Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Техника безопасности при производстве чеканных работ
Художественная обработка металла при умелом обращении с инструментами, приспособлениями и реактивами доставляет удовольствие, знание некоторых правил делает эту работу безопасной. В самом начале определите свое рабочее место. Это должен быть верстак с закрепленными тисками и отрегулированный по высоте. Обязательно хорошее освещение и наличие вытяжки. Нужен шкаф с инструментами и особо хорошо закрываемый шкаф с реактивами, который должен храниться в отдельном помещении (лаборантской или инструментальной, исключающий доступ учащихся). Причем сыпучие вещества (сухие) должны находиться на верхних полках, а жидкости – внизу, чтобы уменьшить возможный риск. Известно, что для патинирования и оксидирования чеканных рельефов применяются химические реактивы и надо уметь их хранить и ими пользоваться. Например, может появиться открытое пламя, если расположить рядом с азотной кислотой бензин или скипидар. Все емкости, где хранятся реактивы, должны быть подписаны, неизвестные реактивы уничтожаются. Кислоты могут быть очень опасны, если не знать, как с ними обращаться. Наиболее сильный ожог дает смесь соляной и азотной кислот («царская водка»). Кислоты опасны и своими испарениями, особенно при нагревах, и хранить их лучше за пределами рабочего помещения (лаборантской). Эти испарения кислот не только затрудняют дыхание, но и вызывают коррозию стальных предметов и оборудования. Кислоты хранят в толстостенных сосудах, а смешивать необходимо в тонкостенных, т. к. при реакции выделяется большое количество теплоты, его выдерживает только химическая тонкостенная посуда. Кислоту при необходимости вливают в воду, а не наоборот, используя при этом стеклянную палочку (на нее льют) с резиновым кольцом на конце, чтобы не разбить стеклянную посуду. По палочке кислота льется в воду без брызг. Если кислота попала на кожу, это место промывают под струей холодной воды, затем накладывают марлевую повязку, пропитанную 25 %‑ным раствором питьевой соды. Через 10 минут повязку снимают, подсушивают мягкой тканью и смазывают глицерином. Если кислота разлилась на пол, ее сразу убирают, посыпают песком место разлива, выметают, обрабатывают (моют пол) раствором соды 10–15 %. После патинирования использованные кислоты нейтрализуют содовым раствором и сливают в канализацию.
Свинец, применяемый в виде вязкой основы для вытягивания рельефа чеканки, вреден своими пылевыми частицами, которые попадают в основном через грязные руки. После работы со свинцом, который может накапливаться в организме и вызывать отравление, необходимо мыть руки 1 %‑ным раствором уксусной кислоты.
Глава 5. Басма. Рельефная металлпластика
Общие сведения
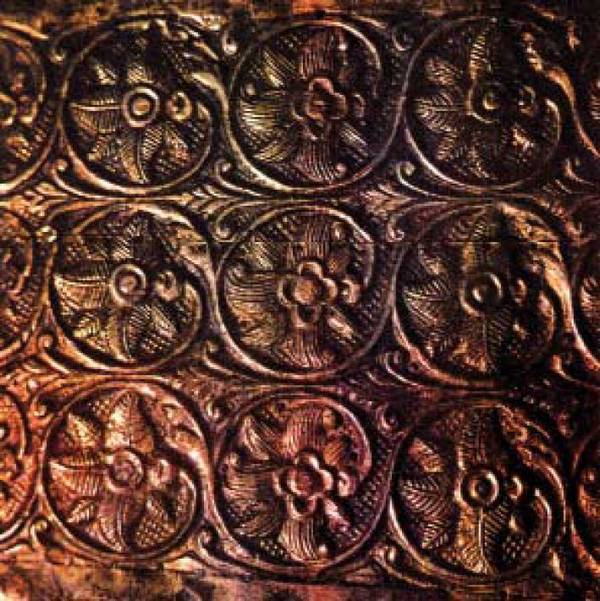
Рельефная металлопластика и басма намного проще ручной чеканки, не требуют большого количества специальных приспособлений. Правда, басма по сравнению с металлопластикой не так выразительна, но это можно поправить, доведя басму до завершенного вида чеканными инструментами. Басменные узоры часто применяют для изготовления серии совершенно одинаковых мебельных ручек, значков, эмблем, багета, идущего на отделку карнизов и рам. С XII века применяли басму до начала XX века церковные мастера для изготовления окладов икон, книжных переплетов, сундуков, ларцов и т. д. (рис. 5.1).
Рис. 5.1. Басма. Старинный орнамент.
Примерно в 80‑х годах прошлого века басма снова стала востребованной. Материал для басмы выбирают тот же, что и для чеканки. Единственное ограничение – толщина листов должна быть не более 0,3 мм. В Древнюю Русь басма пришла из Средней Азии и в переводе с тюркских языков означает «тиснение, оттиск» и еще до нашествия монголов распространилась так широко, как ни в одной другой стране. Ее техника отличается простотой и технологичностью приемов исполнения. Суть их заключалась в том, что тонкие металлические листы клали на отлитую заранее из бронзы матрицу с рельефным изображением. Сверху лист закрывали свинцовой пластинкой, по которой с силой ударяли молотком. Свинец заполнял углубления матрицы. Под его давлением мягкая фольга растягивалась и, ложась на поверхности рельефа, точно передавала все его особенности. Уже в I тыс. и. э. славянские мастера использовали технику басмы для изготовления поясных бляшек, накладок, височных колец, и других украшений. Также, как и литье, басма давала возможность получать большое количество рельефных одинаковых изображений, то есть тиражировать изделия. Внешне басменный рельеф мало чем отличается от литого. Поскольку на его создание уходит меньше металла, он гораздо легче. Экономия металла, особенно золота и серебра – одна из основных причин, способствовавших широкому распространению техники басмы в Древней Руси. При раскопках древнего Новгорода в культурном слое XII века на усадьбе художника Олисея Петровича Гречихина был найден фрагмент ризы для большой иконы с басменным тиснением по мягкой бронзе. Сохранились иконы XIII–XIV веков из Суздаля, декорированные серебряными и золотыми орнаментами с тонкой проработкой деталей.
В фондах Казанского краеведческого музея хранится большое количество блях, изготовленных волжскими болгарами в XII–XIII веках. На территории Древней Руси во Владимирско‑Суздальской земле были найдены матрицы для штамповки золотых и серебряных бляшек. Приходим к выводу, что штамповка басменных изделий – древняя технологическая операция. А первые штампованные изделия, по мнению археологов, относятся к VII–IV векам до н. э., когда скифы применяли штампы для изготовления декоративных бляшек из золота и серебра, а затем украшали ими свою одежду и сбрую коней. Большое количество золотых бляшек, изготовленных скифами способом штамповки, хранится в золотом фонде Государственного Эрмитажа. Нередко древние мастера сочетали басму с чеканкой. При этом басменный рельеф был вспомогательным и служил как бы канвой, по которой выполнялась чеканка. Порой рельефы, выполненные в смешанной технике, трудно отличить от изначально чеканной работы. Мастера такой прием называли басмой на чеканное дело. В этой технике выполнены серебряные оклады икон Донской Богоматери и Одигитрии (конец XIV – начало XV века), хранящиеся в Загорском музее. Одной из вершин русской басмы является оклад иконы Дмитрия Солунского, выполненный в 1586 году. На нем древний мастер изобразил сложные многофигурные композиции, объединив их в единое целое традиционным басменным орнаментом в виде извивающихся растительных побегов, в изгибах которых расположил причудливые цветы. Излюбленный традиционный орнамент служил декоративным своеобразным фоном, объединяющим клейма – многофигурные композиции, изображающие сцены христианской мифологии. В XVII веке мотив вьюнка с пышными цветами в завитках постепенно исчезает. Позднее художники стали разрабатывать и развивать новые темы орнаментального декора. В XIX веке басму вытесняет штамповка (см. рис. 5.2), более производительная и дешевая по себестоимости техника. Отдельные мастера, близкие к старообрядчеству, работали в технике ручного тиснения впредь до начала XX века. «Были попытки возродить технику басмы и у отдельных ювелирных фирм в XIX – начале XX века, например «Товарищество П.И. Оловянишников и Сыновья». Электронная версия. Православная энциклопедия // под ред. Патриарха Московского и всея Руси Алексия II, – М., 2008. Рассмотрим простой пример. Всем с детства известно, если на монету положить бумагу, а еще лучше фольгу и потереть мягким карандашом, на ней можно получить отпечаток – копию. Такая технология получения отпечатков называется басменным тиснением, а сами листы с изображением – басмой.
Рис. 5.2. Басменное тиснение (штамповка): I – с помощью твердой матрицы: 1 – матрица; 2 – заготовка; 3 – прокладка; II – с помощью молотка и матрицы; III – пробивка фигурных отверстий (в паре); 4 – пуансон.
|
||||||
|
|
Последнее изменение этой страницы: 2021-01-14; просмотров: 230; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.69.128 (0.008 с.) |