Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Производственный цикл и его структура
Производственный цикл — это календарный период времени, в течение которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. Он выражается в календарных днях или при малой трудоемкости изделия — в часах. Различают простой и сложный производственные циклы. Простой производственный цикл — это цикл изготовления детали. Сложный производственный цикл — цикл изготовления изделия. Основу производственного цикла составляет технологический цикл, который, в свою очередь, состоит из операционных циклов. Операционный цикл, т. е. продолжительность обработки партии деталей (мин) на одной (данной) операции процесса, равен
где n - размер партии деталей, шт.; t шт - штучно-калькуляционная норма времени на операцию, мин; c - число рабочих мест на операции. Длительность производственного цикла в большой степени зависит от способа передачи детали (изделия) с операции на операцию. Существуют три вида движения детали (изделий) в процессе их изготовления: - последовательный; - параллельный; - параллельно-последовательный. Последовательный вид движения. При последовательном виде движения каждая последующая операция начинается только после окончания обработки всей партии деталей на предыдущей операции (рис. 1.2). При этом длительность технологического процесса (мин) определяется суммой операционных циклов. Если на всех или отдельных операциях имеются параллельные рабочие места, то операционный цикл определяется по формуле
где m - число операций в процессе; n - количество деталей в производственной партии; Ci - количество рабочих мест, занятых изготовлением партии деталей на каждой операции; t шт i - норма времени на выполнение i-й операции (мин). Длительность производственного цикла (календарные дни) включает дополнительно межоперационные перерывы (Тмо) и время естественных процессов (Тест):
где S - число смен; q - продолжительность смены, мин; f - коэффициент для перевода рабочих дней в календарные (при 260 рабочих днях в году f = 260/365 = 0,71).
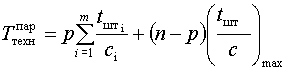
Время цикла для данного графика будет равно Тпосл.техн = 20 (2 + 3 + 1,5) = 130 мин. При последовательном виде движения деталей (изделия) отсутствуют перерывы в работе оборудования и рабочего на каждой операции, возможна высокая загрузка оборудования в течение смены, но производственный цикл имеет наибольшую величину, что уменьшает оборачиваемость оборотных средств. Данный вид движения целесообразно применять только в единичном и мелкосерийном производстве или при изготовлении небольших партий малотрудоемких изделий в серийном производстве. Параллельный вид движения, характеризуется передачей деталей (изделий) на последующую операцию немедленно после выполнения предыдущей операции независимо от готовности остальной партии. Припараллельном движенииизделия передаются в обработку на последующую операцию поштучно или передаточными партиями сразу после окончания их обработки на предыдущей операции, не дожидаясь окончания обработки всей партии на этой операции, и обрабатываются на всех операциях без пролеживания (рис. 1.3). При параллельном виде движения вся партия изделий (n) разбивается на передаточные партии размером (р). Полностью загружена в этом случае наиболее трудоемкая операция с самым длительным операционным циклом, менее трудоемкие имеют перерывы. Процесс происходит непрерывно, если достигнуты полное равенство или кратность выполнения операций во времени, что характерно для поточных линий. Длительность технологического цикла (мин) при параллельном виде движения определяется следующим образом:
где р - количество деталей в транспортной партии (пачке), шт; (n - p) Длительность производственного цикла (календарные дни) примет вид
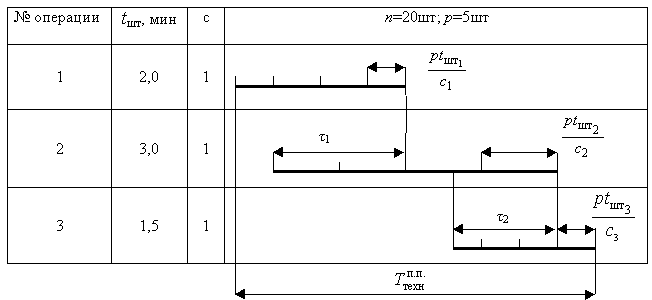
Время цикла для данного графика будет равно Тпарал.техн = 5 (2 + 3 + 1,5) + (20-5) ∙ 3 = 77,5 мин. Параллельный вид движения детали (изделий) является наиболее эффективным и обеспечивает наиболее короткий цикл. Уровень эффективности параллельного движения определяется степенью равенства операционных циклов (длительности обработки партии на операции), т.е. синхронностью операций. При высокой степени синхронности параллельное движение превращается в поточное. Однако параллельное движение может приводить к неполному использованию оборудования и частым перерывам в работе отдельных рабочих мест на всех операциях (кроме главной), так как обязательным условием такого движения является равенство или кратность продолжительности выполнения операций, о чем уже было отмечено. Когда по техническим или экономическим причинам синхронизация всех операций затруднительна, используют параллельно-последователь-ный вид движения. Параллельно-последовательный вид движения состоит в том, что изготовление изделий на последующей операции начинается до окончания изготовления всей партии на предыдущей операции с таким расчетом, чтобы работа на каждой операции по данной партии в целом шла без перерывов. Передача изготовляемых деталей с предыдущей на последующую операцию производится не целыми партиями, а частями, транспортными партиями р (пачками) или поштучно (р=1). В отличие от параллельного вида движения, здесь происходит лишь частичное совмещение во времени выполнения смежных операций (рис. 1.4). Длительность технологического цикла (мин) будет соответственно меньше, чем при последовательном виде движения, на величину совмещения операционных циклов: где Длительность производственного цикла (календарные дни) при параллельно- последовательном виде движения примет вид
При параллельно-последовательном движении увеличивается ожидание между операциями, хотя и несколько меньше, чем при последовательном движении. Поэтому норма времени при параллельно-последовательном виде движения несколько больше, чем при параллельном виде движения, но значительно меньше, чем при последовательном. Этот вид движения удобен в случае, если путь деталей между смежными рабочими местами незначителен, а маршруты постоянны и повторяются регулярно.
Время цикла для данного графика будет равно Тпарал.послед 20 (2 + 3 + 1,5) - (20-5) * (2 + 1,5) = 77,5 мин. Длительности производственного цикла характеризует уровень организации производства во времени. При одном и том же задании, при одних и тех же нормах времени на операцию, меняя только путь и вид движения предмета труда во времени, можно управлять продолжительностью процесса производства. Сокращение времени производства является одной из серьезных задач организации производства, так как сказывается на оборачиваемости оборотных средств, снижении затрат труда, уменьшении складских площадей, потребности в транспортных средствах.
|
||||||
|
|
Последнее изменение этой страницы: 2021-05-12; просмотров: 66; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.46.36 (0.007 с.) |
 , (1.1)
, (1.1) , (1.2)
, (1.2) , (1.3)
, (1.3)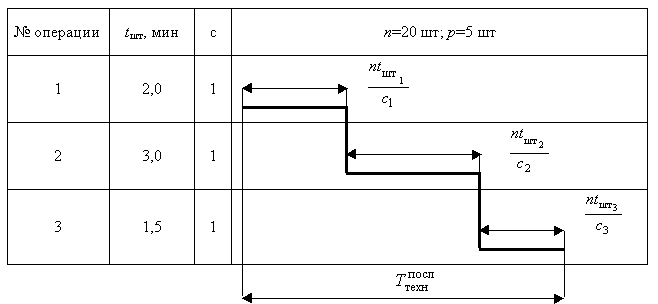
 , (1.4)
, (1.4) - цикл операции с максимальной продолжительностью, мин.
- цикл операции с максимальной продолжительностью, мин. . (1.5)
. (1.5)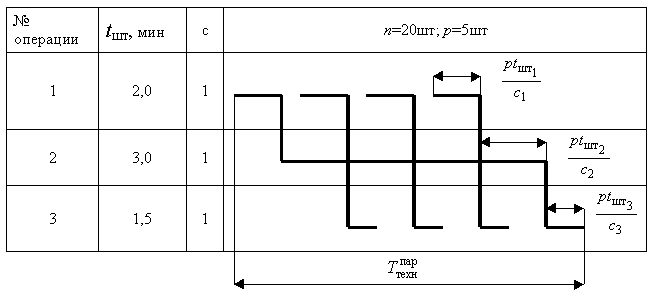
 (1.6)
(1.6) кор - сумма коротких операционных циклов из каждой пары смежных операций (или по-другому штучно-калькуляционное время на “короткой”, т.е. менее трудоемкой, из двух смежных операций).
кор - сумма коротких операционных циклов из каждой пары смежных операций (или по-другому штучно-калькуляционное время на “короткой”, т.е. менее трудоемкой, из двух смежных операций). . (1.7)
. (1.7)