Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Розрахунок виробничої програми
За нормами технологічного проектування цехів безупинного формування пляшок передбачені наступні показники: Таблиця 5.1. – норми технологічного проектування цеху
Виробнича програма розраховується на задану річну продуктивність для кожної стадії. 5.2. Визначення загальних технологічних показників цеху, що проектується: Коефіцієнт використання скломаси (КВС),%; КВС= КВС= Питомі витрати скла на одиницю продукції, т\т;
Кількість зворотного бою скла, т\рік;
Відсоток бою скла за відношенням ло скломаси:
Розраховуємо добову продуктивність склоформувальної машини за формулою:
Для пляшки 500мл при виготовленні пляшок у одномісних формах:
Для пляшки 200мл.
Необхідна кількість склоформуючих машин:
Кількість робочих днів машини на рік визначаємо, знаючи коефіцієнт використання машини за часом:
Для виготовлення пляшок ємністю 500 мл. приймаємо 4 склоформуючі машини ВВ-7, а для пляшок ємністю 250 мл – 1 машину ВВ-7. При цьому коефіцієнти запасу продуктивності складатиме: Для виробництва пляшок ємністю 500 мл: Для виробництва пляшок ємністю 250 мл: тобто 13 та 5,3 відсотка відповідно(що знаходиться у межах допустимих нори запасу продуктивності обладнання). Таблиця 5.2. – Виробнича програма цеху
А – товарна продукція, млн. шт./рік, т/рік; Б – кількість (маса) виробів з врахуванням витрат при складуванні;; В – кількість (маса) виробів з врахуванням відходів при сортуванні Г – кількість (маса) виробів з врахуванням відходів при обробці; Д – кількість (маса) виробів з врахуванням відходів при виробленні; Е – кількість (маса) виробів з врахуванням відходів Таблиця 5.3. – технічна характеристика склоформувальної машини ВВ-7 [6]
Розрахунок продуктивності печі
Час робочих днів печі на рік складає:
Продуктивність печі визначаємо двома способами: із виробничої програми, по кількості скломаси, фактично виробленою машиною (Q1) і з врахуванням коефіцієнту використання скломаси (Q2), т/добу.
Продуктивність печі встановлюємо за більшим розрахунковим показником. Кількість печей залежить від загальної кількості працюючих машин і кількості машиноліній у цеху. При виробництві пляшок приймаємо одну піч продуктивністю 160 т/добу. Розрахунок шихти Розрахунок шихти проводимо за заданим складом скла, мас. % Таблиця 5.4. – хімічний склад скла для виробництва пляшок
Таблиця 5.5.–хімічний склад сировинних матеріалів, мас. %
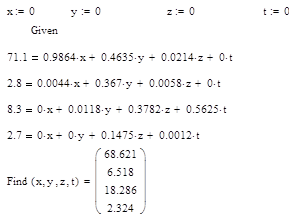
Беремо до уваги, що при варінні скломаси деякі сировинні матеріали звітрюються. Звітрення компонентів становить, мас. %: Na2O для соди – 3.2, для сульфату – 5. Розрахунок шихти на 100 м. ч. скла проводимо з метою визначення кількості сировинних матеріалів та встановлення рецепту шихти. Позначаємо кількість піску, каоліну, доломіту та крейди відповідно: X, Y, Z, T. Складаємо систему рівнянь, які вирішуємо за допомогою програми MathCAD. 71.4=0,9864*Х+0,4635*Y+0.0214*Z+0*T; 2.8=0.0044*X+0.367*Y+0.0058*Z+0*T; 8.3=0*X+0.118*Y+0.3782*Z+0.5625*T; 2,7=0*X+0*Y+0.1475*Z+0.0012*T За результатами розрахунку кількість сировинних матеріалів становить, мас. ч: пісок каолін доломіт крейда 68,621 6,518 18,286 2,324.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-03-26; просмотров: 152; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.86.172 (0.021 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 , (5.1) де А – товарна продукція, т; Е – кількість звареної скломаси, т.
, (5.1) де А – товарна продукція, т; Е – кількість звареної скломаси, т. .
. , (5.2)
, (5.2) .
. , (5.3) де Д– кількість скломаси, що надходить на виробку, т\рік.
, (5.3) де Д– кількість скломаси, що надходить на виробку, т\рік.
 , (5.4)
, (5.4) .
. , (5.5) де V – швидкість виготовлення пляшок шт./хв;
, (5.5) де V – швидкість виготовлення пляшок шт./хв;  – коефіцієнт використання машини.
– коефіцієнт використання машини. , шт./добу.
, шт./добу. , шт./добу.
, шт./добу. , (5.6) де Д – кількість пляшок з урахуванням витрат на всіх стадіях виготовлення, шт.; Р – продуктивність машини, шт./добу; Т – кількість робочих днів машини.
, (5.6) де Д – кількість пляшок з урахуванням витрат на всіх стадіях виготовлення, шт.; Р – продуктивність машини, шт./добу; Т – кількість робочих днів машини. , тоді N дорівнюватиме, шт.:
, тоді N дорівнюватиме, шт.:

 шт.
шт.
 ,
, , (5.7) де Х. Р. – тривалість холодного ремонту печі, діб; К. П. – тривалість кампанії печі.
, (5.7) де Х. Р. – тривалість холодного ремонту печі, діб; К. П. – тривалість кампанії печі. діб.
діб. ;
;  .
.