Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
РЕМОНТ центробежных насосов различных типов. Особенности разборки и сборки.
Ремонт насосных агрегатов, как и любого оборудования тепловой электрической станции, проводится по планово-предупредительной системе. Различают два вида ремонтов насосов: текущий и капитальный. При текущем ремонте производят осмотр агрегата и ликвидируют мелкие дефекты, выявленные в процессе эксплуатации или проверки. Капитальный ремонт насосов производят для восстановления первоначального состояния агрегата. Длительность простоя насоса в ремонте в основном зависит от подготовки к ремонту и организации самих работ. Большое значение имеет четкая информация о дефектах насосов, обнаруженных в процессе эксплуатации обслуживающим персоналом. В объем ремонтных работ при капитальном ремонте обычно включается следующее: смена деталей и узлов, не замененных в предыдущих ремонтах, но подлежащих замене; смена деталей, которые изнашиваются за промежуток времени между ремонтами; проведение модернизации и реконструкции узлов или деталей оборудования. Имеется еще один вид ремонта — это ремонт агрегата после аварии (аварийный). Обычно он по объему мало отличается от капитального ремонта. При хорошей эксплуатации аварийные ремонты бывают очень редко. При проведении любых ремонтных работ весьма важно, чтобы в них участвовал обслуживающий персонал. Поэтому машинист насосной установки должен иметь представление о методах ремонта и знать основные приемы ремонтных работ. Основными деталями насосов, которые часто подвергаются ремонту, являются подшипники, муфты, детали проточной части насоса, валы, крепежные детали, грунд-буксы. В подшипниках скольжения наиболее быстро подвергается износу трущаяся поверхность вкладыша. Перед ремонтом подшипника скольжения снимают крышку корпуса насоса, в результате чего появляется возможность доступа к вкладышу подшипника. Для определения степени износа вкладыша и объема ремонта обязательно измеряют боковые зазоры между валом и нижней половиной вкладыша обычным щупом. Величину зазора в вертикальном направлении проверяют с помощью специальной скобы или свинцового оттиска. Снятые детали подшипника тщательно очищают и осматривают, чтобы обнаружить трещины, выкрашивание и другие повреждения. Небольшие повреждения баббитной заливки вкладышей ликвидируют путем местной наплавки. Если износ вкладыша большой, то его перезаливают или заменяют новым.
После ремонта подшипника обязательно проверяют плотность прилегания вкладыша подшипника к шейке вала. Для этого ее смазывают краской и проворачивают во вкладыше: по нормам должно быть не более двух пятен на 1 см2. Если это не так, поверхность вкладыша или корпус подшипника пришабривают. Установка все возможных прокладок под вкладыш для лучшего прилегания не допускается. При ремонте подшипников осматривают и в случае необходимости ремонтируют систему смазки подшипников и систему охлаждения масла. Наиболее часто засоряются трубопроводы охлаждающей воды. Для устранения этого дефекта промывают канал слабым раствором соляной кислоты.
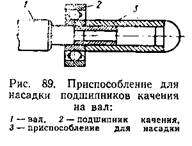
Осматривая подшипники качения, особое внимание уделяют состоянию сепараторов и обойм. Обязательно замеряют величину радиального зазора в подшипнике и проверяют плотность посадки внутренней обоймы в корпусе. Если на сепараторе или обойме есть трещины, выбоины, неровности, то подшипник немедленно заменяют. Тщательно проверяют в подшипнике дорожки качения. Признаком их износа являются местные потемнения, которые при работе превращаются в скопления мельчайших трещинок и в дальнейшем подшипник выходит из строя. Часто вместе с подшипником выходит из строя вал, что является сложной аварией, поэтому допускать даже кратковременную работу подшипника с неисправной дорожкой качения нельзя. Ремонт подшипников качения сводится к их замене. Для этого подшипник 2 (рис. 88) снимают с вала 1специальными приспособлениями 3 осторожно, чтобы не испортить посадочное место подшипника. Подшипники качения сажают на вал насоса с натягом. Если при демонтаже подшипника будет повреждена посадочная поверхность, то исправить ее уже нельзя, и придется вместе с подшипником заменить вал насоса. Насадка нового подшипника 2 (рис. 89) на вал 1 насоса должна производиться осторожно и с помощью специальных приспособлений 5. При установке подшипников на вал запрещается бить молотком по наружным кольцам или сепаратору. Это может привести к немедленному разрушению подшипника или испортить его так, что он выйдет из строя после очень непродолжительной работы.
Перед установкой подшипники очищают от заводской смазки и тщательно промывают в горячем масле или 6%-ной смеси масла с бензином или керосином. Перед закрытием подшипник заполняют густой смазкой на 2/3 свободного пространства в корпусе. Если смазка жидкая, то масло наливают до уровня центра нижнего шарика или ролика подшипника. Излишнее количество смазки плохо сказывается на работе подшипника, увеличивая трение и, следовательно, его температуру. Перед разборкой пальцевой муфты ее метят так, чтобы при повторной сборке взаимное расположение полумуфт не нарушилось. Пальцы муфты маркируют, чтобы после разборки их можно 5ыло установить в старые гнезда. Когда разборка проведена, проверяют износ эластичных колец пальцев муфты и гнезд. В процессе сборки полумуфт следят, чтобы зазор между эластичной частью каждого пальца и стенкой отверстия был одинаковым. Снятые пальцы проверяют на износ микрометром или по ша-5лону. Отбракованные пальцы или эластичные трубки и кольца заменяют новыми. Детали проточной части насоса: лопатки колеса, направляющие аппараты, спиральные камеры — также осматривают, если обнаруживают, что их износ мал и каверны не превышают I—2 мм, то зачищают поврежденное место наждачным камнем при помощи пневматической или электрической машинки.
Более глубокие каверны заваривают, места заварки обрабатывают наждачным камнем и шлифуют. Если при осмотре была обнаружена трещина, то ее сначала засверливают по концам, а затем, разделав края под сварку, заваривают. На чугунных корпусах насосов или колесах заваривать трещины или каверны сложнее, чем на стальных, вследствие низкой пластичности чугуна. Применяется как холодная, так и горячая сварка чугуна, а также сварка медными электродами. Изношенные поверхности вала восстанавливают с помощью электрометаллизации или наплавкой металла с последующей термообработкой. Перед этой операцией на разрушенной поверхности вала нарезают рваную резьбу для большей прочности сцепления частиц металла, нанесенных при металлизации. Вал доводят до нужного размера обработкой его резцами из твердого сплава, так как металлизированный слой имеет высокую твердость.
Ремонт молотковых мельниц Перед остановкой размольной шахтной мельницы для ремонта производят наружный осмотр ее и выявляют все видимые дефекты. Мелом отмечают участки пыления на корпусе, карманах, прилегающих участках воздуховодов, топливном рукаве и сепарационной шахте. Затем отмечают места утечки масла из подшипников и неплотности системы охлаждения, замеряют вибрацию подшипников мельницы и электродвигателя. После отключения котла проверяют плотность корпуса мельницы. Перед вскрытием и разборкой мельницы подают воду или насыщенный пар в размольную камеру, чтобы ликвидировать очаги горения топлива, затем отключают электродвигатель от сети и разбирают электрическую цепь. После этого открывают двери мельницы и очищают ее от остатков топлива, кусков металла и посторонних предметов. Чтобы можно было одновременно ремонтировать мельницу и шахту, их отделяют прочным настилом из досок.
Ротор мельницы вынимают из корпуса в тех случаях, когда предстоит замена дисков, правка вала или замена подшипников с проточкой шеек вала. Перед выемкой ротора с него снимают била и билодержатели. При разборке мельницы проверяют техническое состояние сборочных единиц и уточняют объем ремонтных работ. Ремонт корпуса мельницы. Во время капитального ремонта броню мельниц обычно заменяют, если она изношена более чем на 50 %. При местном износе вырезают изношенные участки и устанавливают новые. В отдельных местах производят наплавку. Новую броню заводского изготовления крепят к корпусу болтами с потайной головкой или шпильками, концы которых обваривают. Броню, изготовленную на месте из вальцованных стальных листов, приваривают к корпусу. Между броневыми плитами и корпусом на вертикальных стенках прокладывают асбестовый картон толщиной 5 мм. Неплотности корпуса мельницы устраняют, накладывая заплаты или заваривая отдельные места. Корпус ремонтируют до установки брони. Чтобы увеличить срок службы брони, ее наплавляют специальными электродами. Ремонт ротора. Ремонт отдельных элементов ротора (полумуфт, вала, подшипников) производят в соответствии с указаниями, приведенными ранее. Слабая посадка дисков на вал приводит иногда к разработке посадочного места вала и смятию шпонки и шпоночного паза. В этом случае снимают диски с вала, протачивают изношенные места вала, а отверстия в дисках наплавляют и растачивают под новый диаметр вала. Шпоночные канавки исправляют и для каждых двух дисков изготовляют отдельные шпонки. У молотковых мельниц происходит быстрый износ бил, билодержателей и брони. Наиболее распространенным методом повышения износостойкости бил и билодержателей является наплавка износоустойчивыми электродами, что дает возможность повысить продолжительность работы в 2 —2,5 раза. Новые или наплавленные била и билодержатели перед установкой на ротор взвешивают и сортируют на группы. При развеске и сортировке более легкие била наплавляют электросваркой. Отсортированные била раскладывают по схеме, принятой для данной мельницы. Каждые два била, устанавливаемые в диаметрально противоположных точках ротора, должны иметь одинаковую массу. Перед установкой бил на ротор проверяют диаметр отверстий в ушках бил. У билодержателей обязательно проверяют расстояния между их центрами, потому что уравновешенность ротора зависит не только от массы бил и билодержателей, расположенных в диаметрально противоположных его точках, но и от расстояния, на котором находятся била от оси ротора. Подобранные таким образом била и билодержатели обеспечивают уравновешенность ротора без балансировки.
Ремонт системы охлаждения вала. Валы крупных мельниц изготовляют полыми (т. е. с центральным сверленым каналом) и охлаждают проточной водой через распределительную. Ремонт системы охлаждения вала с распределительной головкой заключается в проверке всех деталей и их соединений, восстановлении плотности соединений и очистке каналов от загрязнений. Валы малых мельниц выполняют сплошными. Защиту таких валов от нагрева горячим воздухом осуществляют с помощью неподвижных холодильников с проточной водой. Холодильники охватывают оба конца вала в местах, находящихся между размольной камерой и подшипником. Ремонт холодильников заключается в очистке от загрязнений проточной части, восстановлении герметичности всех соединений и устранении перекосов втулки и задеваний вала за нее. Обнаруженные неплотности устраняют сваркой. Сборка и опробование мельницы. Ротор устанавливают в корпус мельницы теми же устройствами, которыми его вынимают. Заведя ротор в корпус, с помощью подкладок регулируют положение вала, добиваясь его горизонтальности и равномерности радиальных зазоров в уплотнениях корпуса. При этом устанавливают на новых прокладках и закрепляют болтами съемные элементы на вырезах в боковых стенках корпуса, а также уплотнения вала — сальниковые втулки или воздушные коробки. Переднюю стенку корпуса устанавливают, если она демонтировалась. Опробование мельницы после капитального ремонта производят, как правило, сначала без бил, а затем навешивают била и выполняют вторичное опробование. Продолжительность опробования мельницы с билами 2 — Зч, а после смены подшипников 8 ч. Ремонт питателей топлива.
Питатели – регулируют подачу топлива. Наиболее распространены дисковые, скребковые и ленточные питатели. Дисковые применяют только для угля, а скребковые и ленточные – для всех видов топлива. В дисковом питателе изнашиваются детали редуктора, коническая пара и подшипники вала. Причина износа - недостаток или низкое качество смазки, неправильная (неточная) сборка деталей. От истирания топливом и коррозии изнашиваются диск, регулирующий нож, детали корпуса и патрубки телескопической трубы. При капитальном ремонте питателя его разбирают и проверяют все детали. Детали редуктора, конические зубчатые колеса и подшипники промывают, насухо вытирают и осматривают. Коническую и червячную передачи при износе заменяют парами, производя пригонку (приработку) деталей. Детали корпуса, диск, регулирующий нож, части телескопической трубы, приводной механизм трубы и винтовой механизм ножа очищают от угля, грязи и ржавчины. Изношенные места восстанавливают наплавкой, а изношенные детали заменяют.
После ремонта производят сборку питателя. Не устанавливая крышки корпуса и редуктора, проверяют взаимодействие деталей при включенном электродвигателе. При работе в скребковых питателях изнашиваются редуктор, подшипники валов, звездочки, пластинчатые цепи и столы. Ремонт редуктора и подшипников валов аналогичен ремонту соответствующих сборочных единиц дисковых питателей. При капитальном ремонте снимают верхнюю и торцевую крышки корпуса, расцепляют и вынимают пластинчатые цепи. Все детали цепей (наружные и внутренние звенья, втулки и пальцы, скребки и детали их крепления) тщательно осматривают. Если цепи в хорошем состоянии, но отдельные звенья изношены или имеют трещины, их заменяют. Чаще всего при капитальном ремонте заменяют цепи целиком, а снятые цепи ремонтируют и готовят к предстоящим ремонтам. При установке новых или отремонтированных цепей проверяют их длину. Цепи комплекта должны иметь одинаковую длину. Бывшие в употреблении цепи подбирают с равномерной вытяжкой. Стальные столы, по которым движутся цепи и скребки, изнашиваются довольно быстро, поэтому при капитальном ремонте их обычно заменяют. Для уменьшения износа столов на них наваривают стальные полосы размером 100 х 6 мм в том месте, где движутся цепи. Изношенные полосы заменяют. Изношенные звездочки цепей наплавляют электросваркой и обрабатывают по шаблону. Проверяют исправность отсекающего шибера регулятора слоя топлива и натяжного устройства. Корпус ремонтируют, заваривают все неплотности и трещины. Собрав питатель, регулируют натяжение цепей и обкатывают его без угля в течение 1,5 — 2 ч, проверяя работу всех сборочных единиц. Конструкция ленточных питателей топлива похожа на конструкцию ленточных конвейеров топливоподачи и ленточных транспортеров, применяемых на складах и в строительстве. Транспортным устройством является транспортерная лента, верхняя ветвь которой движется по роликам. Лента натянута на два барабана, из которых передний приводится во вращение через редуктор от электродвигателя, а задний имеет винтовое натяжное устройство. Все ходовые сборочные единицы питателя смонтированы в стальном корпусе. В ленточных питателях изнашиваются редуктор, подшипники барабанов, ролики, по которым движется лента, и сама лента. Ролики ленты проверяют на легкость вращения от руки. При капитальном ремонте удаляют с подшипников роликов смазку, промывают подшипники и закладывают новую смазку. Ролики с тугим вращением разбирают, вышедшие из строя подшипники заменяют новыми. Изношенную ленту разрушают и заменяют. Новую ленту заводят на питатель, определяют необходимую длину с учетом припуска и соединяют ее концы вулканизацией, используя переносной аппарат с электронагревом, по специальной технологии.
|
|||||||||||
|
|
Последнее изменение этой страницы: 2020-11-23; просмотров: 838; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.21.76.0 (0.02 с.) |