибре должны быть нанесены: номинальный диаметр контролируемого отверстия (вала); обозначение поля допуска контролируемого отверстия (вала); числовые величины предельных отклонений контролируемого отверстия (EI – на калибр - пробке ПР, ES - на калибр - пробке НЕ) и контролируемого вала (es – на калибр - cкобе ПР, ei - на калибр - cкобе НЕ); обозначение калибра (например ПР, НЕ, К – И).
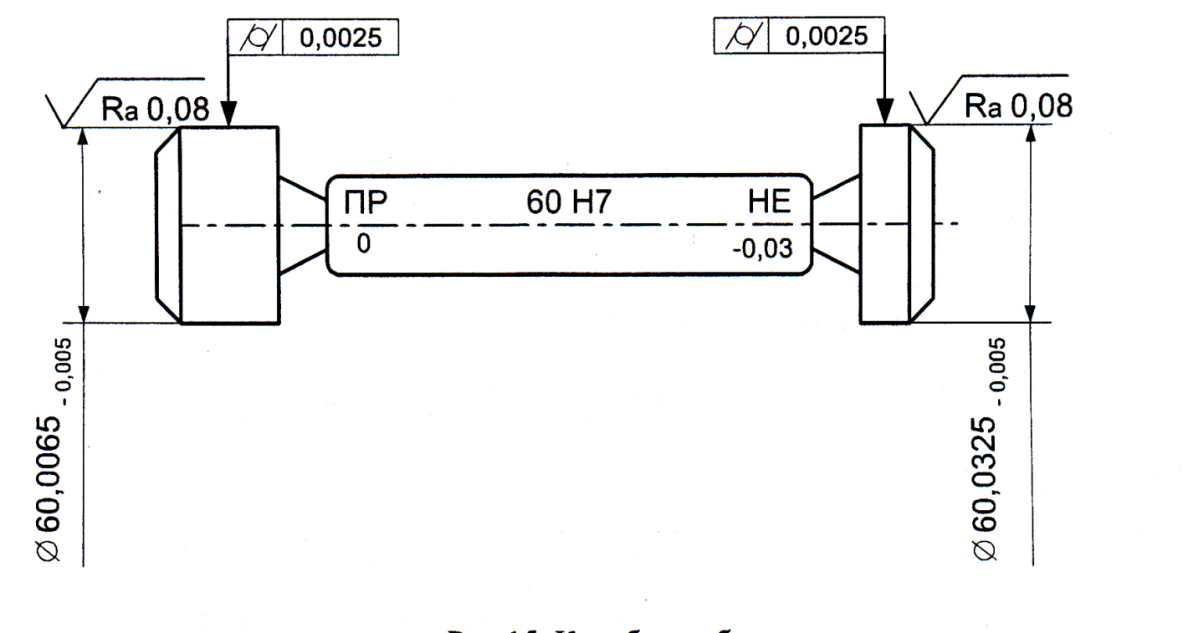
Рисунок 10.1- Калибр – пробка
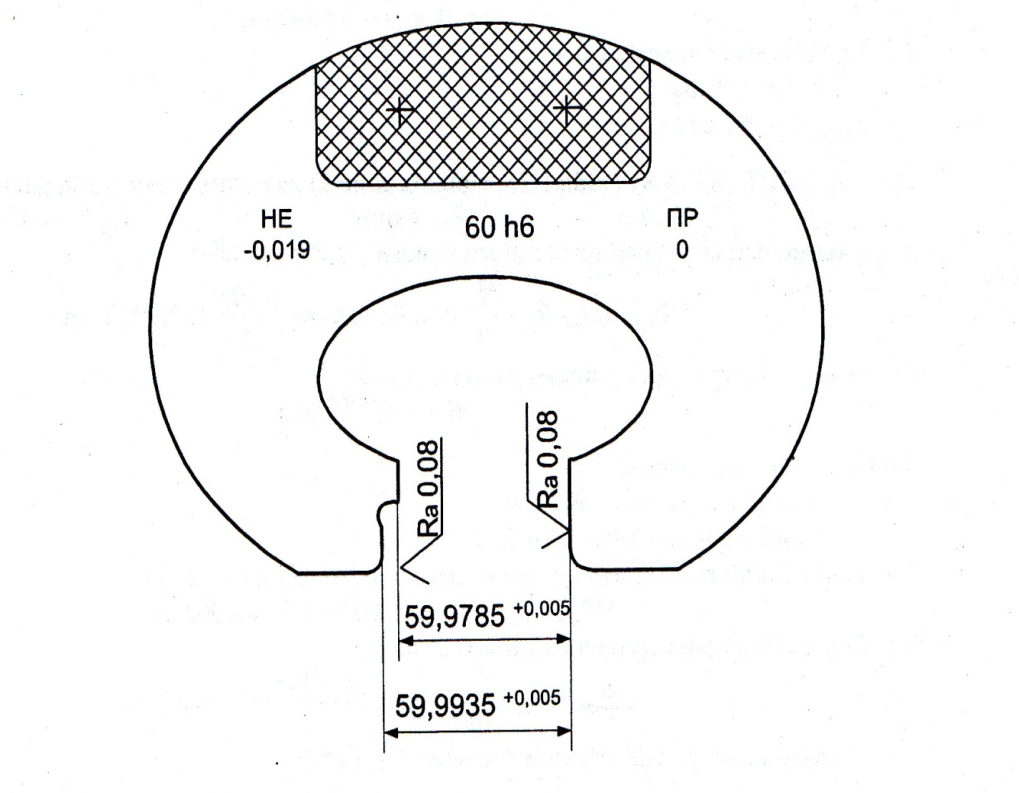
Рисунок 10.2 – Калибр – скоба Формулы для определения размеров калибров (таблица1.7 ЕСДП т.2 с.10) - калибр-пробка (для контроля отверстий): Проходная сторона новая ПР = Dmin + Z H/2 ПРmax = Dmin + Z + H/2 ПР min = Dmin + Z - H/2 ПРисп = ПРmax-н Проходная сторона изношенная ПРизн = D min - Y + α Непроходная сторона новая НЕ = D max - α H/2 НЕmax = D max - α + H/2 НЕ min = D max - α - H/2 НЕ исп = НЕ max - Н - калибр-скоба (для контроля валов): Проходная сторона новая ПР = D max + Z1 H1 /2 ПРmax = Dmax + Z1 + H1/2 ПР min = Dmax + Z1 - H1/2 ПРисп = ПР min + H1
|
|||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 111; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.138.138.144 (0.004 с.) |