Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Совершенствование наладки (замена штампов и оснастки)
Наиболее эффективные способы совершенствования переналадки — одноминутная замена штампов (Single-Minute Exchange of Die — SMED) и замена штампов в одно касание (One-Touch Exchange of Die — OTED). Например, в компании Mitsubishi Heavy Industries время переналадки на 8-шпиндельном сверлильном станке было сокращено с 24 часов до 2 минут 40 секунд в течение года. За такой же период наладка, связанная с заменой болтовысадочного станка в компании Toyota Motor была сокращена с 8 часов до 58 секунд. В швейцарской компании Н. Weidmann при наладке 50-унциевой (1415 граммов) формовочной машины для пластика время регулировки было уменьшено с 2,5 часа до 6 минут 35 секунд. И, наконец, в американской компании Federal Mogul Co. замена инструмента на размольной машине вместо 2 часов стала занимать 2 минуты. Все это типичные примеры улучшений, достигнутых с использованием методов SMED и OTED. В среднем сокращение времени составляет 80-95 %. Пример 2.1 — зарождение SMED: различие между двумя типами наладки. В 1950 году мне предложили проанализировать возможности повышения эффективности на заводе Toyo Kogyo компании Mazda, чтобы устранить узкие места в работе трех больших кузовных прессов. После посещения цеха я попросил менеджера прессового участка остановить производство на неделю, чтобы я смог найти решение для повышения имеющейся производительности 350-, 750- и 800-тонного прессов, ни один из которых не работал на полную мощность. Менеджер ответил, что это бессмысленная потеря времени, ведь он и так уже поставил самых умелых и знающих рабочих на прессы для круглосуточной рабо-
ты. По его мнению, единственный путь повышения производительности — это покупка большего количества станков, хотя руководство с этим не согласно. Тогда я сказал: «Мне хотелось бы поддержать вашу точку зрения, но для этого позвольте провести необходимое исследование. Если действительно нет другого способа устранить узкие места, я посоветую руководству купить новые станки». Это побудило менеджера разрешить изучение. Замену штампа на 800-тонном прессе планировалось выполнить на третий день. После снятия старого штампа рабочий вдруг начал метаться и что-то искать. Я бегал за ним с блокнотом, пытаясь описать его действия. Наконец я спросил, что он ищет, и он ответил, что потерялся крепежный болт для нового штампа. «Уверен, что я положил его на полку для инструмента, но теперь его там нет». Мне оставалось ждать, пока он найдет потерявшийся болт.
Примерно через час рабочий принес болт. Я спросил: «Вы отыскали его?» Он ответил: «Нет. Но выхода не было, и я взял болт с другого пресса. Я немного задержался, поскольку пришлось его укоротить и обточить». Я сказал ему несколько поощрительных слов, но подумал: «Что же он будет делать, когда придет время установки другого пресса?» Замена штампа заняла почти весь день. Когда ее закончили, я поинтересовался, всегда ли это продолжается так долго. «О да, почти всегда», — ответил рабочий. Результаты изучения работы 800-тонного пресса показаны на рис. 17. Фактически пресс участвовал в операциях штамповки лишь 3 % рабочего времени. Замена штампа и сопутствующие действия занимали 67 %. Этот пример подсказывает, что есть 2 типа операций наладки: • внутренние операции наладки (Internal Exchange of Die — • внешние операции наладки (Outer Exchange of Die — OED) — При любом анализе операций наладки важно различать виды деятельности, которые можно проводить при работающей и остановленной машине. На заводе Toyo Kogyo при использовании этого принципа время внутренней наладки было снижено на 50 %. Пример 2.2 — вторая встреча со SMED, В 1957 году меня попросили повысить возможности крупного одноколонного продольно-строгального станка, применяемого для обработки рам дизелей на судоверфи фирмы Mitsubishi в Хиросиме. Из-за больших габаритов рам и трудности замены инструментов чистое время работы станка составляло менее 50 %. Анализ показал, что маркировка центра и размеров рамы делалась при остановленном станке, т. е. время работы станка значительно уменьшалось. При обсуждении этого с менеджером завода мне в голову внезапно пришла идея: почему не делать операции наладки для следующей рамы дизеля на втором столе станка? Поступая таким образом, можно менять столы точно так же, как мы переходим от одной партии к следующей, и значительно сократить перерывы операции строгания.
Такое усовершенствование позволило повысить производительность операции на 40 %....
Пример 2.3 — третья встреча со SMED: преобразование внутренней наладки во внешнюю. В 1970 году я посетил кузовной цех на главном заводе компании Toyota Motor. Руководство попросило менеджера отделения г-на Сугиуру сократить время четырехчасовой переналадки на 1000-тонном прессе на 50 % (по-видимому, в это же время компания Volkswagen в Германии смогла довести время замены на таком прессе до 2 часов). Я высказал два пожелания: во-первых, четко различать операции внутренней и внешней наладки; во-вторых, улучшить операции обоих видов. За 6 месяцев время переналадки было сокращено до 1,5 часа. Через несколько месяцев я вернулся на завод и г-н Сугиура сказал, что теперь руководство желает сократить время переналадки до 3 минут! Услышав это, я был ошеломлен, но затем вспомнил улучшения на верфи компании Mitsubishi. Почему бы не преобразовать внутреннюю наладку во внешнюю? Тут же родились несколько идей, и я быстро изобразил на доске конференц-зала 8 способов улучшений на основе этого принципа. За несколько месяцев новый подход позволил достичь трехминутной переналадки. Предполагая, что любую переналадку можно будет проводить менее чем за 10 минут, я назвал эту концепцию «одноминутной заме Г-н Тайити Оно, бывший вице-президент компании Toyota Motor, а теперь консультант, написал о SMED в статье «Использование здравого смысла на предприятии» (Bringing Wisdom to the Factory) журнала «Management» Японской ассоциации менеджмента в июне 1976 года следующее: «Примерно 10 лет назад производство в нашей компании происходило, насколько было возможно, в обычное рабочее время. Замены же резцов, сверл и других инструментов проводились в ночные перерывы или вечерами. У нас существовала практика заменять резцы после каждых 50 изготовленных изделий, но за последнее десятилетие объем производства стал расти и операторы станков вынуждены были тратить много времени на подобные замены. Одну из наибольших задержек вызывал многошпиндельный шлифовальный станок: замена абразивных кругов занимала полдня. Поскольку это могло задержать производство на все утро, для выполнения соответствующих действий мы перевели рабочих на полсмены в воскресенье. Это — неэкономичный и поэтому неприемлемый способ организации производства. Действия по обслуживанию должны выполняться в регулярные рабочие часы. Поэтому мы начали поиск путей для того, чтобы выполнение переналадок происходило как можно быстрее. Сигео Синго из Японской ассоциации менеджмента для повышения производительности предложил метод «одноминутной переналадки». Мы поняли, что этот метод может помочь в нашей ситуации, и начали внедрять его.
В прошлом, когда половина дня затрачивалась на переналадку, станок мог использоваться только 10 минут. Однако мы считали, что производственная операция должна продолжаться как минимум такое же время, как и переналадка. Однако это дало бы намного больше продукции, чем мы были в состоянии продать. Теперь мы работаем над снижением времени замены до секунд. Конечно, об этом легче говорить, чем делать. Тем не менее мы намерены и далее уменьшать время переналадки». Как показывает замечание г-на Оно, снижение времени переналадки помогает усовершенствовать производство в целом. По этой Методы SMED Время переналадки обычно распределено между 4 функциями: • подготовка материалов, штампов, приспособлений и т.п. — 30 %; • закрепление и снятие штампов и инструментов — 5 %; • центрирование и размещение инструмента — 15 %; • пробная обработка и регулировка — 50 %. Ниже рассматриваются 8 основных методов системы SMED, используемых для снижения времени переналадки по каждой из этих функций. Метод 1 — разделение внутренних и внешних операций наладки Необходимо четко определить, какие из операций наладки должны выполняться при остановленном станке (внутренняя наладка, или IED), а какие могут выполняться при работающем станке (внешняя наладка, или OED). Например, все приготовления и транспортировка новых штампов, инструментов, приспособлений и материалов к станку и от него могут проводиться при работающем станке. Внутреннюю наладку следует ограничить снятием старого штампа или инструмента и установкой нового. Простым разделением и организацией внешних и внутренних операций время внутренней наладки (неизбежный простой станка) можно снизить на 30-50 %. Метод 2 — преобразование внутренних действий во внешние Этот метод является самым мощным в системе SMED. Без него одноминутная переналадка была бы невозможна. Преобразование требует пересмотра операций с целью проверки, не осталось ли среди действий, отнесенных к внутренним, тех, которые на самом деле являются внешними. Например, чтобы избежать затрат времени на внутреннюю наладку и регулировку высоты установки инструмента, действия по установке могут быть стандартизованы с помощью прикрепления блоков или клиньев для меньших штампов. Еще одно простое преобразование — разогрев штампа перед формовкой, устраняющий необходимость его разогрева предварительной работой.
Метод 3 — стандартизация функций, а не формы Стандартизация формы и размеров штампов может значительно снизить время наладки. Однако стандартизация формы требует значительных затрат, поскольку все штампы должны подходить для наибольшего применяемого размера, что вызывает ненужные затраты. С другой стороны, стандартизация функции требует только однородности деталей, необходимых для операций наладки. Например, добавление пластины или блока к краю приспособления штампа стандартизует размеры только этой детали и делает возможным применение одних и тех же зажимных устройств при различных наладках. Метод 4 — применение функциональных зажимов или полное устранение крепежа Наиболее часто используемое крепежное устройство — болт, но его применение порой требует очень большого времени. Например, болт с 15 витками резьбы нужно повернуть 14 раз, прежде чем он бу- дет действительно затянут на последнем обороте. Но на практике нужен лишь последний оборот при затяжке и первый при ослаблении, остальные 13 — потерянные движения. Если назначение болта состоит только в закреплении или освобождении детали, он должен быть такой длины, чтобы затягиваться одним оборотом. Это сделало бы болт функциональным зажимом. Такие зажимы включают в себя U-образные пазы, грушевидные отверстия и внешние зажимы. Резьбовые болты — отнюдь не единственный способ закрепления изделий, поэтому не следует думать, что зажимы необходимы всегда. Методы закрепления в одно касание, использующие клинья, пальцы и защелки или пружины как захватные приспособления, просто соединяющие две детали, снижают время установки до секунд. Для выбора метода закрепления важны два параметра — направление и величина требуемой силы. Зажимы можно закреплять в трех направлениях: X (влево-вправо), Y (вперед-назад) и Z (вверх-вниз). Поскольку мы не всегда знаем величину или направление требуемой силы, необходим анализ этих критериев. Например, в компании Mitsubishi Heavy Industries в каждый из шпинделей сверлильного станка ввертывались стопоры, ограничивающие глубину сверления. Операция их установки была трудна и длительна, так как стопоры нужно было закреплять в очень неудобном положении. Но в таком закреплении не было реальной необходимости. Хотя стопоры ограничивали перемещение инструмента при обработке, они удерживались конусом самого шпинделя, а для их удаления требовалось лишь небольшое усилие. Когда мы это поняли, то смогли улучшить операцию удалением резьбы и цилиндрической вставкой. Мы прорезали канавки у конца шпинделей и прикрепили три пружины вокруг конца каждого стопора (рис. 18). Когда стопор надевался на конец шпинделя, пружины входили в канавку и давление пружин удерживало стопор на месте. Это значительно сократило время установки и снятия стопоров.
Метод 5 — использование дополнительных приспособлений Некоторые из задержек, связанные с регулировками при внутренней наладке, можно устранить путем использования стандартных приспособлений. Когда обрабатывается заготовка, закрепленная в одно приспособление, следующая заготовка устанавливается во второе приспособление. Когда обработка первой заготовки закончена, второе приспособление легко ставится на станок для обработки.
Например, на копировально-фрезерном станке обрабатываются блоки специальной формы для телевизионных кинескопов. Разметка и установка шаблона и заготовки по высоте осуществляются как внутренняя наладка на столе станка. Из-за множества выставляемых на блоке размеров это сложная и длительная операция. Были сконструированы два приспособления, размеры которых позволяли устанавливать их на стол станка одновременно. Когда обрабатывается одно изделие, шаблон и следующее изделие крепятся к другому приспособлению на столе, регулируются и устанавливаются на необходимую высоту. Поскольку приспособления стандартизованы, регулировка и позиционирование занимают меньше времени, снижая время как внешней, так и внутренней наладки. Для быстрого и легкого монтажа приспособлений на столе применяются зажимы. Дополнительные приспособления также могут использоваться на крупных прессах с несколькими штампами разных размеров и длины хода. Здесь они применяются, чтобы провести операции внутренней регулировки и закрепления вне станка. При таком усовершенствовании пресс нужно останавливать, когда при помощи погрузчика подводится дополнительное приспособление с уже закрепленными штампами. Методб — применение параллельных операций Операции на формовочных станках для пластмассы или крупных прессах для стального литья обычно предусматривают установочные действия со всех сторон станка — слева и справа, спереди и сзади. Если эти операции выполняет только один рабочий, то много времени и сил затрачивается на ходьбу вокруг станка. Но когда параллельные операции выполняют одновременно два человека, время наладки обычно снижается более чем вдвое благодаря экономии движений. Например, операция, занимающая у одного рабочего 30 минут, у двух рабочих займет всего 10 мин. При использовании таких параллельных операций затраты на переналадку остаются теми же или немного меньше, чем при работе одного рабочего, но фактическая загрузка станка увеличивается. К сожалению, менеджеры часто отклоняют этот способ, полагая, что не могут выделить еще одного рабочего. Когда переналадка сокращается до 9 минут или менее, от помощника требуется только 3 минуты, а с такими упрощенными действиями по установке даже от неумелого рабочего можно ожидать результативной помощи. Метод 7 — устранение регулировок Обычно регулировки и пробный запуск занимают 50-70 % времени внутренней наладки. Их устранение дает поразительную экономию времени. Устранение регулировок начинается с осознания того, что установка и регулировка — две разные и самостоятельные функции. Например, когда изменяется положение конечного выключателя, проводится установка, а когда этот выключатель испытывается и повторно устанавливается на новое положение — регулировка. Предположение о неизбежности регулировки ведет к неоправданно длительным действиям внутренней наладки и требует больших навыков и опыта оператора. Однако регулировки можно ликвидировать, если использовать прибор для точного определения правильного положения конечного выключателя. Тогда единственно необходимая операция — это установка. Важность регулировки снижается, если установка становится точнее. Поэтому первый шаг к исключению регулировки — сделать калибровки, которые устранят необходимость полагаться на интуицию. Если требуется лишь аппрокси-
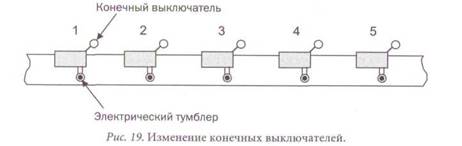
мация, вполне достаточно градуированной шкалы, хотя это и не может полностью устранить регулировку. Бульшая точность достигается при использовании измерительного прибора или цифрового устройства управления. В компании Togo Manufacturing стопор, устанавливающий размер обработки, перемещался с помощью винтового шпинделя. Когда положение стопора менялось с 50 мм на 60 мм, шпиндель проходил весь интервал между этими пределами. Но зачем были все эти повороты шпинделя, если стопор всегда ставился в положение либо 50 мм, либо 60 мм? В этом случае универсальность установки оказалась излишней. Чтобы устранить ненужное вращение, шпиндель с резьбой удалили, а снизу поставили U-образный упор, позволяющий рабочему устанавливать стопор в то или иное крайнее положение и закреплять его винтом. Это сделало переналадку стопора простой и быстрой. Этот пример описывает часто возникающий барьер для устранения регулировки — использование устройств, допускающих неограниченную и плавную регулировку положения, хотя в реальности нужны дискретные ступенчатые изменения. Безусловно, лучшая регулировка — отсутствие регулировки. Например, система «наименьшего общего кратного»* основана на принципе, что регулировку можно исключить полностью, когда число положений ограничено и неизменно. На одном заводе для ограничения крайнего положения обработки валов использовался конечный выключатель. Поскольку предполагалось 5 значений длины валов, выключатель имел 5 разных положений. Но каждый раз его нельзя было правильно расположить без четырех пробных регулировок. Эту проблему устранили, установив пять конечных выключателей с электрическими тумблерами в разных положениях (рис. 19). Другой пример LCM-подхода показан на рис. 20. В данной операции используется сверло для зенкования отверстия под стационарный винт на валу сердечника электромотора. Так как сердечники бывают восьми различных типоразмеров (длин), фиксаторы приходилось переставлять каждый раз при смене операции, что делало необходимыми повторные испытательные запуски и регулировки. Они были устранены помещением восьми стопорных пальцев разной высоты на одной пластине. Чтобы изменить операцию, пластина просто поворачивалась в основании, устанавливая стопор нужной высоты. Этот метод в одно касание сократил внутреннюю наладку до секунд.
Подход LCM, а также метод одного касания упрощают установку и позволяют исключить регулировку. Последнюю указанную цель нужно помнить, чтобы избежать потери очевидных преимуществ. Например, некоторые прессы выпускаются с регулируемыми высотами хода, так как у разных потребителей разные требования. Однако это не значит, что переменная высота хода нужна определенной компании. Потребителям следует либо стандартизировать высоту хода, либо покупать прессы, приспособленные для их нужд. Та же ложная логика очевидна, когда дорогие прессы снабжаются функциями регулировки высоты подъема и очень точной регулировки. Зачем тратиться на такие функции, когда намного экономичнее устранять регулировки стандартизацией? Метод 8 — механизация Хотя замена небольших резцов, приспособлений, штампов и приборов не составляет проблемы, механизация часто существенна для эффективного использования крупных штампов, литейных и прессовых форм. Для удобного закрепления в одно касание штампов можно применить давление воздуха или масла. И, конечно, механизированная регулировка высоты подъема, упомянутая выше, тоже полезна. Однако инвестиции в механизацию следует оценивать очень тщательно. Недавно многие компании осуществили стандартизацию размеров зажимных пластин и их обработку с высокой точностью. Теперь закрепление в одно касание выполняется введением этих пластин в специальные фиксирующие приспособления. Но изделия все-таки формируют штампы. Поэтому, принимая во внимание назначение операции, обрабатывать зажимные пластины с высокой точностью расточительно. Механизацию следует рассматривать тогда, когда приложены все усилия по улучшению процесса переналадки описанными способами. Первые 7 методов могут сократить 2-часовую переналадку до 3 минут, а механизация, вероятно, уменьшит ее еще на одну минуту. SMED — это аналитический подход к совершенствованию наладки и переналадки, а механизация — только один из его компонентов. Применение механизации, вполне вероятно, сократит время переналадки вначале, но не избавит от основных причин неэффективности плохо разработанного процесса переналадки. Намного лучше механизировать переналадку после всестороннего ее исправления при помощи методов SMED. На рис. 21 показана взаимосвязь рассмотренных методов SMED.
Четыре концептуальные стадии SMED SMED предусматривает прогрессивный подход к совершенствованию переналадки. При этом необходимо пройти 4 основные стадии. Каждая из них описана ниже. Стадия 1 На этой предварительной стадии не делается различия между внутренними и внешними действиями. Много внешних действий, таких, как поиск инструментов и подготовка штампа, выполняются при остановленном станке. Это вызывает ненужное удлинение переналадки. i Стадия 2 Это наиболее критичная стадия при внедрении SMED. Она предусматривает разделение операций внутренней и внешней наладки. Составьте контрольный листок, включив в него все узлы, условия выполнения операций и шаги, которые нужно выполнять при работающем станке. Затем проверьте функционирование всех узлов, чтобы избежать задержек при внутренней наладке. Наконец, нужно исследовать и внедрить наиболее эффективный способ транспортировки штампов и других частей при работе станка. Стадия 3 Проанализируйте текущий процесс переналадки, чтобы определить, можно ли какое-либо из внутренних действий преобразовать во внешние. Например, разогрев литейной формы, когда станок еще работает, устраняет необходимость разогрева формы во время остановки станка. Стадия 4 Изучите операции внутренней и внешней наладки с целью выявления дополнительных возможностей для улучшений. Рассмотрите возможности исключения регулировок и изменения методов крепления.
За долгие годы из нескольких сотен усовершенствований SMED наиболее результативными оказались: • четкое разделение внутренней и внешней наладки; • по возможности полное преобразование внутренней наладки • устранение регулировок; • осуществление крепления без винтов. Эти способы могут сократить установку примерно в 20 раз по сравнению с начальным временем. Фактически замены можно иногда выполнить за считанные секунды, устранив регулировки и применяя систему «наименьшего общего кратного», описанную выше. Наиболее быстрый путь сменить инструмент — не менять его вообще. Например, на рис. 19 пять конечных выключателей осуществляют одну функцию — ограничение длины обработки валов — без всякой регулировки. Чтобы сделать SMED реальностью, просто продемонстрируйте ее основные способы рабочим и позвольте им самим начать революцию SMED. На рис. 22 показана последовательность стадий при внедрении SMED.
|
||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-30; просмотров: 729; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.144.69 (0.056 с.) |

 То, что мы сделали, было преобразованием внутренней операции наладки во внешнюю. Это — фундаментальный принцип совершенствования переналадки. Если бы я подошел к этому вопросу именно как к усовершенствованию наладки в принципе, а не как к решению конкретной рабочей проблемы, система SMED была бы создана на 13 лет раньше.
То, что мы сделали, было преобразованием внутренней операции наладки во внешнюю. Это — фундаментальный принцип совершенствования переналадки. Если бы я подошел к этому вопросу именно как к усовершенствованию наладки в принципе, а не как к решению конкретной рабочей проблемы, система SMED была бы создана на 13 лет раньше.