Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Металлургические процессы при сварке
Сварка металлов плавлением представляет собой более сложный металлургический процесс по сравнению с металлургическим процессом, происходящим при получении металлических отливок. Характерными особенностями сварки сталей являются следующие: 1. Высокая температура нагрева металла. При дуговой сварке температура сварочной ванны достигает 2300°С вместо 1700°С в мартеновской печи. 2. Малый объем расплавленного металла в сварочной ванне. При ручной сварке покрытыми электродами он редко достигает 2 см3. 3. Кратковременность процесса. Время от начала расплавления до застывания сварочной ванны составляет несколько секунд; охлаждение протекает со скоростью 5 - 15°С/с. Высокая температура в зоне дуги приводит к быстрому плавлению электродного металла, покрытия, флюса, а также металла свариваемых частей. Молекулы кислорода, азота, водорода, находящиеся в воздухе в зоне дуги, частично распадаются на атомы и ионы. В атомарном состоянии эти элементы обладают высокой активностью, вступают в химические соединения с элементами расплавленной стали и растворяются в ней, образуя после остывания хрупкий металл. Высокая температура при сварке приводит также к испарению, выгоранию и разбрызгиванию металла и других веществ, находящихся в зоне сварки. Малый объем расплавленного металла в сварочной ванне и относительно холодный твердый металл свариваемых частей вызывают интенсивный отвод тепла в свариваемое изделие, в результате чего химические реакции между расплавленным металлом и шлаком протекают за очень короткое время, не успевая полностью завершиться и не создавая равновесия, как это обычно происходит в большом металлургическом процессе. Быстрое затвердевание и кристаллизация металла шва отражаются на структуре и механических свойствах металла шва и металла свариваемых частей. Химический состав, структура и механические свойства металла шва зависят не только от состава присадочного металла и металла свариваемых частей, но также в значительной степени и от характера и интенсивности химических реакций при сварке. Поэтому при определении свойств и прочности металла шва, а также свойств и прочности всего сварного соединения приходится учитывать указанные особенности сварочного процесса.
Процессов, протекающих в условиях дуговой сварки, много. Рассмотрим те, которые имеют общий характер во всех или большинстве случаев выполнения сварки. Диссоциация газов и соединений. При диссоциации происходитраспад более сложных компонентов на атомы или составные части. Этому процессу способствуют наличие высоких температур в зоне сварки и каталитическое действие расплавленного металла. При дуговой сварке в первую очередь диссоциации подвергаются молекулы газов как простых – кислород, азот, водород, так и сложных – углекислый газ СО2, пары воды Н2О и др. Диссоциация газов происходит по реакциям: О2↔О+О; N2↔N+N; H2↔H+H; CO2↔CO+O. Кислород и водород при температурах дуги практически полностью диссоциируют на атомы, азот диссоциирует в меньшей степени. Диссоциация водяного пара в зависимости от температуры проходит по реакциям: H2O↔H2+O; H2O↔OH+H. Следовательно, в зависимости от условий протекания реакций водяной пар может окислять или восстанавливать металл сварочной ванны. Окисление металла при сварке. Металл сварочной ванны может окисляться за счет кислорода, содержащегося в газовой среде и шлаках зоне сварки. Кроме того, окисление может происходить и за счет оксидов (окалины, ржавчины), находящихся на кромках деталей и поверхности электродной проволоки. При нагреве имеющаяся в ржавчине влага испаряется, молекулы воды диссоциируют, а получающийся кислород окисляет металл. Окалина при плавлении металла превращается в оксид железа также с выделением свободного кислорода. При недостаточной защите сварочной ванны окисление происходит за счет кислорода воздуха. Кислород с железом образует оксиды: FeO (22,3 % О2), Fe304 (27,6 % О2), Fe2О3 (30,1% О2). При высокой температуре сварочной дуги за счет атомарного кислорода в результате реакции Fe + О. FeO образуется низший оксид, который при понижении температуры может переходить в другие формы высших оксидов. Наибольшую опасность для качества шва представляет оксид FeO, способный растворяться в жидком металле. Этот оксид обладает температурой плавления меньшей, чем у основного металла. Поэтому при кристаллизации металла шва он затвердевает в последнюю очередь. В результате он располагается в виде прослоек по границам зерен, что вызывает снижение пластических свойств металла шва. Чем больше кислорода в шве находится в виде FeO, тем сильнее ухудшаются его механические свойства. Высшие оксиды железа не растворяются в жидком металле и, если они не успевают всплывать на поверхность сварочной ванны, остаются в металле шва в виде шлаковых включений.
Раскисление металла при сварке. Применяемые при сварке защитные меры не всегда обеспечивают отсутствие окисления расплавленного металла. Поэтому его требуется раскислить. Раскислением называют процесс восстановления железа из его оксида и перевод кислорода в форму нерастворимых соединений с последующим удалением их шлак. Окисление и раскисление, в сущности, представляют два направления протекания одного и того же химического процесса. В общем случае реакция раскисления имеет вид FeO+Me↔Fe+МеО, где Me – раскислитель. Раскислителем является элемент, обладающий в условиях сварки большим сродством к кислороду, чем железо. В качестве раскислителей применяют кремний, марганец, титан, алюминий, углерод. Раскислители вводят в сварочную ванну через электродную проволоку, покрытия электродов и флюсы. Рафинирование (очистка) - это удаление из металла вредных примесей: газов, серы, фосфора и др. Рафинируют металл с помощью окислительно-восстановительных реакций, вакуумным отжигом, замедленным охлаждением сваренных деталей. Хорошие результаты дает введение через электродную обмазку или флюс веществ (например, рутила ТiO2 или плавикового шпата CaF2), растворяющих вредные примеси или образующих с ними нерастворимые в металле легкоплавкие соединения, переходящие из сварочной ванны в шлак или в атмосферу. Наиболее опасными для сталей считаются сера и фосфор, попадающие в сварочную ванну в виде примесей из шлака, из основного и присадочного металла. Уже при содержании в металле 0,01 % серы в процессе кристаллизации металла шва из раствора по границам зерен выпадает легкоплавкий сульфид железа FeS. От растягивающих напряжений при усадке металла в процессе его охлаждения прослойки, заполненные FeS, разрушаются, образуются горячие трещины. Таким образом, сера вызывает красноломкость стали - снижение ее прочности при высокой температуре. Процессы удаления серы из металла называют обессериванием (десульфурацией). Кристаллизация металла шва Кристаллизацией называется процесс образования зерен из расплавленного металла при переходе его из жидкого состояния в твердое. Различают первичную и вторичную кристаллизацию. Первичная кристаллизация протекает при высоких скоростях охлаждения и перехода из жидкого в твердое состояние с образованием столбчатой структуры. Вторичная кристаллизация начинается с распада первичной структуры и заканчивается при низких температурах образованием устойчивых нераспадающихся микроструктур.
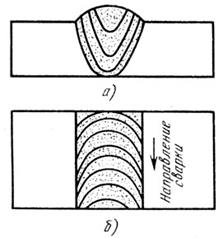
Рис. 2.9 - Кристаллизация металла шва: а - дендритная (столбчатая) структура однопроходного шва, б - дендрит А (увеличен), m - неполностью оплавленное зерно основного металла; 1 - ось первого порядка кристаллизации, 2 - ось второго порядка, 3 - ось третьего порядка; кружки - зародыши кристаллизации (будущие зерна) При затвердевании металла происходят два явления: первоначальное образование зародышей зерен и последующий их рост за счет присоединения к ним новых зерен металла из сварочной ванны. Зародыши появляются первоначально на оси первого порядка (рис. 2.9б), перпендикулярной плоскости отвода тепла. От оси первого порядка под углом возникают и растут зародыши на оси второго порядка. Могут образоваться зародыши и на оси третьего порядка и т. д., образуя кристаллиты, формой напоминающие деревья и называемые поэтому дендритами (от французского слова "дендрон" - дерево). Химический состав каждого дендрита может быть неодинаковым, что объясняет химическую неоднородность металла шва. Дендриты, образовавшиеся в конце процесса кристаллизации, загрязнены примесями в большей степени, чем первые затвердевшие дендриты, что наблюдается при низких скоростях охлаждения. Дендриты соприкасаются между собой и этим взаимно тормозят свое развитие. В результате этого их форма и направленность могут сильно искажаться. Кристаллизация металла сварных швов имеет прерывистый характер. Под действием сил, появляющихся в процессе сварки и кристаллизации, металл сварочной ванны постоянно находится в движении. Эти силы придают металлу шва слоистый характер при любых условиях сварки (рис. 2.10). Чем сильнее теплоотвод и меньше объем жидкого металла, том тоньше кристаллизационный слой. Слоистый характер затвердевшего металла выражается чешуйчатостью шва. Кристаллизационные слои в любом сечении шва могут быть рассмотрены на специально подготовленных макрошлифах. Зерна металла шва обычно имеют округлую форму. Зерна основного металла по форме отличаются от зерен металла шва тем, что они деформированы и вытянуты в направлении прокатки.
Рис. 2.10 - Схема кристаллизационных слоев в шве: а - поперечное сечение стыкового соединения; б - внешний вид (чешуйчатость) шва.
|
|||||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 258; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.118.198 (0.009 с.) |
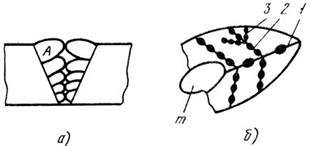 Кристаллизация металла сварочной ванны начинается в зоне сплавления от твердых кромок свариваемых деталей (рис. 2.9). Началом кристаллизации являются неполностью оплавленные зерна на кромках металла. Они наращиваются затвердевающими частицами металла сварочной ванны. Из сварочной ванны появляются зародыши новых растущих зерен. Такие частицы имеют очень низкую концентрацию углерода. По мере снижения температуры ванны и приближения к температуре затвердевания зародыши обогащаются углеродом, концентрация которого доходит до 0,07%.
Кристаллизация металла сварочной ванны начинается в зоне сплавления от твердых кромок свариваемых деталей (рис. 2.9). Началом кристаллизации являются неполностью оплавленные зерна на кромках металла. Они наращиваются затвердевающими частицами металла сварочной ванны. Из сварочной ванны появляются зародыши новых растущих зерен. Такие частицы имеют очень низкую концентрацию углерода. По мере снижения температуры ванны и приближения к температуре затвердевания зародыши обогащаются углеродом, концентрация которого доходит до 0,07%.