
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Раздел 1. - Основные теоретические сведения о сваркеСтр 1 из 16Следующая ⇒
КОНСПЕКТ ЛЕКЦИЙ по междисциплинарному курсу: «Технология ручной электродуговой сварки» производственного модуля: «Выполнение сварочных работ ручной электродуговой сваркой» по профессии: «Мастер общестроительных работ» студента группы _____________ _____________________________________________________________________
2020 г. Введение Производственное использование некоторых простейших способов сварки началось еще в глубокой древности. Уже в бронзовом веке возникает искусство соединения металлов. Способы сварки развивались очень медленно и часто трудно уловить на протяжении столетий сколько-нибудь заметные изменения методов и технических приемов сварки, применяемых приспособлений и оборудования. Резкий перелом в этой области техники наступает лишь в конце ХIХ - начале ХХ века. В 1802 г. русский ученый - академик В.В. Петров открыл явление электрической дуги и впервые указал на возможность при помощи её нагревать и расплавлять металлы. В 1882 г. русский инженер Н.Н. Бенардос изобрел способ электродуговой сварки неплавящимся угольным электродом, а в 1888 -1890 гг. другой русский инженер Н.Г. Славянов предложил выполнять дуговую сварку плавящимся металлическим электродом. Способы Н.Н. Бенардоса и Н.Г. Славянова являются основой современных видов электросварки металлов. Особенные заслуги в области электродуговой сварки механизации и автоматизации ее процесса принадлежат русскому ученому академику Е.О. Патону. Во время Второй Мировой войны автоматическая сварка под слоем флюса была широко освоена на наших оборонных заводах и сыграла большую роль в увеличении производства танков и артиллерийского вооружения. Быстрое развитие промышленности и всех отраслей техники вызвало появление новых средств нагрева, пригодных для сварки металлов, таких, например, как электрический ток, дуговой разряд, ацетилено-кислородное пламя, термитные смеси, электронный луч, лазер, высокотемпературная плазма, ультразвук и др. и соответственно новых эффективных способов сварки.
Раздел 1. - Основные теоретические сведения о сварке Сущность процесса сварки Сваркой называется процесс получения неразъемных соединений посредством установления межатомных связей между соединяемыми частями при их нагревании и (или) пластическом деформировании. Определение сварки относится к металлам, неметаллическим материалам (пластмассы, стекло и т. д.) и к их сочетаниям.
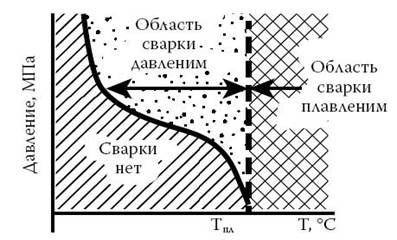
Для соединения двух металлов в единое целое необходимо сократить расстояние между их атомами настолько, чтобы активизировались силы взаимного притяжения и установилось равновесие между силами притяжения и отталкивания. Чтобы придать соединяемым атомам соответствующее смещение, извне необходимо сообщить энергию, которую называют энергией активации. Ее при сварке вводят путем нагрева (термическая активация) или пластического деформирования (механическая активация). По признаку применяемого вида активации в момент образования межатомных связей в неразъемном соединении различают два вида сварки: сварку плавлением и сварку давлением (рис. 1.1).
Рис. 1. 1 - Схемы возможных областей сварки давлением и плавлением в зависимости от температуры (Т) и давления (Р) Сущность сварки плавлением Сущность сварки плавлением (рис. 1.2) состоит в том, что образующийся от нагрева посторонним источником жидкий металл одной оплавленной кромки самопроизвольно соединяется (в какой-то мере перемешивается) с жидким металлом второй оплавленной кромки, создается общий объем жидкого металла, который называется сварочной ванной. После охлаждения металла сварочной ванны получается металл шва. Металл шва может образоваться только за счет переплавления металла по кромкам или дополнительного присадочного металла, введенного в сварочную ванну. Источниками местного нагрева при сварке плавлением могут быть электрическая дуга, газовое пламя, химическая реакция с выделением теплоты, расплавленный шлак, энергия электронного излучения, плазма, энергия лазерного излучения. Образование межатомных связей в кромках соединяемых деталей при сварке плавлением достигается благодаря тому, что металл по кромкам (каждый в отдельности) первоначально расплавляется, а потом вновь оплавленные кромки смачиваются и заполняются расплавленным металлом из сварочной ванны.
Рис. 1.2 - Соединение деталей сваркой плавлением: а — перед сваркой, б — после сварки; 1, 3 — свариваемые детали, 2 — оплавляемые кромки, 4 - сварной шов Сущность сварки давлением Сущность сварки давлением (рис. 1.3) состоит в пластическом деформировании металла по кромкам свариваемых частей. Пластическое деформирование по кромкам свариваемых частей достигается статической или ударной нагрузкой. Для ускорения получения пластически деформированного состояния металла по кромкам свариваемых частей обычно сварку давлением выполняют с местным нагревом. Благодаря пластической деформации металл по кромкам подвергается трению между собой, что ускоряет процесс установления межатомных связей между соединяемыми частями. Зона, где образовались межатомные связи соединяемых частей при сварке давлением, называется зоной соединения. Источником теплоты при сварке давлением с нагревом служат: печь, электрический ток, химическая реакция, индукционный ток, вращающаяся электрическая дуга и др. Распределение деформаций по сечению сварного соединения в зоне сварки является неравномерным (рис. 1.3 б), в результате чего происходит скольжение у частиц металла в зоне соединения. Все это приводит к получению повышенных механических свойств сварных соединений. Оптимальная зависимость между температурой нагрева и давлением для железа дана на рис. 1.3 в.
Рис. 1.3 - Соединение деталей сваркой давлением без внешнего нагрева: а - детали перед сваркой, б - после сварки (макроструктура соединения алюминия), в - оптимальная зависимость между температурой нагрева и давлением для железа
Электродуговая сварка C применением электродуговой сварки в настоящее время осуществляется примерно 65 % сварочных работ. Источником теплоты служит сварочная дуга – мощный электрический разряд в ионизированной среде, возникающий между торцом электрода и свариваемым изделием. Это тепло нагревает торец электрода и оплавляет свариваемые поверхности. В процессе остывания и кристаллизации расплава образуется сварное соединение. Электродуговая сварка имеет собственные подвиды: Сварка неплавящимся электродом. В качестве электрода используется стержень из графита или вольфрама, температура плавления которых выше температуры сварочной дуги. Сварка чаще всего происходит в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы и устойчивого горения дуги. Сварку можно проводить как с присадочным материалом, так и без него. Полуавтоматическая сварка проволокой в защитных газах. Электродом здесь служит металлическая проволока, к которой через токопроводящий наконечник подводится ток, электрическая дуга расплавляет проволоку. Для обеспечения постоянной длины дуги проволока подается автоматически. Вместе с электродной проволокой из сварочной горелки подаются защитные газы (аргон, гелий, углекислый газ и их смеси). Полуавтоматическую сварку можно вести и без газа, применяя самозащитную порошковую проволоку.
Ручная дуговая сварка. Для сварки используют проволочный электрод с нанесенным на его поверхность покрытием (обмазкой). При плавлении обмазки образуется защитный слой, отделяющий зону сварки от атмосферных газов (азота, кислорода) и способствующий легированию шва, повышению стабильности горения дуги, удалению неметаллических включений из металла шва, формированию шва и т. д. Сварка под флюсом. В этом случае конец электрода в виде металлической проволокиили стержня подается под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
КПД сварочной дуги Электрическая энергия, потребляемая дугой, в основном превращается в тепло. Тепловую мощность электрической дуги можно принять равной тепловому эквиваленту q0 электрической энергии: q0 = 0,24·Iсв·Uд кал/сек, пренебрегая теплом, идущим на химические реакции в дуговом промежутке и несколько, меняющим тепловой баланс дуги. Не все тепло сварочной дуги идет на нагрев изделия: часть тепла затрачивается на нагревание нерасплавившейся части электрода, часть — на излучение в окружающее пространство, некоторое количество тепла теряется с каплями электродного металла при его разбрызгивании. Поэтому вводят понятие эффективной тепловой мощности сварочной дуги. Эффективная тепловая мощность сварочной дуги (q) — это количество тепла, введенное в металл изделия в единицу времени, равное q = Q / t, кал/сек, где Q — количество тепла, введенное в металл, кал; t - время горения дуги, сек. Потери тепла сварочной дуги в результате излучения на нагревание электрода для различных способов сварки будут разные. Величиной, характеризующей тепло, расходуемое на нагревание металла, является коэффициент полезного действия процесса нагрева изделия сварочной электрической дугой (n). КПД сварочной дуги представляет собой отношение эффективной тепловой мощности сварочной дуги (q) к тепловому эквиваленту ее электрической мощности (q0), т. е. n = q / q0 Эффективный КПД зависит от технологических условий сварки. При сварке открытой металлической дугой n=0,5-0,85, при сварке под слоем флюса n=0,8-0,95, а при сварке угольной дугой n=0,5-0,65. Значение КПД будет зависеть от способа сварки, материала электродов, состава покрытий и других факторов.
Упаковка электродов Одним из важнейших факторов, обеспечивающих оптимальные условия хранения и сохранность при транспортировке сварочной продукции в целом и электродов для сварки в частности, является качество упаковки. Упаковка сварочных электродов производится в коробки или пачки в следующих вариантах: - пластмассовые коробки; - бумажные пачки, каждая из которых упаковывается в герметичную оболочку из полиэтиленовой пленки; - пачки с электродами завернуты в двухслойную упаковочную бумагу или влагостойкую мешочную бумагу марок или в равноценную им по характеристикам; - коробки из картона марок А, Б или В толщиной не менее 0,8 мм или равноценного им по характеристикам с последующим герметичным упаковыванием каждой коробки с электродами для сварки в полиэтиленовую или в термоусадочную пленку. Кристаллизация металла шва Кристаллизацией называется процесс образования зерен из расплавленного металла при переходе его из жидкого состояния в твердое. Различают первичную и вторичную кристаллизацию. Первичная кристаллизация протекает при высоких скоростях охлаждения и перехода из жидкого в твердое состояние с образованием столбчатой структуры. Вторичная кристаллизация начинается с распада первичной структуры и заканчивается при низких температурах образованием устойчивых нераспадающихся микроструктур.
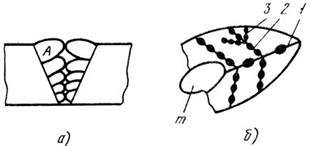
Рис. 2.9 - Кристаллизация металла шва: а - дендритная (столбчатая) структура однопроходного шва, б - дендрит А (увеличен), m - неполностью оплавленное зерно основного металла; 1 - ось первого порядка кристаллизации, 2 - ось второго порядка, 3 - ось третьего порядка; кружки - зародыши кристаллизации (будущие зерна) При затвердевании металла происходят два явления: первоначальное образование зародышей зерен и последующий их рост за счет присоединения к ним новых зерен металла из сварочной ванны. Зародыши появляются первоначально на оси первого порядка (рис. 2.9б), перпендикулярной плоскости отвода тепла. От оси первого порядка под углом возникают и растут зародыши на оси второго порядка. Могут образоваться зародыши и на оси третьего порядка и т. д., образуя кристаллиты, формой напоминающие деревья и называемые поэтому дендритами (от французского слова "дендрон" - дерево). Химический состав каждого дендрита может быть неодинаковым, что объясняет химическую неоднородность металла шва. Дендриты, образовавшиеся в конце процесса кристаллизации, загрязнены примесями в большей степени, чем первые затвердевшие дендриты, что наблюдается при низких скоростях охлаждения. Дендриты соприкасаются между собой и этим взаимно тормозят свое развитие. В результате этого их форма и направленность могут сильно искажаться.
Кристаллизация металла сварных швов имеет прерывистый характер. Под действием сил, появляющихся в процессе сварки и кристаллизации, металл сварочной ванны постоянно находится в движении. Эти силы придают металлу шва слоистый характер при любых условиях сварки (рис. 2.10). Чем сильнее теплоотвод и меньше объем жидкого металла, том тоньше кристаллизационный слой. Слоистый характер затвердевшего металла выражается чешуйчатостью шва. Кристаллизационные слои в любом сечении шва могут быть рассмотрены на специально подготовленных макрошлифах. Зерна металла шва обычно имеют округлую форму. Зерна основного металла по форме отличаются от зерен металла шва тем, что они деформированы и вытянуты в направлении прокатки.
Рис. 2.10 - Схема кристаллизационных слоев в шве: а - поперечное сечение стыкового соединения; б - внешний вид (чешуйчатость) шва.
Требования к посту Требования к сварочным постам обусловлены техникой безопасности и удобством проведения работ. Важно, чтобы посты были заземлены. Рекомендуется размещать их на бетонном или кирпичном основании. У поста должны быть удобные ниши для хранения не только инструментов, но и документации. Вентиляция обязательна. Сварочные столы должны быть изготовлены из стали или чугуна. Сварщик должен работать, стоя на резиновом коврике. Применение сварочного поста для ручной дуговой сварки, где мастер будет работать сидя, предполагает использование специального кресла, не проводящего ток. Само кресло должно быть эргономически удобным, чтобы сварщик не уставал даже после нескольких часов непрерывной работы. Организация сварочного поста не обходится без правильного освещения. Оно должно быть достаточно ярким, чтобы обеспечивать хорошую видимость даже самых мелких деталей. При этом световой поток не должен раздражать сетчатку глаз. Лампы нужно располагать прямо над постом. Любой пост оснащается выключателем подачи тока. Эта функция должна быть везде, даже если это многопостовая сварка. Сварочные столы должны иметь толщину не менее 2 сантиметров. 3.2. Источники питания Для осуществления устойчивого дугового разряда между электродом и свариваемым изделием к ним необходимо подвести напряжение от специального источника питания электрическим током. Такой источник должен обеспечивать: легкое и надежное возбуждение дуги, устойчивое горение ее в установившемся режиме сварки, регулирование мощности (силы тока). Одной из характеристик источников тока является внешняя вольтамперная характеристика, представляющая зависимость напряжения на выходных зажимах источника от силы тока нагрузки, выражаемая графически. Внешние вольтамперные характеристики источников питания сварочной дуги могут быть (рис. 3.3) падающими - напряжение уменьшается с увеличением сварочного тока, жесткими – уменьшения напряжения с увеличением силы тока не происходит, возрастающими – при увеличении силы тока напряжение возрастает.
Рис. 3.3 - Внешние вольтамперные характеристики источников питания дуги: 1 – крутопадающая; 2 – пологопадающая; 3 – жесткая; 4 – возрастающая
Наиболее часто используют источники с характеристиками первого типа. Между статической вольтамперной характеристикой дуги и внешней характеристикой источника питания должно быть определенное соответствие. Для стабильного горения дуги требуется выполнение условия: I Д = I И; U Д = U И При совмещении вольтамперных характеристик источника 2 и дуги 1 (рис. 3.4) такое условие может выполняться в двух точках: А и В. Однако устойчивый процесс существования дуги будет лишь в точке А.
Рис. 3.4 - Совмещение характеристик внешней источника питания дуги и статической дуги
Выбор источника питания по типу внешней характеристики производят в зависимости от способа сварки и конкретных условий ведения процесса. При ручной сварке применяют источники с крутопадающей внешней характеристикой. При этом частые изменения длины дуги сопровождаются незначительными изменениями сварочного тока и теплового режима сварки, что не отражается на размерах сварочной ванны и геометрических параметрах шва. Требования к источникам и их характеристики определяются соответствующими ГОСТами. Основные требования Источник питания для сварочных работ любого вида и класса должен удовлетворять следующим ключевым характеристикам:
Дуга вспыхивает при напряжении около 20 В. Время от момента короткого замыкания до вспышки дуги у хорошего источника питания должно составлять не более 0,05 секунды. Чем оно меньше, тем динамика выше. Кроме того, очень важно, чтобы источник поддерживал стабильное горение дуги, то есть автоматически регулировал изменение напряжения от режима холостого хода (60-90 В) до напряжения рабочего хода (18-20 В). Эти требования предъявляются ко всем без исключения устройствам.
Источники питания сварочной дуги классифицируются по многим градациям. В их числе:
Основными параметрами сварочного аппарата для сварщика являются назначение данного конкретного агрегата и сварочный ток, который он выдает. Во многих случаях ключевым требованиям является подбор нужной вольт-амперной характеристики (ВАХ). Так, например, для сварки в среде защитных газов требуются устройства с жесткой характеристикой, варящие постоянным током. Для ручной и полуавтоматической сварки под флюсом применяются аппараты переменного и постоянного тока с падающей характеристикой. Некоторые современные источники питания сварочной дуги универсальны: имеют много режимов работы, в том числе позволяют менять род сварочного тока и изменять его ВАХ. Выпрямитель
Для этого используются полупроводниковые элементы на основе селена либо кремния. Выпрямители могут быть однофазные и трехфазные, стационарные или мобильные, иметь любую вольт-амперную характеристику — либо жестко заданную производителем, либо изменяемую пользователем согласно его нуждам. У выпрямителей есть много достоинств. Это бесшумная работа, высокий КПД (выше, чем у трансформаторов), широкий диапазон использования (можно варить любые металлы и сплавы). У такого источника питания малые потери на холостом ходу, сравнительно небольшие габариты и вес и малое потребление энергии. Недостатков у них немного, но, к сожалению, они довольно существенные. Выпрямители, как источники питания сварочной дуги, очень сильно нагреваются во время рабочего процесса, поэтому нуждаются в хорошей системе охлаждения, за которой надо тщательно следить. Кроме того, они очень чувствительны к скачкам напряжения, не любят пыли, которая может вывести из строя систему охлаждения, и достаточно дороги. Преобразователи
это электродвигатель, который вращает вал генератора постоянного тока. Когда-то это были первые устройства, способные производить сварку постоянным током. По похожему принципу работают и генераторы, питающиеся от бензинового или дизельного мотора. Несмотря на кажущуюся нелогичность конструкции, преобразователи также имеют свои плюсы и минусы. Основное их достоинство в том, что эти аппараты нечувствительны к перепадам напряжения — ток на выходе всегда имеет стабильную характеристику. Кроме того, они могут выдавать очень большой ток — 300, 500, некоторые модели 1000 А. В некоторых видах работ, например, при сварке толстых металлических плит, это принципиально. Их недостатки заключаются в большой массе (до 500 кг), а также в необходимости регулярного ТО из-за наличия вращающихся с высокой скоростью деталей. КПД преобразователей невысок из-за трат энергии на раскрутку вала двигателя. Инверторы
Это сварочные аппараты, которые оптимально подходят для бытовых нужд. Благодаря малым размерам и удобству в обращении они активно используются там, где нужна мобильность, а также есть ограничения по мощности, которую можно взять от сети. Большинство инверторных источников питания сварочной дуги можно включать в обычную розетку, не боясь перегруза сети. Принцип действия этих устройств заключается в инверсии — зеркальном превращении одного состояния энергии в другое. Инверторный аппарат осуществляет сварку переменным током высокой частоты, который он получает из постоянного тока, а его, в свою очередь — из промышленного переменного. Инверсия позволяет увеличить частоту тока в 1000 раз — до 50 кГц. За счет этого удалось добиться существенного снижения размеров и веса аппарата. Благодаря некоторым инверторным источникам питания сварочной дуги можно производить сварку и постоянным, и переменным током, в зависимости от режима. К их достоинствам, кроме габаритов, относится малое энергопотребление, высокий уровень безопасности, плавная регулировка выходного тока и малое разбрызгивание расплава при сварке. Список недостатков невелик. Аппарат нуждается в тщательном уходе и защите от пыли, не любит морозов, и не очень дешев в ремонте. Инвертор можно назвать оптимальным аппаратом для ручной сварки.
Раздел 4. - Подготовка металла к сварке 4.1.Подготовка металла перед сварочными работами Прежде, чем приступить к свариванию металлических изделий, необходимо их подготовить. Непосредственно подготовка металла под сварку состоит из нескольких этапов. Вначале металл подвергается правке, затем осуществляется разметка и резка изделия, его зачистка и подогрев. На заключительной стадии производятся гибка и обработка кромок. Эти процедуры необходимы для того, чтобы добиться качественного соединения элементов конструкции. Поэтому важна правильная подготовка деталей к сварке, которая позволяет улучшить свариваемость. Количество процедур, которые необходимо выполнить при подготовке деталей под сварку, может различаться в зависимости от конкретной ситуации – степени загрязненности, деформации заготовок, объема работ и прочее. Правка металла Металлические заготовки при транспортировке или по иной причине могут деформироваться. В этом случае возникают сложности с их стыковкой в области сваривания, что приводит к снижению качества сварного шва. Поэтому подготовительно выполняется правка изделия. В зависимости от размеров заготовок и сложности искривленных участков применяется холодная или горячая правка. Она выполняется вручную или специальными приспособлениями. Плиты из чугуна и стали вручную исправляют молотком или кувалдой. При необходимости создать большее давление применяется ручной пресс. Он представляет собой винтовой аппарат с двумя плитами, между которыми укладывают детали с деформированными участками, и выправляют их под высоким давлением. Разметка заготовок Подготовка деталей под сварку включает в себя такой важный этап, как разметка заготовок. Необходимость его выполнения связана с несовпадением размеров профилей с параметрами деталей, которые будут использованы в конструкции. Поэтому профиль необходимо подрезать. А перед этим – разметить, задав необходимые размеры. Выделяют несколько способов разметки: ручная, оптическая, мерная резка. При ручной разметке используются простые инструменты для измерений – например, линейка или штангенциркуль. Если размечается небольшая партия однотипных заготовок, применяются изготовленные из алюминия или профилируемых листов шаблоны. Ручной способ отличается трудоемкостью и низкой скоростью выполнения работы. При оптическом способе нанесения разметки применяются разметно-маркировочные машины. Их преимущество заключается в высокой скорости – до 10 метров в минуту. Чтобы разметить заготовку, необходимо запрограммировать аппарат под установленные параметры. Для нанесения разметки в данных устройствах используется пневматический керн. Технология мерной резки не предполагает нанесение разметки на профили – в этом случае в специальные машины закладывается программа с указанием конфигурации и размеров заготовок. В результате аппарат сразу режет изделие под заданную форму. Резка металла Резка - это один из важнейших этапов, который предполагает подготовку металла под сварку, поскольку иначе не получится добиться нужного размера заготовок. Выделяют механическую и термическую резку. При механической резке используются ручные и механические инструменты. Процесс термической резки представляет собой плавление металла по предварительно нанесенным отметкам. Этот тип работ также может быть ручным и автоматизированным. Для выполнения операции применяются кислородный резак, дуговая сварка. Стоит отметить, что термическая резка – это универсальная технология, которая позволяет разрезать изделия в различных направлениях, как прямолинейно, так и криволинейно. Зачистка Сварочные работы необходимо проводить на предварительно подготовленных поверхностях – очищенных от механических загрязнений, и химических пленок. Присутствие даже небольших частичек загрязнений может привести к растрескиванию конструкции, пористости, напряжению в металле. В результате сварное соединение утрачивает свои качественные характеристики. Не стоит забывать об оксидной пленке, которая образуется на поверхности металлов при их контакте с воздухом. Она является жаростойкой, препятствует качественной сварке. Удалить ее можно как болгаркой, так и вручную, щеткой из металла. Подготовка кромок под сварку Кромки заготовок, особенно большой толщины, предварительно необходимо зачистить и придать им нужную геометрическую форму. Выделяют плоские, V-образные и Х-образные кромки.
Подготовка кромок под сварку состоит из обработки ширины зазора, угла разделки, регулировки длины откоса. При подготовке кромок под сварку труб различной толщины их обработка особенно актуальна – в противном случае металл не провариться. Поэтому важно подобрать правильный скос, благодаря которому переход между деталями будет плавным. А это снимет напряжение нагрузки во время использования готового изделия. Сборка под сварку Сборка – это заключительный этап подготовки. Детали фиксируются, чтобы они после сварки остались в нужном положении. Зачастую недостаточно просто расположить их рядом или зафиксировать специальным устройством – необходимо выполнить точечную приварку двух деталей. Это обеспечивает надежность конструкции и сохраняет ее форму. К сборке изделий предъявляются следующие требования: - Сборка осуществляется после того, как полностью завершена подготовка поверхности металла под сварку. - К местам соединения деталей нужно обеспечить свободный доступ. - Все заготовки должны быть надежно скреплены, чтобы избежать деформации при сварке. Рубка металла Операция по разделению на части или по удалению излишних слоев металла называется рубкой. При помощи рубки удаляют наплывы, снимают кромки, заусенцы, твердую корку, делят заготовки на части, делают отверстия, пазы, канавки, углубления, разделывают трещины под сварку и т. п. Точность обработки при рубке составляет 0,5–0,7 мм. Линии разметки под рубку лучше наносить керном в виде пунктира. При разметке кромок под сварку удобно наносить две риски в виде параллельных линий: внутренняя показывает верхнее ребро фаски, а внешняя - нижнее ребро фаски. Режущим инструментом при ручной рубке являются зубило и крейцмейсель (зубило, имеющее зауженную режущую кромку), ударным - слесарный молоток. Угол заострения лезвия зубила или крейцмейселя в зависимости от твердости обрабатываемого материала должен составлять: для чугуна, бронзы и твердой стали – 70°, стали средней твердости – 60°, меди, латуни, алюминиевых и драгоценных сплавов – 45° и менее. Слесарные молотки бывают с круглым и квадратным бойком. Сила удара молотка по зубилу зависит от веса молотка, величины размаха и скорости движения руки. Тяжелый молоток увеличивает силу удара, но в то же время делает работу более утомительной. Рекомендуемая масса молотка – от 600 до 800 г. При рубке заготовки кладут на толстую стальную плиту или наковальню или зажимают в тиски. Для рубки лучше применять стуловые тиски, они более устойчивы. При использовании параллельных тисков необходимо, чтобы они были тяжелыми и прочными, с шириной губок 125–150 мм. Рубить следует по направлению к неподвижной губке, предварительно подложив под деталь деревянную или металлическую подкладку, чтобы не испортить тиски. Зубило следует держать легко в кулаке левой руки за среднюю часть стержня, удерживая главным образом безымянным пальцем и мизинцем и слегка придерживая средним и указательным пальцами. Стоять надо прямо, не нагибаясь, вполоборота по отношению к тискам так, чтобы левая нога была выдвинута вперед, а правая отнесена назад. Во время рубки надо смотреть на лезвие зубила, а не на головку, иначе при ударе легко промахнуться. Описания методик работы здесь и далее ориентированы на правшей. Для левшей позиции правых и левых конечностей соответственно меняются местами. Разрезание Разделение заготовки на части, удаление излишков металла, вырезание отверстий называется разрезанием. Тонкий листовой металл разрезают ножницами, профильный материал, трубы и толстые листы – ножовкой. Допустимая толщина листового металла, разрезаемого ручными ножницами, различается: для стали это 0,7 мм, для меди – 1,0 мм, для алюминия – 2,5 мм. Более толстый листовой, а также полосовой и прутковый металл разрезают рычажными или машинными ножницами. Различают прямые правые и прямые левые ножницы. У правых ножниц верхнее лезвие (по отношению к нижнему) находится справа, у левых - слева. В большинстве случаев применяют правые ножницы, так как линии разметки при работе ими хорошо видны; левыми ножницами пользуются при вырезании криволинейных деталей, при этом резать нужно по часовой стрелке, располагая ножницы так, чтобы они не закрывали лезвием линии разметки. Разрезание листового металла производят по заранее нанесенной разметке, а ножницы располагают так, чтобы верхнее лезвие всегда находилось над разметочной линией. При разрезании листа отрезаемую часть отгибают левой рукой вверх, что облегчает процесс и предохраняет правую руку от пореза. При разрезании листа на узкие полосы его нужно положить на стол и следить за тем, чтобы нижнее лезвие опиралось на стол, а отрезаемые полосы отгибались вперед. Ножницы раскрывают несильно – примерно на 2/3 длины лезвия, тогда они хорошо захватывают и режут металл; сильно раскрытые ножницы выталкивают металл. Лезвия ножниц должны быть перпендикулярны плоскости листа, при перекосе они мнут металл, образуются заусенцы, а ножницы заедает. Ножницы нужно все время плотно прижимать к краю проре
|
|||||||||
|
|
Последнее изменение этой страницы: 2020-10-24; просмотров: 177; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.17.139.66 (0.115 с.) |
 Зона вблизи границы оплавленной кромки свариваемой детали и шва называется зоной сплавления. В ней содержатся прежде всего образовавшиеся межатомные связи. В поперечном сечении сварного соединения она измеряется микрометрами, но роль ее в прочности металла очень велика.
Зона вблизи границы оплавленной кромки свариваемой детали и шва называется зоной сплавления. В ней содержатся прежде всего образовавшиеся межатомные связи. В поперечном сечении сварного соединения она измеряется микрометрами, но роль ее в прочности металла очень велика.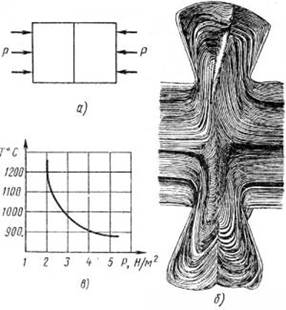
 Кристаллизация металла сварочной ванны начинается в зоне сплавления от твердых кромок свариваемых деталей (рис. 2.9). Началом кристаллизации являются неполностью оплавленные зерна на кромках металла. Они наращиваются затвердевающими частицами металла сварочной ванны. Из сварочной ванны появляются зародыши новых растущих зерен. Такие частицы имеют очень низкую концентрацию углерода. По мере снижения температуры ванны и приближения к температуре затвердевания зародыши обогащаются углеродом, концентрация которого доходит до 0,07%.
Кристаллизация металла сварочной ванны начинается в зоне сплавления от твердых кромок свариваемых деталей (рис. 2.9). Началом кристаллизации являются неполностью оплавленные зерна на кромках металла. Они наращиваются затвердевающими частицами металла сварочной ванны. Из сварочной ванны появляются зародыши новых растущих зерен. Такие частицы имеют очень низкую концентрацию углерода. По мере снижения температуры ванны и приближения к температуре затвердевания зародыши обогащаются углеродом, концентрация которого доходит до 0,07%.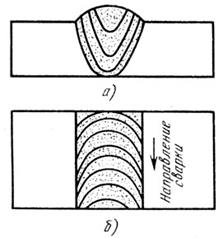


 Принципы классификации источников питания
Принципы классификации источников питания Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный.
Как следует из названия, это устройство, выпрямляющее переменный ток, то есть преобразующее его в постоянный. Преобразователь — устройство, механическим способом превращающее переменный ток в постоянный. По сути своей
Преобразователь — устройство, механическим способом превращающее переменный ток в постоянный. По сути своей Инверторы — особый класс источников питания сварочной дуги.
Инверторы — особый класс источников питания сварочной дуги.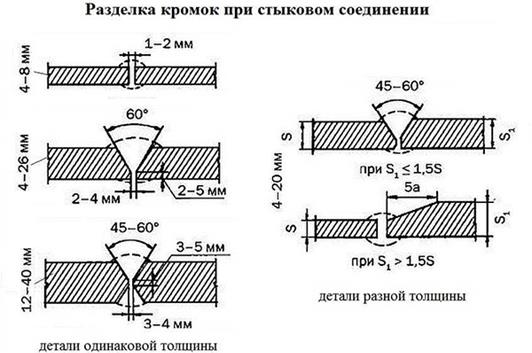 Плоские кромки используются при соединении тонких изделий, вторые два вида – при стыковке толстых заготовок.
Плоские кромки используются при соединении тонких изделий, вторые два вида – при стыковке толстых заготовок.


