
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Задача1. Допуски и посадки гладких цилиндрических соединений
Методические указания При решении задачи необходимо руководствоваться заданием, указанным в таблице 1, приложения А и выполнить следующие работы: 1. По заданным номинальному размеру посадки и значениям предельных отклонений размеров вала и отверстия необходимо определить предельные значения размеров, допуски размеров, минимальный и максимальный зазор или натяг в соединении, а также установить квалитет, посадку, систему, в которой она выполнена, пользуясь справочной литературой [6, 9, 10], найти условные обозначения полей допусков, соответствующие заданным предельным размерам деталей в цифровом выражении, а также установить соответствующую шероховатость поверхностей деталей и рекомендуемый способ их механической обработки [6]. 2. Начертить схему расположения полей допусков соединения, эскизы соединения и отдельных деталей (втулки и вала) с обозначением размеров, допусков и шероховатости поверхностей. Квалитет, систему и наименование посадки устанавливают, исходя из номинального размера соединения и предельных отклонений размеров деталей в цифровом выражении. Стандартами установлены две системы посадок: система отверстия и система вала. В автотракторной промышленности и сельхозмашиностроении более предпочтительное применение имеет система отверстия, главным образом, вследствие применения меньшего количества специального режущего инструмента и контрольно-измерительных средств. Система вала применяется в конструкциях машин при разных посадках нескольких деталей на вал, при соединении стандартных деталей и узлов, выполненных по системе вала (например, наружного диаметра наружного кольца подшипника). Установление наивыгоднейшего квалитета размеров деталей имеет большое практическое значение. При установлении квалитета следует учитывать особенности конструкции, технологии изготовления деталей, особенно завершающих операций, допускаемые отклонения размеров, допуски формы и расположения поверхностей детали, условия контроля и др. 5-й квалитет при производстве деталей тракторов и грузовых автомобилей обычно не применяется. 6-й квалитет является основным при обработке шеек коленчатых и распределительных валов, посадочных мест под подшипники качения, а также при изготовлении деталей коробки скоростей и др.
7, 8-й квалитеты используют для ответственных узлов автомобилей и с.-х. машин, посадочных отверстий деталей тракторов и др. 8, 9 и 10 квалитеты применяются при изготовлении менее точных деталей тракторов, сельскохозяйственных и других машин. Посадки сопрягаемых деталей выбирают, исходя из конструктивных и эксплуатационных условий, передаваемых крутящих моментов, герметичности, центрирования, обеспечения относительной подвижности или неподвижности деталей, а также на основании предварительного расчета, по аналогии с ранее проверенными практикой подобными соединениями [6]. Шероховатость поверхностей сопрягаемых деталей устанавливают в зависимости от назначения деталей, заданного номинального размера, квалитета (величины допуска) и посадки. После установления квалитета и значений шероховатости поверхностей назначают экономические виды окончательных механических обработок деталей [6]. Эскизы деталей исоединения приводятся в произвольном масштабе. Предельные отклонения указываются на чертежах непосредственно после номинального размера принятыми буквенными обозначениями и числовыми значениями. Для наглядности поля допусков деталей и посадок изображаются в виде прямоугольников, ширина которых берется приблизительно равной 25 мм, длина – 40 мм относительно нулевой линии, соответствующей номинальному размеру соединения. Все предельные отклонения с соответствующими знаками (+ или -) на схемах проставляются в микрометрах (мкм) против границ полей допусков. Пример. Задано соединение с размерами: отверстие (D) - вал (d) - Решение. Номинальный размер соединения d н.с. = 28 мм. Предельные отклонения отверстия: верхнее отклонение Е S = +0,053 мм; нижнее отклонение EI = + 0,020 мм. Предельные отклонения вала: верхнее отклонение es = 0; нижнее отклонение е i = – 0,021 мм. Предельные размеры отверстия: - наибольший - Dmax = D н + Е S = 28,000 + 0,053 = 28,053 мм; - наименьший - Dmin = D н + EI = 28,000 + 0,020 = 28,020 мм. Предельные размеры вала: - наибольший- d max = d н + es = 28,000+0=28,000 мм; - наименьший - d min = d н + е i = 28,000+(-0,021)=27,979 мм.
Допуски размеров: - отверстия - Т D = Dmax - Dmin = 28,053-28,020=0,033 мм; - вала - Т d = d max - d min = 28,000 -27,979=0,021 мм. Зазоры: - наибольший зазор - S max = Dmax - d min = 28,053 – 27,979 = 0,074 мм; - наименьший зазор - S min = Dmin - d max = 28,020-28,000=0,020 мм. В данной посадке имеются зазоры, значит, она относится к группе посадок с зазором. Допуск посадки: Ts = S max - S min = 0,074 - 0,020 = 0,054 мм. В том случае, когда расчетная величина зазоров (S max и S min) получается со знаком (-), следует, что соединение задано по посадке с натягом и зазоры (S max и S min) необходимо заменить на натяги (N max и N min) с противоположным знаком (+). Если же в результате расчета получаем S max со знаком (+), а S min со знаком (-), то следовательно соединение задано по переходной посадке, в которой минусовое значение S min является максимальным натягом N max с противоположным знаком (+). По таблицам [6] устанавливаем, что предельные отклонения вала (es = 0 мкм и ei = - 21 мкм) соответствуют предельным отклонениям основного вала седьмого квалитета (h 7), а предельные отклонения отверстия (ES = +53 мкм и EI = +20 мкм) соответствуют полю допуска F 8. Следовательно, дана посадка с зазором в системе вала. Строим схему расположения полей допусков деталей. На схеме расположения полей допусков деталей дано наглядное представление о наличии в посадке зазоров (Рис.1.1).
Рис.1.1 Схема расположения полей допусков отверстия и вала
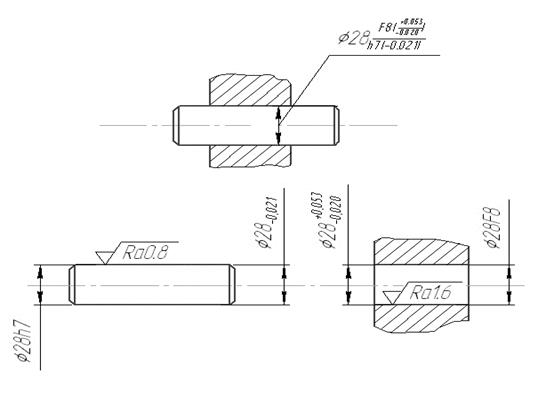
Обозначения посадки, предельных размеров деталей и шероховатости поверхности показаны на рис.1.2.
Рис. 1.2 Варианты обозначения посадки и размеров деталей
Обозначение посадки на чертеже: буквенное - Ø Обозначение допусков размеров деталей соответственно: отверстия – По справочнику [6] в зависимости от квалитета изготавливаемой детали принимаем шероховатость поверхности отверстия Ra = 1,6 мкм, а вала – Ra = 0,8 мкм, а также находим, что окончательной обработкой отверстия является растачивание тонкое, а закаленного вала - чистовое круглое шлифование.
|
||||||
|
|
Последнее изменение этой страницы: 2021-04-13; просмотров: 1037; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.226.181.45 (0.008 с.) |
 ;
; .
.
 числовое - Ø
числовое - Ø 
 F 8 и
F 8 и  ; вала -
; вала -  .
.


