Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Инструменты и материалы, технология изготовления
Изготовление басмы не требует сложного оборудования, поэтому басменная техника находит самое разнообразное применение не только в специальных образовательных учреждениях, но и в церковных мастерских. Например, в г. Самара более 20 лет работает иконостасная мастерская, директор Плигин А. И. (см. рис. 5.3–5.5); знаменитая иконописная мастерская «Лука» (Небо на земле) изготовляет не только иконы с применением художественных техник чеканки и басмы, но и занята оформлением церковных интерьеров (см. рис. 5.6). Басму целесообразно применять в тех случаях, когда необходимо получить множество совершенно одинаковых узоров, например, для багета. Часто при изготовлении мебели применяют ручки с декоративным рельефом. Нужное число рельефов для этих ручек нетрудно сделать самостоятельно, используя технику басмы. При необходимости можно изготовить по заранее разработанным эскизам всевозможные накладные рельефы для призовых кубков и многое другое.
Рис. 53. Казанская Б. М. Оклад басма. Мастерская А. И. Плигина. 2008 г.
Рис. 5.4. А. И. Плигин на выставке работ иконостасной мастерской «Лука «Небо на земле», г. Самара.
Рис. 5.5. Иасааф Белгородский. Оклад басма. Мастерская А. И. Плигина.
Рис. 5.6. Храмовый интерьер. Воскресенский храм (г. Киев). Работы икон выполнены в мастерской А. И. Плигина.
Технология. Рассмотрим более подробно процесс изготовления басмы на примере накладного рельефа для багета из фольги (рис. 5.7). Фольга получила широкое распространение в XIX веке, когда ее начали производить в больших объемах на заводах. До этого она была очень дорогой и применялась редко, поскольку металл плющили вручную молотком. Одним из первых освоили производство фольги из олова, которую назвали станиоль. Ее использовали для упаковки дорогих продуктов, а также в технических и декоративных целях, для металлопластики. На рис. 5.8 показан эскиз для рельефной накладки из станиоли, когда‑то украсившая корпус старинного граммофона.
Рис. 5.7. Фрагменты образцов штампованных басменных узоров.
Рис. 5.8. Эскиз для рельефной накладки из станиоли, украшавшая корпус старинного граммофона.
Широкому распространению фольги в декоративно‑прикладном искусстве в конце XIX – начале XX века способствовала мода на металлические оклады икон (рис. 5.9).
Рис. 5.9. Икона «Святое семейство». Начало XX в. Дерево, масло, басма, металлическая фольга, золочение, бисер, бархат. Изображено Святое семейство – Иосиф обручник, Божия Матерь и предвечный младенец Иисус. Самарский областной историко‑краеведческий музей им. П. В. Алабина.
Для окладов использовали золото, серебро, медь, латунь. Ими покрывали иконы почти целиком, как правило, оставляя только вырезы для ликов и рук, эта техника опять стала применяться в конце прошлого века и продолжает развиваться в наши дни. Часто сочетается басменное рельефное изображение с другими техниками художественной обработки: чеканка, гравировка, эмаль и т. д. Для учебной работы подойдут медные, латунные и алюминиевые листы толщиной от 0,1 до 0,3 мм. На первых порах, особенно на стадии овладения техническими приемами, может выручить такой бросовый материал, как алюминиевая фольга от тюбиков из‑под зубной пасты, а также консервные банки из алюминия. Прежде чем пустить в дело листовой металл консервных банок, следует с помощью магнита убедиться, что они не железные, а алюминиевые. Банку разрезают на полосы нужной ширины. Затем полосы нагревают на огне до тех пор, пока они не приобретут темно‑золотистый цвет, возникающий от воздействия высокой температуры на тонкий слой покрывающего их лака. Если в вашем распоряжении есть медная или алюминиевая фольга, то полосы, нарезанные из нее, скатывают в рулоны, накаляют на огне до красна и затем резко опускают в холодную воду. Термообработка снимет внутрикристаллическое напряжение в металле, делает его мягче и пластичнее, и резкое охлаждение способствует удалению окалины. В отличие от латуни и меди алюминий нагревают до почернения контрольной черточки, проведенной заранее на поверхности металла мылом.
Изготовление матрицы
Матрицу отливают из бронзы и цинка в литейной форме, изготовленной по твердой модели, вырезанной из дерева (березы, бука, осины) или гипса.
Модель из гипса выполняют в следующей последовательности (см. рис. 5.10). Из жидкого гипса, имеющего консистенцию густой сметаны, отливают плитку, соответствующую размерам модели рельефа. Как только гипс через 15–20 минут затвердеет, но не высохнет окончательно, на него переводят контуры узора. Затем скальпелем, ножом‑косяком и узкими полукруглыми и прямыми стамесочками вырезают рельеф на глубину 1–3 мм. Деревянные модели выполняют с помощью различных столярных резчицких инструментов. Если же в качестве модели использовать уже готовый рельеф, то изготовление басмы доступно даже тем, кто не имеет навыков в рисовании и не знаком с резьбой по дереву. Предположим, что нужно изготовить басменный рельеф для рамки. За основу можно взять любой отрезок багета с рельефным узором. Прежде всего, точно определите границу раппорта, то есть повторяющиеся части узора. Руководствуясь ими, склейте из картона узкую рамку и прикрепите ее к багету с помощью пластилина. Участок рельефа, включенного в рамку, а также ее внутренние стенки смажьте вазелином с помощью кисти. Вазелин будет служить разделительным слоем, не дающим залитому в опалубку гипсу прилипать к стенкам и рельефу. Разведите в гипсовке 9 частей гипса в 7 частях воды. Вместо формовочного гипса можно использовать строительный (алебастр). Гипсовку легко сделать из старого резинового мяча. Мяч разрезают пополам, а затем укрепляют на подставке. Резиновая гипсовка удобна тем, что после работы из нее легко удаляется засохший гипс: достаточно легкого нажима на гибкие стенки. Гипсовый раствор залейте в опалубку из картона. Примерно через 20–30 минут, когда гипс затвердеет окончательно, снимите с багета пластилин и опалубку. Осторожно отделите гипсовую модель матрицы от рельефа. Вырезав сбоку два конических отверстия для направляющих штырей, высушите гипсовую модель. Чтобы она не впитывала влагу, покройте ее несколько раз масляным лаком или эпоксидным клеем. При работе с клеем не забывайте соблюдать все необходимые меры предосторожности. Каждый последующий слой лака или клея наносится только полного высыхания предыдущего слоя на гипсовую модель. Готовая к отливке гипсовая модель матрицы должна иметь легкий глянцевый блеск. Гипсовую модель матрицы по деревянной модели отливают так же, как и по готовому рельефу на багете. Обработанную лаком или эпоксидным клеем деревянную модель кладут на ровную поверхность и укрепляют вокруг нее бортик из пластилина. Смазав вазелином рельеф и стенки бортика, вливают гипсовый раствор. Как только он затвердеет, бортик удаляют и отделяют гипсовую модель матрицы от деревянной модели рельефа.
Отливка матрицы
По гипсовой модели матрицу отливают из бронзы или цинка в простейшей литейной, так называемой открытой форме (более подробно рассказано в главе «Художественное литье»). Ее опока представляет собой коробочку, согнутую из жести от консервной банки. В опоку засыпьте тщательно перемешанную формовочную смесь, состоящую из 9 частей просеянного речного песка, 1 части сухого глиняного порошка и 0,5 части воды. Заполнив жестяную коробочку‑опоку доверху, снимите сверху линейкой лишнюю смесь. Модель матрицы припудрите тальком и вдавите ее в формовочную смесь. Утрамбовав смесь вокруг модели, добавьте свежую формовочную смесь, чтобы она была на одном уровне с верхней гранью модели и бортами опоки.
Рис. 5.10. Последовательность выполнения басменного рельефа: 1 – эскиз раппорта багета; 2 – изготовление гипсовой формы по модели (А) и по готовому багету (Б);3 – отделение гипсовой модели матрицы; 4 – формовка и извлечение модели из опоки; 5 – заливка формы металлом (получение матрицы); 6 – проработка деталей матрицы; 7 – изготовление пуансона штамповкой (А) и отливкой (Б); 8 – способ закрепления матрицы; 9 – тиснение басменного узора; 10 – крепление басмы на багете. Рисунки Г. Я. Федотова.
Чтобы извлечь модель из формы, в качестве подъема используют острое шило, которое вставляют в проколотое заранее углубление. Убедившись, что кончик шила достаточно надежно вошел в модель, поднимите его вверх по вертикали. Вместе с ним из формовочной массы будет извлечена модель матрицы. В песчано‑глинистой формовочной смеси должен остаться четкий обратный рельеф (контррельеф). Полученную литейную форму проще всего залить расплавленным цинком. Он довольно легко плавится в жестяной банке в муфельной печи или на костре, соблюдая меры пожарной безопасности (см. рис. 5.10, позиция 5). Когда металл остынет, матрицу нужно извлечь из формы и внимательно осмотреть: на нее поверхности могут оказаться мелкие раковины и наплывы, которые удаляют чеканкой. При этом используют чеканы с самой разнообразной конфигурацией бойков. Для дополнительной более четкой проработки деталей используют также зубильца и штихеля.
Изготовление пуансона
Получение оттиска на тонком листовом металле возможно только при наличии пуансона, представляющего собой контррельеф (обратный рельеф), все выступающие части которого точно соответствуют углублениям в матрице, и наоборот. Пуансон изготавливают из свинца. Если рельеф матрицы имеет глубину менее 1 мм, то пуансон делают из свинцовой пластинки с помощью штамповки. Пластинку накладывают на матрицу и равномерно ударяют по ней молотком до тех пор, пока мягкий металл не войдет в углубления матрицы, как бы в зеркальном отражении повторив все особенности ее рельефа. Пуансон с глубиной рельефа до 3 мм удобнее отлить. Матрицу положите на кирпич или каменную плиту и вылепите вокруг нее тонкую стенку из глины. Борта ее должны возвышаться над матрицей на толщину отливаемого пуансона. Расплавленный свинец залейте в глиняную опалубку доверху. Соблюдайте при этом меры безопасности, так как брызги расплавленного металла могут попасть на одежду и на открытые участки кожи. Работать необходимо в брезентовом фартуке и брезентовых рукавицах. На глазах защитные очки.
Как только металл окончательно остынет, опоку разрушьте и отделите пуансон от матрицы. Сваривания цинка или бронзы со свинцом опасаться не следует, потому что у цинка и бронзы более высокая температура плавления, чем у свинца. На свинцовом пуансоне вместе с контррельефом будут отлиты два направляющих штыря, обеспечивающих точность соединения его с матрицей в процессе выполнения тиснения (см. рис. 5.10, позиция 7 Б).
Получение оттисков
Чтобы матрица не смещалась во время работы, ее закрепляют на торце кряжа в вырезанном заранее углублении. Тонкий отожженный лист поместите между матрицей и пуансоном и, ударяя сверху равномерно киянкой, добейтесь, чтобы пуансон плотно вошел в матрицу. При этом тонкий лист металла, растягиваясь, точно передаст все особенности рельефа: изгибы, выступы, впадины. Получится своеобразная копия литого рельефа. Но пока это будет только отдельная часть узора в полосе (раппорт). Приподняв пуансон, передвиньте полоску из листового металла и выполните тиснение следующего ее участка. Выполнив, таким образом, оттиск вдоль всей полосы, внимательно осмотрите рельефный узор. Если его детали получились не совсем четкими, проработайте их инструментами, применяемыми в чеканке, – чеканами, гладилками, канфарниками (см. раздел чеканки «Инструменты и материалы»), подправляют углы, изготовляют фальцы и готовят басменный узор к дальнейшей сборке (см. рис. 5.7). Затем рельеф тщательно обрабатывают шлифовальной шкуркой и полируют.
Декоративная отделка
Готовый басменный рельеф декорируют так же, как и чеканный, покрывая его тонким слоем темной патины. Темный цвет патины приглушает чрезмерный блеск, мешающий восприятию рельефного узора, создает впечатление старого благородного металла. Алюминий можно тонировать коричневой или черной масляной краской. Краску наносят тонким слоем на поверхность рельефа и, не дожидаясь, когда она высохнет, тряпичным тампоном снимают часть краски, находящейся на выпуклых участках рельефа. Медь патинируют так называемой серной печенью. О том, как ее приготовить, подробно рассказано в главе «Чеканка» (см. параграф «Декоративная отделка металла»). Перед патинированием басму шлифуют, полируют, а затем отбеливают в 10 %‑ном растворе соляной кислоты. После отбеливания металл промывают чистой водой и сушат. Басму опускают в раствор серной печени и вынимают, как только будет получена нужная тональность окраски. Тонированную басму промывают водой, сушат, а затем полируют мелким порошком пемзы или полевого хвоща. Высветленные выпуклые участки металла зрительно усиливают глубину рельефа, делают его более выразительным.
Когда декоративная отделка будет закончена, по линиям, проведенным с помощью линейки, обрежьте края. Ширина рельефа должна равняться ширине углубления в багете, выструганного рубанком‑шпунтубелем или же выбранного на станке фрезой. Полоски с басменным рельефом можно прибить к деревянной основе мелкими гвоздями (как это делали в старину) или же приклеить эпоксидной мастикой. Ее изготовляют на основе эпоксидного клея, в который в качестве наполнителя добавляют сухой глиняный порошок, тертый кирпич, тальк, гипс, мел и т. д. Наполнитель добавляют в клей до образования однородной массы, напоминающую жидкую замазку или густую шпаклевку. Басменный рельеф с обратной стороны заполняют мастикой и вставляют в выемку багета, прижав сверху грузом. Через 2–3 часа, как только мастика схватится, груз можно снять. Окончательное отвердение мастики происходит примерно через сутки. Деревянные части багета зачищают шкуркой и тонируют морилкой в тон патины, нанесенной на басменный рельеф. В настоящее время при массовом производстве художественных изделий из металла применяется холодная листовая штамповка на прессах. Она позволяет с большой точностью воспроизводить авторский образец крупными сериями, дает возможность получать тонкостенные детали с чистой поверхностью одинаковых размеров и веса, не требующие никакой последующей доработки (см. рис. 5.2). Существенно повышается экономический эффект производства, так как исключены ручные операции и резко возрастает производительность труда. В процессе изготовления изделий высококвалифицированные ювелиры и чеканщики заменяются менее квалифицированными рабочими. Для листовой штамповки можно использовать металлы и сплавы, способные пластически деформироваться в холодном состоянии. Это, в первую очередь, драгоценные металлы – золото, серебро, затем цветные металлы – медь и ее сплавы (томпак, латуни), никелевые сплавы, алюминий и его деформируемые сплавы; черные металлы – мягкие, малоуглеродистые стали и некоторые легированные стали. Выполняется штамповка при помощи специальных инструментов – штампов, которые бывают различных конструкций, в зависимости от назначения, и состоят из рабочих элементов – пуансона, матрицы и вспомогательных частей – прижимов, снимателей, ограничителей, направляющих и др. Различают штампы простого действия, предназначенные для выполнения какой‑либо одной операции (вырезки, гибки и т. д.), и многооперационные штампы, которые могут выполнять несколько операций за один рабочий ход. Матрицы и пуансоны, как правило, изготавливают из инструментальной стали с последующей закалкой. Остальные вспомогательные части штампов отливаются из чугуна или стали (плиты) или их делают из конструкционных сталей.
Рельефная металлопластика
Фольга из тонкого листового алюминия, меди, латуни толщиной 0,2–0,3 мм – отличный материал для металлопластики, которую в отличие от чеканки выполняют не чеканами (процесс довольно трудоемкий), а выдавливают специальными довольно простыми инструментами – давильниками. На рисунке 5.8 показана рельефная накладка из станиоли, украшавшая корпус старинного грамофона. На рисунке 5.9 дано изображение иконы «Святое семейство», изготовленной в кустарных условиях в начале XX века с применением металлопластики, материал металлическая фольга и т. д. Есть публикации К. А. Скворцова о работах с фольгой (см. журналы «Школа и производство», № 12, 1990, № 5, 2005). Скворцов К. А. Работа с металлом. Методические разработки на примере изделий декоративно‑прикладного искусства. 5 класс. – М.: Школьная Пресса, 2007. – 80 с.: ил. – («Школа и производство. Библиотека журнала»; Вып. 31). Для работы с тонкой фольгой в качестве давильников (см. выше дифовочные работы) можно применять обыкновенные грифельные карандаши или шариковые ручки. Рельефы из фольги используют для оформления обложек альбомов, как основу оригинальных поздравительных открыток, ими можно украсить различные изделия в интерьерах – шкатулки, точеные блюда, декоративные маски (см. рис. 5.11) и многое другое. Такие рельефы включают в изделие или в виде целой пластины, или как композицию в дизайне интерьера из отдельных элементов (см. рис. 5.12). Изготовление масок. (Рис. 5.11). Оригинальные маски из фольги можно сделать из маленьких крышек из под сметаны и т. д. Есть небольшая заметка (Л. Д. Гуторова. Маски из фольги от молочных бутылок. «Наука и жизнь», № 7, 1978 год, с. 117). «Удивительная работа! Только вот никак не пойму, какая это культура?» – сказал тогда один искусствовед, осмотрев маски, представленные на фотографии. (Может это тоже металлопластика? – Е.М.). По мнению Гуторовой «неизвестной культуры» маски может делать каждый. Ведь она сама даже не очень‑то умела рисовать! Однажды Гуторова пришла в школу, в которой училась ее дочь, и показала свои работы (более 500 масок!) детям, рассказала, как она их делала. Некоторые из ребят увлеклись, и в «неизвестной культуре» начали намечаться новые ветви. Подробно расскажем, как их делать. Цветная алюминиевая фольга для декоративных масок должна быть достаточно пластичной: образовывать мягкие изгибы, без изломов и в то же время хорошо сохранять приданную ей форму. Очень хороша фольга толщиной 0,2 мм, более тонкая плохо сохраняет форму, более толстая требует специальных инструментов. Не следует слишком тщательно разглаживать фольгу перед работой – от этого уменьшается ее пластичность, а некоторые неровности даже помогают увидеть черты будущей маски. Для изготовления маски не нужны какие‑нибудь подкладки или фиксирующие установки. После того, когда нанесен рисунок, под тонкую фольгу подкладывают пальцы. Стержнем шариковой ручки наносят общие контуры – глаз, бровей, ноздрей и губ. Бороздки не должны быть слишком глубокими, чтобы при необходимости можно было изменить рисунок. Крупные детали – лоб, глазные впадины, нос, щеки, подбородок – выдавливаются пальцами и ногтями. Излишек фольги формируют в складки у носа и губ, морщины, бороду и усы. Обычно эти излишки образуются именно там, где на лице расположены складки и волосы. Маску можно оставить плоской, особенно если черты лица монголоидные, можно придать ей скульптурность, сгибая по средней линии и формируя щеки и скулы. Мелкие детали – зрачки, ноздри, веки, волосы, зубы, элементы узора – выдавливаются стержнем шариковой ручки с изнанки. Тогда в образовавшемся желобке, после копчения маски, копоть ляжет аккуратнее. Можно украсить маску орнаментом или слегка смять те места, которые желательно сделать темными. Маску осторожно промывают с мылом, чтобы очистить от жира, высушивают, покрывают копотью над пламенем свечи, а затем копоть удаляют, оставляя ее в желобках и складках, подчеркивая черты лица и орнамент. Несколько минут труда, немного терпения и фантазии – и на свет появляется суровый рыцарь, пират или античный мудрец и т. д. Готовое изделие можно покрыть прозрачным лаком, чтобы зафиксировать копоть и дополнительно украсить маску или другое декоративное изделие художественной масляной краской. При изготовлении крупных масок вместо шариковой ручки нужно использовать более толстые стержни, лучше из дерева или пластмассы. Кроме того, в глубине широких складок, где нужно оставить копоть, следует нанести дополнительные бороздки или слегка смять фольгу. Теперь можно вставить готовое изделие в овальную или прямоугольную рамочку, например, из ажурного пропильного металла, дерева и т. д. и украсить свой интерьер. Фольга применима и в живописи. В. Куренков известен как художник‑путешественник, он пользуется использованной типографской фольгой для своих этюдов. Масляные краски хорошо ложатся на гладкий, не требующий предварительной грунтовки лист, позволяя наносить широкие легкие мазки. К тому же это материал, по сравнению с холстом и картоном, привычные для художников, не выдерживают кочевой жизни и нередко подводят, сводя на нет всю работу. К тому же оказалось, что фольга хорошо «держит» красочный слой. Легкая и удобная в транспортировке фольга не намокала и не горела. Но главное – придает какую‑то особую прозрачность, акварельность картинам, вроде просвечивает сквозь масляную живопись. Именно на фольге Коренков выполнил почти всю свою серию «Талые воды». Впрочем, то же самое относится к циклам «Север», «Мещера», «Крыши под снегом», «Москва». Подробнее можно ознакомиться: Ю. Кириллова. В походе с этюдником. // «Наука и жизнь, № И, 1989. Технология изготовления металлопластики по сравнению с чеканкой проще и производительней. Поэтому ею часто пользуются мастера‑художники для обработки и более толстых листовых материалов, когда отведенное для выполнения работы время ограничено, а к изделию не предъявляют особенно высоких требований (см. рис. 5.12–5.14).
Рис. 5.11. Маска. Алюминиевая фольга, тонировка.
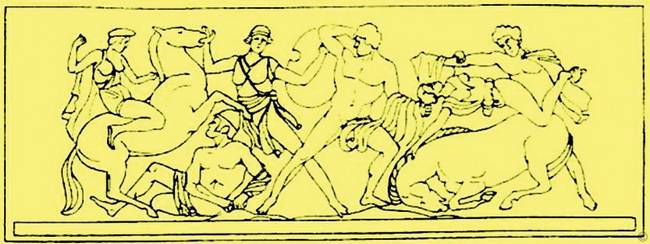
Рис. 5.12. Эскиз на бумаге. «Кони на водопое».
Рис. 5.13. Выдавливание рельефа карандашом на фольге: а – на кипе газет; б – на мягкой резине.
Рис. 5.14. «Кони на водопое». Алюминий. Металлопластика. Автор К. А. Скворцов.
Последовательность работы остается прежней, но карандаши и шариковые ручки, иногда заменяют стальными калеными инструментами с гладкой полированной поверхностью, иногда для давления используют вращающийся ролик или шарик. Трудно поддающиеся деформации заготовки продавливают специальным инструментом с удлиненной рукояткой, которая позволяет прижимать инструмент плечом и за счет этого усиливать давление на металл.
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-01-14; просмотров: 394; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.12.36.30 (0.063 с.) |