Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Лабораторная работа №5 Выбор режима и проведение сварки углеродистых сталей
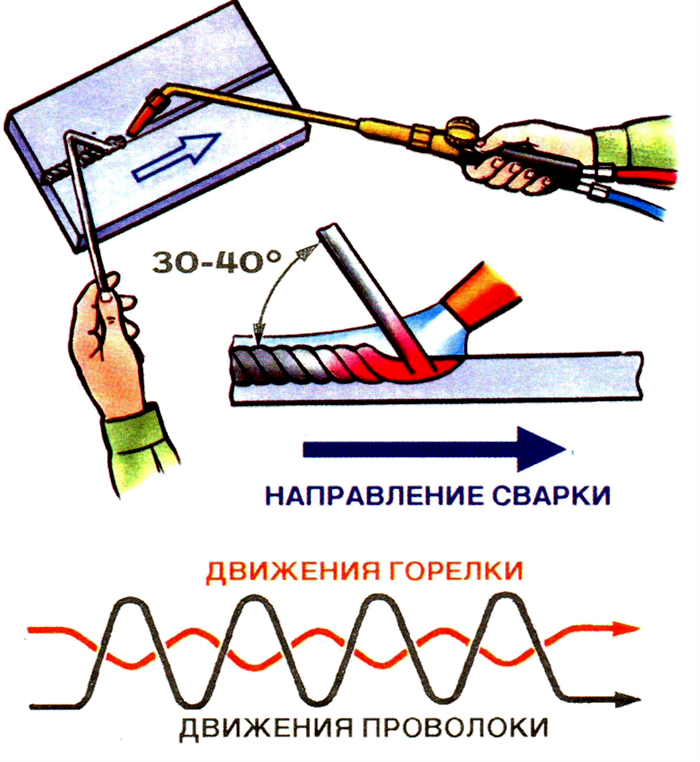
Цель работы Сформировать умения выбирать режим сварки углеродистых сталей Задание Приобрести навыки выбора режима углеродистых сталей, рассчитать мощность пламени и диаметр присадочной проволоки для правого и левого способов сварки, определить влияние способа сварки на геометрические размеры швов Оснащение работы Линейка. Штангенциркуль. Пресс для излома образцов. Пластины из низкоуглеродистой стали S=1-10 мм. Присадочная проволока Св-08А. Основные теоретические сведения При газовой сварке мощность пламени оказывает большое влияние на производительность и качество процесса. Мощность пламени определяется количеством сжигаемого в единицу горючего газа (измеряется в дм³/сек). Практикой установлено, что необходимая для сварки углеродистой стали мощность пламени пропорциональна толщине свариваемого металла: Uа = k* S, (1) где S- толщина свариваемого металла, в мм; k - коэффициент пропорциональности, равный для левого способа сварки 100 - 130 дм³/сек (л/ч), а для правого 120 - 150 дм³/сек (л/ч), ацетилена на 1мм толщины металла. Каждому номеру сменного наконечника горелки соответствует свой расход ацетилена, температура пламени. Вычислив по формуле расход ацетилена, по таблицам подбирают соответствующий расходу номер сменного наконечника горелки для сварки металла данной толщины. Различают левый и правый способы ручной газовой сварки. При левом способе сварку ведут справа налево. Впереди находится присадочный металл, а за ним следует горелка. При правом способе сварку ведут слева направо. При правом способе сварки достигается лучшее качество шва. Это объясняется тем, что пламя горелки направлено на формирующийся шов, который лучше защищен от воздуха и медленнее остывает. Правый способ сварки обеспечивает более глубокий провар, поэтому его применяют при сварке металла толщиной более 5 мм. Внешний вид шва лучше при левом способе, так как в этом случае сварщик лучше видит верхнюю кромку застывающей ванны. Левый способ обычно применяют при сварке металла толщиной до 5 мм. Диаметр присадочной проволоки при сварке правым способом приближенно определяют по формуле. При левом способе диаметр проволоки берут на один мм больше.
D = S/2 (2)
Рисунок 1. Правый способ сварки
Рисунок 2. Левый способ сварки
Порядок выполнения работы 5.1. Вычислить по формуле (1) необходимую мощность пламени для левого и правого способов сварки и выбрать для них соответствующие номера сменных наконечников. 5.2. Определить диаметр присадочной проволоки по формуле (2) для правого и левого способов сварки. Форма отчета о работе 6.1. Тема, цель работы. 6.2. Расчет мощности пламени для правого и левого способов сварки. 6.3. Расчет диаметра присадочной проволоки для правого и левого способов сварки. 6.5. Определение геометрических размеров поперечного сечения шва. 6.6. Вывод по работе. 7. Контрольные вопросы и задания 7.1. Как определяется мощность пламени? 7.2. В чём сущность левого и правого способов сварки? 7.3. Как влияют мощность пламени и способ сварки на геометрические размеры шва? Рекомендуемая литература 1. Полевой Г.В., Сухинин Г.К. Газопламенная обработка металлов – М: Академия, 2010. 2. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009.
|
|||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 146; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.144.104.29 (0.004 с.) |