Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел 5. - Сварка и резка металла
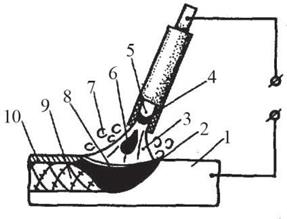
Техника и технология ручной дуговой сварки С ущность способа С помощью ручной дуговой сварки выполняется большой объем сварочных работ при производстве сварных конструкций. Наибольшее применение находит ручная дуговая сварка покрытыми электродами. Схема процесса ручной дуговой сварки металлическим покрытым элек- тродом показана на рис. 5.1.
Рис. 5.1. - Схема процесса ручной дуговой сварки с покрытыми электродами Дуга 3 горит между стержнем 5 и основным металлом 1. Под действием теплоты дуги электрод и основной металл расплавляются, образуя сварочную ванну 2. Капли жидкого металла 6 с электродного стержня переносятся в ванну через дуговой промежуток. Вместе с металлическим стержнем плавится и электродное покрытие 4, образуя газовую защиту 7 и жидкую шлаковую пленку 8 на поверхности расплавленного металла. По мере движения дуги сварочная ванна охлаждается и затвердевает, образуя сварной шов 9. Жидкий шлак также затвердевает и образует на поверхности шва твердую шлаковую корку 10, удаляемую после сварки. При этом способе выполняется газошлаковая защита расплавленного металла от взаимодействия с воздухом. Кроме того, шлаки позволяют проводить необходимую металлургическую обработку металла в ванне. Для выполнения функций защиты и обработки расплавленного металла покрытия электродов при расплавлении должны образовывать шлаки и газы с определенными физико-химическими свойствами. При сварке покрытыми электродами перемещение электрода вдоль линии сварки и подачу электрода в зону дуги по мере его плавления осуществляют вручную. При этом возникают частые изменения длины дуги, что отражается на постоянстве основных параметров режима: напряжения дуги и силы сварочного тока. С целью поддержания более стабильного теплового режима в ванне при ручной дуговой сварке применяют источники питания с крутопадающими вольтамперными характеристиками. Основными преимуществами способа является универсальность и простота оборудования. Недостаток - невысокая производительность и применение ручного труда. Выбор режимов сварки. Под режимом сварки понимают совокупность контролируемых параметров, определяющих условия сваривания металла. Такими параметрами являются сила сварочного тока, напряжение дуги, скорость сварки, род и полярность тока. Дополнительные параметры: положение шва в пространстве; число проходов; температура окружающей среды.
Силу сварочного тока устанавливают в зависимости от диаметра электрода, который выбирают в зависимости от толщины свариваемого изделия. На диаметр электрода влияют также тип сварного соединения, положение шва в пространстве, размеры детали, состав свариваемого металла. При сварке встык металла толщиной до 4 мм применяют электроды диаметром, равным толщине свариваемого металла. При сварке металла большой толщины применяют электроды ∅4–8 мм при условии обеспечения провара основного металла. В многослойных стыковых швах первый слой выполняют электродом ∅3–4 мм, последующие слои выполняют электродами большего диаметра. Ориентировочный расчет силы сварочного тока делают по следующим формулам: – для электрода ∅3–6 мм сварочный ток I = (20 + 6dэ) × dэk; – для электрода ∅< 3 мм сварочный ток I = 30dэk. Коэффициент k при выполнении швов в нижнем положении принимают равным 1, вертикальных швов – 0,9, потолочных швов – 0,8. Сварку швов в вертикальном и потолочном положениях выполняют, как правило, электродами диаметром не более 4 мм. Напряжение дуги изменяется в сравнительно узких пределах (30–60 В) и зависит от длины дуги. Оптимальная длина дуги Lд выбирается между минимальной и максимальной. Длинную дугу применять не рекомендуется. Скорость сварки подбирают так, чтобы сварочная ванна заполнялась электродным металлом и возвышалась над поверхностью кромок с плавным переходом к основному металлу без подрезов и наплывов. Род и полярность тока выбирают в зависимости от способа сварки и свариваемых материалов. Прямую полярность («—» на электроде) используют при сварке с глубоким проплавлением основного металла. Обратную полярность («+» на электроде) используют при сварке с повышенной скоростью плавления электродов. При этом следует учитывать влияние силы сварочного тока, напряжения дуги и скорости сварки на форму и размеры шва. С увеличением сварочного тока глубина провара увеличивается, а ширина шва почти не изменяется.С повышением напряжения ширина шва резко увеличивается, а глубина провара уменьшается. Это важно учитывать при сварке тонкого металла. Несколько уменьшается и выпуклость шва. С увеличением скорости сварки сначала глубина провара возрастает (до 40–60 м/ч), а затем уменьшается. При этом ширина шва уменьшается постоянно. При скорости более 70–80 м/ч основной металл не успевает прогреваться, и по обеим сторонам шва возможны подрезы.
|
||||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 136; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.150.56 (0.005 с.) |