Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Современное оборудование для гравирования
В настоящее время для массового производства граверных изделий в дизайне используют гравировально‑копировальные, рельефно‑копировальные и иные машины. Гравировально‑копировальные машины при помощи специального шаблона производят резцом не только плоскостное гравирование, но и гравирование на необходимую глубину. Одной из сложных копировальных машин является пантограф с алмазным резцом, который с помощью специального приспособления может пропорционально уменьшить формы рисунка на изделиях (рис. 6.39).
Рис. 6.36. Стадии выполнения обронной работы: 1 – закрепление рисунка гравировальной иглой; 2 – гравирование контура шпицштихелем; 3 – выборка фона болштихелем; 4 – проработка деталей рельефа; 5 – полировка рельефа; 6 – матирование фона. Рисунки Г. Я. Федотова.
Рис. 6.37. Три орнамента начинающим мастерам.
Рис. 6.38. Работа кубачинских школьников и учащихся СПТУ.
Рис. 6.39. Гравировально‑копировальный станок с пантографом: 1 – колонка для вертикального перемещения пантографа, 2 – суппорт пантографа, 3 – главный шарнир, 4, 7 – рукав пантографа для монтажа при работе в масштабе, 8 – шпиндель для крепления резца, 9 – гравировальный резец, 10 – опорный кронштейн, 11 – направляющий копир, 12 – зажимной винт копира, 13 – микроскопический винт точной установки, 14 – острие для обводки шаблона, 15, 16 – шаблонодержатели, 17 – рукоятка для вертикального перемещения пантографа, 18 – зажимной винт, 19 – шарнир, 20 – регулируемый балансир.
Наличие этой машины дает возможность воспроизводить фигурные и портретные композиции в уменьшенном виде, используя в качестве шаблона крупные авторские оригиналы. При этом получаются уменьшенные рельефы, воспроизведенные на стали и пригодны для применения их в качестве пуансонов‑переводников для штамповки серийных изделий из меди, алюминия, и др. металлов. Гравировально‑фрезерные плоттеры МЕ‑500 и ME‑650 (сделано в Японии). Mimaki – это универсальные настольные гравировально‑фрезерные машины для вырезания трехмерных объектов и гравирования пластин с использованием плоской векторной графики. Обрабатываемые материалы: пластики, акриловое стекло, композитные материалы, дерево, резина, легкие металлы (алюминий, латунь) и др.
Применение: Благодаря высокой производительности и точности, оборудование нашло применение во многих областях производства, таких как: визуальная реклама (фрезеровка объемных букв, рельефных изображений, указателей, табличек, логотипов), полиграфия (штампы для тиснения и конгрева), декоративная резка по дереву, ювелирное дело, тароупаковочное производство (макеты для вакуумной формовки). Модельный ряд Mimaki серии ME представлен двумя моделями: МЕ‑500 и МЕ‑650, различающимися только размером рабочей области. Просвет 60 мм по оси Z делает граверы серии ME пригодным для обработки толстых материалов. Поддерживается индустриальный стандарт – язык HP‑GL фирмы «Hewlett‑Packard», совместимый с рекламным и конструкторским IIO. Для сглаживания и ускорения 3D‑обработки применяется 3‑осевая интерполяция в дизайне. Преимуществами гравировально‑фрезерных плоттеров ME являются: жесткая конструкция и прецензионный контроль сервопривода по всем осям (X, Y, Z), программное управление высотой шпинделя для многопроходной обработки, сенсор поверхности заготовки для калибровки положения инструмента, возможность отрисовки траектории инструмента для тестирования, а также система удаления стружки и система охлаждения для смазки рабочего инструмента. Мобильный пульт обеспечивает удобное управление гравером. Лазерные граверы «Halk Mini». Эти граверы малой серии применяются для изготовления такой продукции как: Таблички на двухслойном пластике Бэджи: бирки, номерки, печати, штампы, шильды; гравировка на двухслойной пленке, которая применятся для наклеивания на наградные кубки, плакетки, упаковку, медали и др. Гравировка сувенирной продукции; гравировка на ручках; гравировка на зажигалках. Изготовление эксклюзивной сувенирной продукции. Изготовление POS (Points of Sales) материалов: подставок под ценники, подставок под товары, рекламных указателей и т. д. Основные достоинства лазерных граверов: высокое качество технологического процесса, скорость, гибкость, минимальные затраты материала. При резке лазером отпадает необходимость механического закрепления заготовки ввиду отсутствия динамических или статических воздействий, резка осуществляется сфокусированным излучением. Данное оборудование высокорентабельное.
Надежная фиксация зеркал, позволяет весь срок службы лазерного излучателя, обходится без дополнительной их настройки. А при правильной замене лазерного излучателя обойтись небольшой 5 мин настройкой. Все вертикальные зеркала имеют возможность настройки по трем координатам. Надежный открытый роликовый механизм каретки легко поддается чистки, а после износа легко заменяется. Стол оборудован удобным прижимным механизмом для фиксации объемных предметов. Встроенная вытяжка позволяет удалять продукты сгорания. Отличительная особенность данной модели от SK40, заключается в том, что она имеет облегченную возможность настройки фокусного расстояния, тубус с обдувом линзы и механическую систему от Японской компании Seiko. Лазерные граверы данной серии оснащены водяным охлаждением. В комплекте с граверами поставляется программа Newly Draw 1.3, позволяющая не только гравировать, но и вырезать выгравированное или любое другое изображение импортированное из Corel Draw или Auto Cad. В комплекте с лазерными граверам «Halk Mini» поставляется стандартно одна программа для гравировки – Newly Seal 11, и две программы поставляется бесплатно, как бонус. Программа Newly Draw 1.3 позволяет гравировать и вырезать различные растровые и векторные изображения, ознакомится с инструкцией на данную программу вы можете в Интернете. Программа Corel Assistant разработана российскими разработчиками специально для лазерных граверов Halk mini. Программа позволяет работать из под Corel Draw.
Отделочные работы
Самый простой вариант отделочных работ – полирование выпуклых элементов по окончании гравирования. Предназначенную для гравировки поверхность металла зачищают мелкозернистой наждачной бумагой и полируют полировочной пастой ГОИ. Полировочную пасту можно заменить масляной краской – окисью хрома, энергично растирая ее на металле кожаным тампоном или просто куском кожи. Углубленные участки при необходимости полируют деревянными палочками с нанесенной пастой ГОИ. Интересный эффект получают контрастированием полированных выпуклых мест и матовых углублений и наоборот – полированных прорезей на матовом фоне. Можно произвести матирование фона при помощи разнообразных матиков. Фон каждого изделия прорабатывают матиками с одинаковой насечкой рабочей части. Самим же рабочим частям матиков, в целях повторения сложно изогнутых контуров изображения, придают различную форму.
Чернение
Очень древний и часто неотделимый от представления о гравировке и декоративной отделки ювелирных украшений из драгоценных металлов способ отделки это чернь. Она применяется уже тысячи лет. Изделия, покрытые чернью, обнаруживались на территории нашей страны при раскопках курганов Северного Приморья. Находки датируются VIII–V веками до н. э. Сущность этого процесса сводится к нанесению на необходимые части украшения легкоплавкого сплава черного цвета – непосредственно черни. Этим способом украшают изделия из золота, серебра и различных сплавов меди. Приготовление и нанесение черни – процесс очень кропотливый, но его результат воздает сторицей.
Для приготовления черни следует запастись графитовым тиглем с крышкой и следующими материалами: чистые серебро, медь и свинец, желтый порошок серы тонкого помола. В качестве флюса можно применять буру, хлористый аммоний или поташ с поваренной солью. Исходными веществами для приготовления черни служат сернистое серебро, сернистая медь и сернистый свинец. Их получают сплавлением чистых металлов с серным порошком в графитовых тиглях при температуре 300–400 °C. Для выхода одного килограмма черни необходимо сначала получить сплавлением сернистые соединения серебра, меди, свинца. Соблюдают следующие пропорции: 1) сернистое серебро: на 97,8 г чистого серебра – 20 г порошка серы; 2) сернистая медь: на 800 г чистой меди – 250 г порошка серы; 3) сернистый свинец: 837 г свинцовой стружки и 163 г серы. На следующем этапе полученные отдельно сернистые соединения металлов измельчают в порошок, и смешивают в пропорции: 111,2 г сернистого серебра; 466,6 г сернистой меди; 422,2 г сернистого свинца, а затем засыпают в холодный графитовый тигель, покрывают слоем сухого древесного угля. Сплавление производят в разогретой от 650 до 800 °C муфельной печи. Через 30–40 минут после начала плавки в тигель добавляют флюс – 284 г хлористого аммония (нашатырь), после чего дальнейшую плавку продолжают, накрыв тигель крышкой. Когда состав полностью расплавится, его достают из печи и выливают в подогретую до 300 °C свинцовую посуду (изложницу), вместе с которой сплав медленно остывает. Готовая к применению считается чернь, измельченная в тонкий порошок. Наносят чернь на тщательно подготовленную поверхность, т. е. с углубленным гравированным рисунком. Гравированный рисунок выполняется без глянца для лучшего сцепления черни с металлом, из которого изготовлено изделие. Глубина рисунка колеблется в пределах от 0,2 до 0,3 мм и зависит от размеров изделия и площади углубления. Поверхность изделия, которая не предназначена для покрытия чернью, полируется, она не должна содержать в себе рисок, царапин и других дефектов. Сама же подготовка заключается в шлифовке мельчайших неровностей тонкой шкуркой и смачивании поверхности водным раствором поташа, буры и поваренной соли. На влажную поверхность насыпают порошок черни и дают поверхности просохнуть. Окончательное закрепление черневого состава происходит в муфельной печи при температуре 300–400 °C.
Можно наносить чернь и мокрым способом. Такая чернь представляет собой пастообразную кашицу, разведенную раствором хлористого аммония, буры и поваренной соли. В этом случае чернь наносится кисточкой или шпателем, что заведомо удобней, при этом чернь попадает лишь в те места, где вы желаете ее иметь. Чтобы чернь ровнее легла на металл, поверхность углублений должна быть предварительно обезжирена. Углубления должны быть заполнены черневой массой до краев, причем массу слегка утрамбовывают шпателем, им же снимают и излишки черни. Затем фильтровальной бумагой или ватным тампоном удаляют излишки влаги из черни. Если чернь попала в ненадлежащее ей место, то ее аккуратно удаляют. Далее следует предварительная просушка на печи, в результате которой из смеси выпаривается вода. Просушенные изделия помещают в печь и обжигают в тех же условиях, при 300–400 °C. Ход процесса, происходящего в печи, нужно внимательно контролировать, потому что при перекаливании имеющаяся в расплаве сера выгорает, и чернь становится пористой. Брак исправляют нанесением в дефектные места новой порции черни с последующим обжигом в печи. Совершенно нормально, если расплав черни выйдет за рамки углублений на поверхность. Эти, вполне естественные, недостатки аккуратно зачищают шабером или опиливанием напильником до проявления рисунка. Для опиливания ювелирных украшений используются мелкие надфили или рифели. Чтобы не повредить контуры изображения, сразу после его вырисовывания грубую зачистку прекращают и дальнейшую шлифовку производят тонкой шкуркой. По замыслу, в конце фон можно либо отполировать, либо матировать матиком или чеканом‑конфарником. При желании гравированные изделия можно полностью или частично окрашивать в различные цвета. Участки металла, не предназначенные для окраски, покрывают плотным слоем лака. Например, если решено фон орнамента сделать темным, то покрывают лаком все части орнамента, за исключением фона. После окраски в специальном составе фон почернеет. А можно, наоборот, покрыть лаком фон, тогда окрасится сам орнамент. О том, как произвести окраску и патинирование, можно прочитать в главе «Чеканка» (см. параграф «Декоративная отделка металла»). В заключении хочется отметить, что чернь, хотя и тесно ассоциируется с гравировкой, великолепно смотрится и в художественной отделке литых, чеканных, басменных и других изделий с рельефной поверхностью, а также в ювелирном деле.
Глава 7. Граверно‑медальерное искусство
Общие сведения
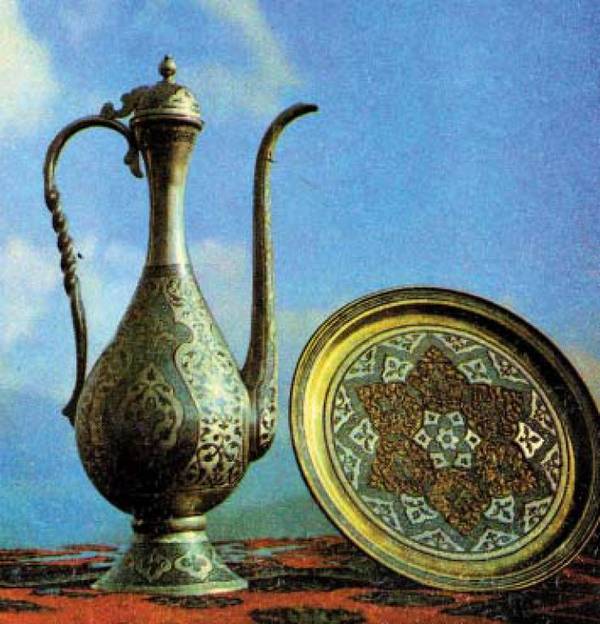
Монеты, медали нагрудные и медали юбилейные, камеи и некоторые ювелирные изделия, украшенные узорами металлическая посуда и оружие – вот далеко не полный перечень произведений граверно – медальерного искусства, с которыми нам приходится встречаться достаточно часто. Граверно‑медальерное искусство было любимым увлечением не только многих живописцев, скульпторов, но и людей весьма далеких профессий (даже одна из русских цариц в качестве своего рукоделия избрала медальерную резьбу).
Кстати, на художественно‑графическом факультете Нижнетагильской Государственной социально‑педагогической академии граверным и граверно‑медальерным искусством с одинаковым успехом занимаются и юноши и девушки (см. рис. 7.1–7.3).
Рис. 7.1. Шкатулка. Сталь, гравирование, полировка, химическое воронение. Работа В. Шишкина. НТГСПА.
Рис. 7.2. Женское нагрудное украшение. Медь, гравирование, химическое тонирование. Работа Л. Хомяковой. НТГСПА.
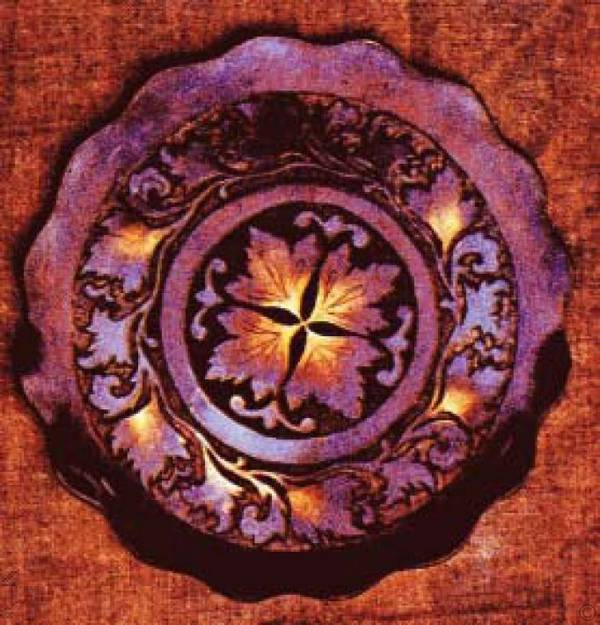
Рис. 7.3. Декоративная тарелочка. Латунь, гравирование, химическое тонирование. Студенческая работа. НТГСПА.
В этой небольшой главе будет рассказано о некоторых секретах граверно‑медальерного мастерства. Следует только заметить, что быстрых успехов добьется тот, кто уже умеет пользоваться слесарным, чеканным и гравировальным инструментом, кто знаком с работой на металлорежущем станке и гравировальном плоттере с программным управлением, и на пантографе. Создание некоторых предметов невозможно, например, без использования сверлильных и токарных станков. Без умения нарезать резьбу или, скажем, паять. В граверном деле, как нигде, успех работы и ее трудоемкость зависят от безупречной подготовки инструмента и от знания законов резания. Поэтому именно на эти моменты в статье будет сделан наибольший упор. Медаль (франц. medaille, от итал. medalia), металлический знак круглой, прямоугольной или другой формы, плоский, различного размера, с двусторонним изображением и (или) надписью в память о каком‑либо событии, деятеле или месте. Большинство медалей из золота, серебра, бронзы. Медали были известны в Древнем Риме, но общепринято, что искусство изготовления медалей началось в XIV–XV веках (Италия, Византия). Ее создателем является Антонио Пизано, или Пизанелло (1397–1455). Не являясь непосредственным изобретателем медали, он выдвинул ее как независимый вид искусства. Пизанелло, резко порвав с традицией, создал совершенно новое, своеобразное искусство, мало имеющее общего, как с монетами античности, так и с теми медалями, которые изготовлялись до него в Италии. Медаль Пизанелло не носит характера монеты. Изготовленная из бронзы или свинца, его медаль ценна исключительно своими художественными достоинствами. Крупные по размеру медали Пизанелло выполнены в технике литья с последующей доработкой штихелями, пуансонами и чеканами, что придает им особую выразительность. Медаль – отчеканенная или отлитая из металла миниатюрная художественная барельефная композиция. Лицевая сторона медали, на которой помещается портрет или главное изображение, называется аверсом, противоположная сторона, дополняющая содержание первой, – реверсом. Наиболее распространенная величина медали – от 60 до 80 мм – определяется размером ладони. Знатоки кладут медаль на ладонь и рассматривают тончайшую игру света на рельефе. По характеру содержания и технике исполнения к медалям близки плакеты или плакетки (в зависимости от размера), но в отличие от медалей они чаще имеют прямоугольную форму. Плакеты, как правило, имеют изображение только с одной стороны. Медаль как государственная или общественная награда вручается за особые заслуги, храбрость, значительные достижения в области науки, культуры, спорта, в память о юбилейных датах, об участии в каких‑либо событиях. Первые произведения русского медальерного искусства относятся к X–XI векам. В этот период русские резчики стали изготовлять штемпели для чеканки золотых и серебряных монет киевских князей. Работа над такими штемпелями требовала чисто медальерных композиционных задач. Учитывая опыт византийских резчиков, русские мастера разработали собственные монетные типы. Монетный тип «златчиков и сребрянников» X века складывался из портрета князя Владимира и изображения Христа‑вседержателя, а монет XI века – из портрета князя и родового знака Рюриковичей. Эпиграфика киевских монет хорошо сочетается с изображениями. Что касается портретов, то они представляют собой наиболее оригинальные ранние памятники русской портретной иконографии. Древние фальшивомонетчики, наносившие ущерб государственному денежному обращению, оказали определенную услугу историкам. Дело в том, что на монетных дворах после выпуска определенного количества монет все специальное оборудование уничтожалось, а фальшивомонетчики, естественно, долго хранили свои штемпели в тайниках. Обнаруженные много веков спустя подпольные монетные мастерские позволили получить более полное представление о технических приемах раннего монетного производства. Наградные воинские медали своим рождением обязаны России. Их стали делать еще при Петре I, положив в основу старую русскую традицию жалования за ратные подвиги «золотыми». На протяжении нескольких десятилетий Россия была единственной страной, в которой произведения медальерного искусства служили массовыми воинскими наградами. Лишь ко времени наполеоновских войн примеру России последовали другие страны Европы. В Российской империи существовали медали: «За Полтавскую победу» (1709), «За победу при Франкфурте‑на‑Одере» (1760), «За победу над шведами на водах финских» (1789), «На заключение мира с Швецией в 1790 г.» (1790), «За победу при Прейсиш‑Эйлау» (1807), «За взятие Базарджика» (1810), «В память Отечественной войны 1812 г.» (1813) и т. д. (см. рис. 7.4, 7.5).
Рис. 7.4. Медаль «За Полтавскую баталию». 1709 г. Россия. Отдел нумизматики Эрмитажа.
Рис. 7.5. Константиновский рубль. 1825 г. Россия. Отдел нумизматики Эрмитажа.
Золотая медаль. «За особые успехи в учебе», вручается с 1992 выпускникам средних общеобразовательных школ и профессиональных учебных заведений Российской Федерации. Золотой медалью награждались выпускники русских гимназий (после 1820 г.) и средних школ СССР (после 1944 г.; положение о золотой медали и ее названия менялись). С 2009 года упразднены льготы на поступление в вузы выпускникам, получившим в школе золотую медаль за отличную учебу.
|
|||||||||
|
|
Последнее изменение этой страницы: 2021-01-14; просмотров: 124; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.12.161.77 (0.035 с.) |