
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Классификация способов сварки.
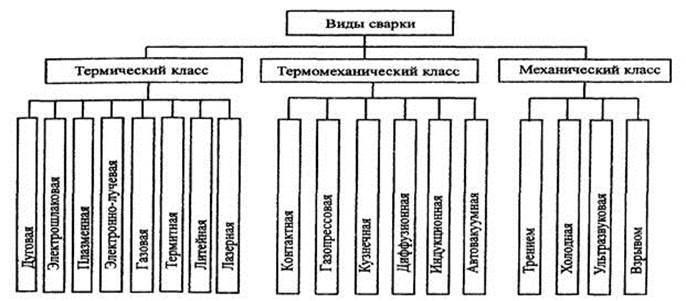
Классификация по физическим признакам осуществляется в зависимости от формы энергии, используемой для образования сварного шва. Сварка металлов делится на три класса: термически й, термомеханический, механический (рис. 1.4). Ри c. 1.4 - Классификация видов сварки по физическим признакам. К термическому классу относятся виды сварки, осуществляемые плавлением с использованием тепловой энергии, термомеханическому - с использованием тепловой энергии и давления, механическому – с использованием механической энергии.
Рис. 1.5 – Классификация видов сварки по техническим признакам. Технологические признаки установлены для каждого вида сварки отдельно. Электродуговая сварка C применением электродуговой сварки в настоящее время осуществляется примерно 65 % сварочных работ. Источником теплоты служит сварочная дуга – мощный электрический разряд в ионизированной среде, возникающий между торцом электрода и свариваемым изделием. Это тепло нагревает торец электрода и оплавляет свариваемые поверхности. В процессе остывания и кристаллизации расплава образуется сварное соединение. Электродуговая сварка имеет собственные подвиды: Сварка неплавящимся электродом. В качестве электрода используется стержень из графита или вольфрама, температура плавления которых выше температуры сварочной дуги. Сварка чаще всего происходит в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы и устойчивого горения дуги. Сварку можно проводить как с присадочным материалом, так и без него. Полуавтоматическая сварка проволокой в защитных газах. Электродом здесь служит металлическая проволока, к которой через токопроводящий наконечник подводится ток, электрическая дуга расплавляет проволоку. Для обеспечения постоянной длины дуги проволока подается автоматически. Вместе с электродной проволокой из сварочной горелки подаются защитные газы (аргон, гелий, углекислый газ и их смеси). Полуавтоматическую сварку можно вести и без газа, применяя самозащитную порошковую проволоку.
Ручная дуговая сварка. Для сварки используют проволочный электрод с нанесенным на его поверхность покрытием (обмазкой). При плавлении обмазки образуется защитный слой, отделяющий зону сварки от атмосферных газов (азота, кислорода) и способствующий легированию шва, повышению стабильности горения дуги, удалению неметаллических включений из металла шва, формированию шва и т. д. Сварка под флюсом. В этом случае конец электрода в виде металлической проволокиили стержня подается под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
|
|||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 142; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.19.162 (0.008 с.) |
 Сварка металлов подразделяется по физическим, техническим и технологическим признакам.
Сварка металлов подразделяется по физическим, техническим и технологическим признакам. К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса, степень механизации процесса (рис. 1.5).
К техническим признакам относятся: способ защиты металла в зоне сварки, непрерывность процесса, степень механизации процесса (рис. 1.5).


