Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Лабораторная работа №1 «Изучение конструктивных особенностей и технических характеристик ацетиленовых генераторов»Стр 1 из 11Следующая ⇒
МЕТОДИЧЕСКИЕ УКАЗАНИЯ по выполнению лабораторных работ
Разработал: Ячменева Елена Леонидовна, преподаватель специальных дисциплин
Рассмотрены и одобрены на заседании методической (цикловой) комиссии «По сварочному направлению и предметам профкомпонента» Протокол № _____ от ____________ 2020
Оглавление Практическая работа №1 «Изучение размещения оборудования на заготовительном участке базового предприятия». 5 Практическая работа №2 «Выбор и размещение необходимых подъемно-транспортных средств на заданном участке». 10 Практическая работа №3 «Выполнение расчета требуемого состава и количества оборудования и оснастки в сборочно-сварочном цехе». 19 Практическая работа №4 «Определение численности работающих в сборочно-сварочном цехе». 23 Практическая работа №5 «Анализ размещения сборочного-сварочного оборудования, транспортных средств, технологической оснастки и мест для складирования заготовок и сборочных единиц на производственных площадях». 26
Общие методические указания Практикум разработан на основании типовой учебной программы по учебной дисциплине «Проектирование сварочных цехов», утвержденная Министерством образования Республики Беларусь 10.07.2013 г. Предназначен для обучающихся по специальностям «Оборудование и технология сварочного производства» (по направлениям) (квалификация «Техник-технолог»), на основе профессионально-технического образования. Учащиеся изучают соответствующую тему с использованием лекционного материала, учебников, справочников, каталогов. После теоретического изучения материала учащийся получает индивидуальное задание для практического расчета элементов сварочного цеха в соответствии с определенным вариантом. В результате выполнения практических занятий обучающиеся должны знать: основы проектирования новых и реконструкции действующих цехов, участков, монтажных площадок, требования безопасности труда при проектировании сборочно-сварочных цехов, участков, монтажных площадок;
стандарты и нормативы по проектированию сварочных цехов, должны уметь: рационально размешать выбранное оборудование, приспособления, подъемно-транспортные средства, определять места для складирования заготовок и сборочных единиц в пролетах цеха, участка; пользоваться литературой, стандартами и нормативами по проектированию сварочных цехов.
Лабораторная работа №1 «Изучение конструктивных особенностей и технических характеристик ацетиленовых генераторов» Цель работы Научить анализировать конструктивные особенности ацетиленовых генераторов. Задание Изучить конструктивные особенности ацетиленовых генераторов, научиться производить сравнительный анализ конструкций. Оснащение работы Пост газовой сварки. Порядок выполнения работы 5.1. Определить габаритные размеры генератора АСП-10. 5.2. Описать порядок зарядки генератора карбидом кальция. 5.3. Описать технические характеристики генератора. 5.4. Описать работу сухого мембранного затвора, зарисовать его схему и указать на ней название отдельных частей. Форма отчета о работе 6.1. Тема, цель работы, исходные материалы и данные. 6.2. Описание порядка зарядки генератора карбидом кальция. 6.3. Технические характеристики генератора. 7.4. Схему сухого мембранного затвора с указанием на ней отдельных частей. 7.5 Вывод по работе. 7. Контрольные вопросы и задания 7.1. Каково назначение ацетиленовых генераторов? 7.2. Назовите основные системы генераторов и поясните их принцип действия. 7.3. Как устроен и работает переносной ацетиленовый генератор ACП-10? Рекомендуемая литература 1. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009. 2. Полевой Г.В., Сухинин Г.К. Газопламенная обработка металлов – М: Академия, 2010.
Задание Научить зажигать газовую горелку и регулировать состав сварочного пламени Оснащение работы Пост газовой сварки. Сварочные горелки с набором сменных наконечников. Порядок выполнения работы 5.1.Определить тип горелки и, разобрав ее, рассмотреть основные части, зарисовать их и описать назначение.
5.2.Определить материал, из которого изготовлены отдельные части горелки. 5.3. Вычертить схему горелки. 5.4.Описать работу горелки. 1. Составить техническую характеристику горелки. 2. Описать строение и характеристики сварочного пламени. Форма отчета о работе 1. Номер работы, тему, цель работы, исходные материалы и данные. 2. Используемую литературу и другие источники. 3. Схему горелки. 4. Описание работы горелки. 5. Техническую характеристику горелки. 6. Описание строения и характеристик сварочного пламени. 7. Вывод по работе. 7. Контрольные вопросы и задания 1. Как классифицируются сварочные горелки? 2. Опишите принцип действия инжекторной и безинжекторной горелок. 3. Как устроена и работает ацетиленокислородная горелка? Рекомендуемая литература 1. Полевой Г.В., Сухинин Г.К. Газопламенная обработка металлов – М: Академия, 2010. 2. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009.
Цель работы Изучение конструктивных особенностей и определение рабочих характеристик типовых редукторов. Задание Научить определять рабочие характеристики редукторов. Оснащение работы Кислородный, углекислотный и аргоновый редукторы. Баллон с кислородом, углекислотой и аргоном. Шланги. Порядок выполнения работы 5.1. Изучить основные части редуктора, рассмотреть их и уяснить назначение каждой из них. 5.2. Определить способы крепления редуктора к баллону и сделать эскиз крепления. Форма отчета о работе 6.1. Тема, цель работы 6.2. Вычертить эскиз крепления редуктора к баллону. 6.3. Описать техническую характеристику редуктора. 6.4. Вывод по работе. 7. Контрольные вопросы и задания 7.1. Каково назначение редукторов? 7.2. Как классифицируются редукторы? 7.3. Опишите устройство кислородного редуктора обратного действия. 7.4. Дайте определение основным характеристикам редукторов. Рекомендуемая литература 1. Полевой Г.В., Сухинин Г.К. Газопламенная обработка металлов – М: Академия, 2010. 2. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009 Цель работы Изучение и испытание сварочных горелок. Задание Научить работать со сварочной горелкой. Оснащение работы Пост газовой сварки. Сварочные горелки с набором сменных наконечников. Порядок выполнения работы 5.1 Определить тип горелки и разобрав ее рассмотреть основные части, зарисовать их и описать назначение. 5.2. Определить материал, из которого изготовлены отдельные части горелки. 5.3. Изучить схему горелки. 5.4. Описать работу горелки. Форма отчета о работе 6.1. Тема, цель работы 6.2. Зарисовать схему горелки. 6.3. Описать работу горелки. 6.4. Вывод по работе. 7. Контрольные вопросы и задания 7.1. Как классифицируются сварочные горелки? 7.2 Опишите принцип действия инжекторной и безинжекторной горелок. 7.3 Как устроена и работает ацетиленокислородная горелка? Рекомендуемая литература 1. Полевой Г.В., Сухинин Г.К. Газопламенная обработка металлов – М: Академия, 2010. 2. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009. Цель работы Сформировать умения выбирать режим сварки углеродистых сталей Задание Приобрести навыки выбора режима углеродистых сталей, рассчитать мощность пламени и диаметр присадочной проволоки для правого и левого способов сварки, определить влияние способа сварки на геометрические размеры швов
Оснащение работы Линейка. Штангенциркуль. Пресс для излома образцов. Пластины из низкоуглеродистой стали S=1-10 мм. Присадочная проволока Св-08А. Порядок выполнения работы 5.1. Вычислить по формуле (1) необходимую мощность пламени для левого и правого способов сварки и выбрать для них соответствующие номера сменных наконечников. 5.2. Определить диаметр присадочной проволоки по формуле (2) для правого и левого способов сварки. Форма отчета о работе 6.1. Тема, цель работы. 6.2. Расчет мощности пламени для правого и левого способов сварки. 6.3. Расчет диаметра присадочной проволоки для правого и левого способов сварки. 6.5. Определение геометрических размеров поперечного сечения шва. 6.6. Вывод по работе. 7. Контрольные вопросы и задания 7.1. Как определяется мощность пламени? 7.2. В чём сущность левого и правого способов сварки? 7.3. Как влияют мощность пламени и способ сварки на геометрические размеры шва? Рекомендуемая литература 1. Полевой Г.В., Сухинин Г.К. Газопламенная обработка металлов – М: Академия, 2010. 2. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009.
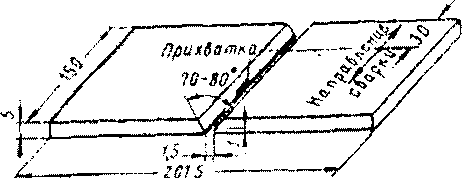
Цель работы Сформировать умения выбирать режим сварки легированных сталей Задание Приобрести навыки выбора режима сварки легированных сталей и вычертить схему сборки и сварки пластин толщиной 5 и 1,5 мм, рассчитать мощность пламени с целью выбора мундштука горелки. Оснащение работы Пластины из легированной стали толщиной 1.5 мм без разделки кромок и 5 мм с V-образной разделкой кромок. Присадочная проволока из легированной стали диаметром 1 и 4 мм. Флюс, состоящий из смеси прокаленной буры (50%), с борной кислотой (50%) в виде пасты, разведенной водой. Порядок выполнения работы Ознакомление с особенностями сварки легированной хромоникелевой стали большой и малой толщины.
Рисунок 1. Схема сборки и сварки пластин толщиной 5 мм.
1. Сборка встык две пластины из хромоникелевой стали толщиной 5 мм 2. При помощи кисточки наносится на кромки пластин и на присадочную проволоку тонкий слой пастообразного флюса (за 15-20 миндо сварки). 3. Устанавливается режим и производится сварка пластин в один слон строго нормальным пламенем и охлаждается соединение на воздухе.
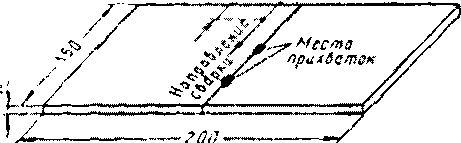
4. Собрается встык без зазора две пластины из хромоникелевой стали толщиной 1,5 мм и прихватить, как показано на рис 2.
Рисунок. 2. Схема сборки и сварки пластин толщиной 1,5 мм. 5. Устанавливается режим, производится сварка пластин в один слой нормальным пламенем и охладить соединение на воздухе. 6. Производится внешний осмотр швов. Сварные швы пластин толщиной 5мм обычно имеют окисленные кромки с обратной стороны соединения и губчатую массу окиси хрома в корне шва, образующейся вследствие относительно длительного пребывания нагретых кромок на воздухе. Швы пластин толщиной 1,5мм не имеют этих недостатков. Форма отчета о работе 6.1. Тема, цель работы. 6.2. Начертить схему сборки и сварки пластин толщиной 5 и 1,5 мм. 6.3. Расчет мощности пламени с целью выбора мундштука горелки. 6.4. Вывод по работе. 7. Контрольные вопросы и задания 1. Изложите трудности газовой сварки нержавеющих хромоникелевых сталей. 2. Какое влияние на качество сварки оказывает толщина свариваемого металла? 3. Как выбирается мощность пламени для сварки высоколегированных сталей? Рекомендуемая литература 1. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009. 2. Полевой Г. В., Сухинин Г. К. Газопламенная обработка металлов - М: Aкадемия, 2010.
Цель работы Сформировать умения выбирать технологию сварки чугуна и параметры режима сварки. Задание Научиться выбирать режим сварки легированных сталей Оснащение работы Листовой асбест. Пресс для излома сварных образцов. Наждачное точило. Лупа. Пластины из серого чугуна толщиной 6—8 мм с V-образной разделкой кромок. Литые чугунные стержни диаметром 4—6 мм. Прокаленная бура или специальный флюс для сварки чугуна. Порядок выполнения работы 1. Сборка и прихватка двух пар пластин, производится как показано на рис. 1 2. Сваривается одна пара пластин с предварительным подогревом. Для этого прогреваются кромки пластин до красного каления, вводится флюс и заваривается стык. 3. Еще раз прогревается горелкой сварной шов и медленно охлаждается соединение, завернув в листовой асбест. 4. Сваривается другая пара пластин без предварительного подогрева. 5. По окончании сварки быстро охлаждается шов, обдув его кислородом горелки при снятом наконечнике. 6.На обоих образцах зачищаются небольшие участки поверхности шва на наждачном точиле. Форма отчета о работе 6.1. Тема, цель работы. 6.2. Схему сборки и сварки пластин. 6.3. Вывод по работе. 7. Контрольные вопросы и задания 7.1. Назовите способы газовой сварки чугуна. 7.2. Как производится холодная сварка чугуна? 7.3. Опишите сущность процесса горячей сварки чугуна. 7.4. Какой вид пламени применяется при газовой сварке чугуна? Рекомендуемая литература 1. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009. 2. Полевой Г. В., Сухинин Г. К. Газопламенная обработка металлов - М: Aкадемия, 2010. Цель работы Сформировать умения выбирать параметры режима сварки и выполнять сварку цветных металлов.
Задание Приобрести навыки по выбору режима сварки цветных металлов Оснащение работы 1. Медные пластины толщиной 4 - 6 мм с V-образной разделкой кромок. 2. Пластины из алюминия толщиной 4 - 6 мм. 3. Угольная или графитовая пластина. Порядок выполнения работы А. Ознакомление с технологией сварки меди. 1. Собирается и прихватывается две медные пластины встык. 2. Укладываются собранные пластины на графитовую подкладку. 3. Наносится на кромки и поверхность присадочной проволоки 4. Сваривается стык и быстро охлаждается сварное соединение в 5. Производится осмотр шва и оценивается его качество по внешнему виду. 6. Ломается образец на прессе и оценивается качество шва по излому. Б. Ознакомление с технологией сварки алюминия. 1. Зачищаются свариваемые кромки алюминиевых пластин до металлического блеска. 2. Собираются пластины встык на графитовой подкладке и прихватывают их в двух местах. 3. Нанонится слой флюса и производится сварка стыка. 4. Охлаждатся соединение на воздухе. 5. Промывается шов 2%-ным раствором азотной кислоты, смываются остатки кислоты водой и просушивается. 6. Осматривается шов и оценивается его качество по внешнему виду. 7. Ломается образец на прессе и оценивается качество шва по излому. Форма отчета о работе 6.1. Тема, цель работы. 6.2. Методику постановки опыта. 6.3. Расчет мощности пламени. 6.4 Вывод по работе. 7. Контрольные вопросы и задания 7.1. Каковы особенности газовой сварки меди и алюминия? 7.2. За счет чего можно восполнить выгорание элементов при газовой сварке цветных металлов и сплавов? 7.3. Какова роль флюса при газовой сварке алюминия? Рекомендуемая литература
1. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009. 2. Полевой Г. В., Сухинин Г. К. Газопламенная обработка металлов - М: Aкадемия, 2010.
Лабораторная работа №9 Выбор режима и проведение сварки пластмасс Цель работы Задание Оснащение работы Порядок выполнения работы Форма отчета о работе 7. Контрольные вопросы и задания Рекомендуемая литература Цель работы Сформировать умения выполнять пайку черных и цветных металлов Задание Приобрести навыкиповыбору режима и выполнению процесса пайки металлов Оснащение работы 1. Пост газовой сварки. 2. Медные пластины толщиной 1 – 2мм 3. Медная проволока марки М1 диаметром 2 – 3мм 4. Прокаленная бура. Порядок выполнения работы 1. Зачистить кромки двух медных пластин, собрать их внахлестку с минимально возможным зазором и прихватить их 2. Разогреть пластины до температуры плавления припоя, нанести флюс на паяемые кромки и произвести их пайку. 3. Охладить соединение, рассмотреть его и дать заключение о качестве пайки. 4. Разрезать соединение поперек шва и замерить глубину проникновения припоя. 5. Вычертить эскиз излома шва. Форма отчета о работе 1. Номер работы, тему, цель работы, исходные материалы и данные. 2. Используемую литературу и другие источники. 3. Методику постановки опыта. 4. Эскиз излома шва. 5. Вывод по работе. 7. Контрольные вопросы и задания 1. Каково назначение флюсов при пайке? 2. Перечислите наиболее распространенные марки твердых припоев. 3. Опишите технику процесса пайки. Рекомендуемая литература
Лабораторная работа №11 Цель работы Задание Оснащение работы Порядок выполнения работы Форма отчета о работе 7. Контрольные вопросы и задания Рекомендуемая литература Тема: Анализ конструктивных особенностей и испытание в работе резака для ручной резки металлов. Цель: Приобрести навыки по определению технических характеристик резака.
Исходные материалы и данные: 1. Пост для кислородной резки. 2. Ручные резаки разных марок с набором сменных мундштуков. 3. Пластины из низкоуглеродистой стали.
Литература: 1. Маслов В.И. Сварочные работы – М: ПрофОбрИздат, 2009. 2. Полевой Г. В., Сухинин Г. К. Газопламенная обработка металлов - М: Aкадемия, 2010.
Состав задания: вычертить принципиальную схему резака, описать работу с резаком и составить техническую характеристику резака. Вопросы для повторения: 1. Как классифицируются ручные резаки? [1], стр. 212 2. Каково назначение специализированных вставных резаков? [2], стр. 168 3. Опишите принцип действия ручного кислородного резака. [2], стр. 168
Методические указания Резаки можно классифицировать по следующим признакам: по виду резки – для разделительной, поверхностной, кислородно-флюсовой; по назначению – для ручной резки, механизированной резки, специальные; по роду горючего – для ацетилена, газов-заменителей жидких горючих; по принципу действия – инжекторные, безинжекторные; по давлению кислорода – высокого, низкого; по конструкции мундштуков – щелевые, многосопловые. Конструкция резака состоит из рукоятки, газоподводящих трубок, корпуса с вентилями и головкой, в которую ввертываются мундштуки. Перед началом работы следует проверить, плотны ли все соединения резака и есть ли разряжение в ацетиленовом канале инжекторного резака. При зажигании подогревающего пламени слегка открывают вентиль подогревающего кислорода, затем открывают вентиль ацетилена. Когда в ацетиленовом канале создается разряжение зажигают горючую смесь у выходного отверстия мундштука и регулируют пламя кислородным и ацетиленовым вентилями. Ядро должно иметь правильную, очерченную форму. Если резак при зажигании смеси начинает давать хлопки, значит, имеется пропуск режущего кислорода в месте посадки внутреннего мундштука в головку. В этом случае необходимо притереть место посадки.
Ход работы 1. Определить марку резака и разобрать его. 2. Рассмотреть основные части резака (ствол, инжектор, наконечник, трубку режущего кислород, сменные мундштуки), вычертить принципиальную схему инжекторного резака. 3. Испытать резак в работе. 4. Описать последовательность работы с резаком. 5. Составить техническую характеристику резака. Контрольные вопросы: 1. Как устроен и работает ацетилено-кислородный резак? 2. Как устроен и работает керосино-кислородный резак? 3. Как устроен и работает резак для работы на газах-заменителях ацетилена? 4. Опишите порядок испытания ручных резаков.
Отчет по работе должен содержать: 1. Номер работы, тему, цель работы, исходные материалы и данные. 2. Используемую литературу и другие источники. 3. Принципиальную схему резака. 4. Описание работы с резаком. 5. Техническую характеристику резака. 6. Вывод по работе.
Преподаватель Брызгалова Е.А. Лабораторная работа №12 Цель работы Задание Оснащение работы Порядок выполнения работы Форма отчета о работе 7. Контрольные вопросы и задания Рекомендуемая литература Тема: Анализ конструктивных особенностей переносных газорезательных машин. Цель: Приобрести навыки по определению технических характеристик переносных газорезательных машин.
Исходные материалы и данные: 1. Газорезательная машина «Гугарк» с газовым постом. 2. Пластины толщиной 10-40 мм. 3. Наборы шаблонов разных размеров.
Литература: 1. Полевой Г. В., Сухинин Г. К. Газопламенная обработка металлов - М: Aкадемия, 2010.
Состав задания: вычертить схематическое устройство машины, проверить машину на точность ее работы и составить техническую характеристику. Вопросы для повторения: 1. Что собой представляет переносная газорезательная машина? [1], стр. 197 2. Назвать преимущества и недостатки переносных газорезательных машин. [1], стр. 197
Методические указания Переносные машины представляют собой самоходные тележки, перемещающиеся по направляющему рельсу или листу. Они предназначены для кислородной разделительной резки конструкционных сталей при небольших (до 1000 т) годовых объемах переработки листового проката, когда применение дорогостоящих стационарных машин экономически нецелесообразно. Эти машины выполняют прямолинейную и фигурную (по кривым большого радиуса) резку листового проката с разделкой кромок под сварку или с вертикальными кромками, вырезку полос одновременно двумя резаками (кислородные машины), резку по разметке, вырезку фланцев и дисков по циркулю. Выпускают переносные машины трех типоразмеров: К-1 — легкие, массой до 15 кг; К-2 — средние, до 20 кг; К-3 — тяжелые, до 50 кг. Наибольшее распространение в промышленности получили переносные машины типоразмера К-2 «Гугарк» для кислородной резки листовой стали. Переносная машина «Гугарк» состоит из ходовой тележки, в верхней части которой в направляющей закреплена штанга с двумя кислородными резаками инжекторного типа и циркульное устройство. На тележке смонтированы газовый коллектор для подключения резаков и электрический пульт управления, обеспечивающий регулирование скорости резки и включение привода тележки. К машине от блока питания подводится постоянное напряжение 24В, что обеспечивает безопасные условия эксплуатации в заготовительных цехах и на складах металла. Машина выполняет прямо- и криволинейную резку листов с разделкой кромок под сварку, вырезку полос одновременно двумя резаками шириной 0,1 и 0,3 м, вырезку фланцев и дисков диаметром 0,3...3,0 м. Толщина стали, разрезаемой машиной, составляет 5... 3,0 мм.
Таблица. Технические характеристики машины «Гугарк».
Ход работы 1. Внимательно прочитать инструкцию по устройству и работе на машине, найти её основные узлы и уяснить их назначение. 2. Вычертить схематическое устройство машины. 3. Проверить машину на точность её работы. 4. Составить техническую характеристику машины. 5. Из готового набора шаблонов выбрать необходимые, подобрать режим резки и вырезать на машине детали.
Контрольные вопросы: 1. Назовите типы переносных газорезательных машин. 2. Назначение переносной газорезательной машины «Гугарк». 3. Опишите устройство газорезательной машины.
Отчет по работе должен содержать: 1. Номер работы, тему, цель работы, исходные материалы и данные. 2. Используемую литературу и другие источники. 3. Схему устройства машины. 4. Схему проверки машины на точность работы. 5. Техническую характеристику машины. 6. Вывод по работе.
Преподаватель Брызгалова Е.А. Цель работы Задание Оснащение работы Порядок выполнения работы Форма отчета о работе 7. Контрольные вопросы и задания Рекомендуемая литература Тема: Анализ конструктивных особенностей стационарных газорезательных машин и выполнение резки по копирам. Цель: Приобрести навыки по определению технических характеристик стационарных газорезательных машин. Исходные материалы и данные: 1. Газорезательная машина АСШ-70 с газовым постом. 2. Пластины из низкоуглеродистой стали толщиной 20 – 40 мм. 3. Наборы шаблонов разных размеров.
Литература: 1. Полевой Г. В., Сухинин Г. К. Газопламенная обработка метало - М: Aкадемия, 2010. Состав задания: вычертить схематическое устройство машины, проверить машину на точность ее работы и составить техническую характеристику. Вопросы для повторения: 1. Как влияет чистота кислорода на его расход и скорость резки? [1], стр. 182 2. Преимущества и недостатки стационарных газорезательных машин. [1], стр. 182 Методические указания Для получения точных и чистых резов необходимы специальные газорезательные машины для кислородной резки. Согласно ГОСТу 5614 - 78 установлены следующие типы стационарных машин: МРЛ - машины резательные линейные для раскроя листов на полосы; МРК - машины резательные прямоугольно-координатные для вырезки дед алей и заготовок различных очертаний; МРШ – машины резательные полярно-координатные (шарнирные) для фигурной резки; МРП - машины резательные параллелограммные, для преимущественно одновременной вырезки нескольких одинаковых деталей и заготовок различной конфигурации. Линейные резательные машины состоят из двух тележек, которые жестко соединены между собой поперечным порталом, одна из тележек является ведущей и приводится в движение электродвигателем. Передвигаются тележки по двум направляющим. На портале установлена кареткас резаком. Каретку перемещают с помощью винта поперечного хода. Лист, предназначенный для резки, укладывают на стол. По этому принципу работают машины ПP-3M и «Черномор».
Ход работы 1. Внимательно прочитать инструкцию по устройству и работе на машине. 2. Вычертить схематическое устройство машины. 3. Проверить машину на точность ее работы. 4. Проверить машинный резак на биение. 6. Составить техническую характеристику машины 5. Из готового набора шаблонов выбрать необходимые, подобрать режим резки и вырезать на машине детали.
Контрольные вопросы: 1. Как классифицируются газорезательные машины для кислородной резки? 2. Как производится проверка газорезательных машин на точность их работы? 3. Как производится проверка машинного резака на биение?
Отчет по работе должен содержать: 1. Номер работы, тему, цель работы, исходные материалы и данные. 2. Используемую литературу и другие источники. 3. Схему устройства машины. 4. Схему проверки машины на точность работы. 3. Схему проверки резака на биение 6. Техническую характеристику машины. 7. Вывод по работе.
Преподаватель Брызгалова Е.А.
МЕТОДИЧЕСКИЕ УКАЗАНИЯ по выполнению лабораторных работ
Разработал: Ячменева Елена Леонидовна, преподаватель специальных дисциплин
Рассмотрены и одобрены на заседании методической (цикловой) комиссии «По сварочному направлению и предметам профкомпонента» Протокол № _____ от ____________ 2020
Оглавление Практическая работа №1 «Изучение размещения оборудования на заготовительном участке базового предприятия». 5 Практическая работа №2 «Выбор и размещение необходимых подъемно-транспортных средств на заданном участке». 10 Практическая работа №3 «Выполнение расчета требуемого состава и количества оборудования и оснастки в сборочно-сварочном цехе». 19 Практическая работа №4 «Определение численности работающих в сборочно-сварочном цехе». 23 Практическая работа №5 «Анализ размещения сборочного-сварочного оборудования, транспортных средств, технологической оснастки и мест для складирования заготовок и сборочных единиц на производственных площадях». 26
Общие методические указания Практикум разработан на основании типовой учебной программы по учебной дисциплине «Проектирование сварочных цехов», утвержденная Министерством образования Республики Беларусь 10.07.2013 г. Предназначен для обучающихся по специальностям «Оборудование и технология сварочного производства» (по направлениям) (квалификация «Техник-технолог»), на основе профессионально-технического образования. Учащиеся изучают соответствующую тему с использованием лекционного материала, учебников, справочников, каталогов. После теоретического изучения материала учащийся получает индивидуальное задание для практического расчета элементов сварочного цеха в соответствии с определенным вариантом. В результате выполнения практических занятий обучающиеся должны знать: основы проектирования новых и реконструкции действующих цехов, участков, монтажных площадок, требования безопасности труда при проектировании сборочно-сварочных цехов, участков, монтажных площадок; стандарты и нормативы по проектированию сварочных цехов, должны уметь: рационально размешать выбранное оборудование, приспособления, подъемно-транспортные средства, определять места для складирования заготовок и сборочных единиц в пролетах цеха, участка; пользоваться литературой, стандартами и нормативами по проектированию сварочных цехов.
Лабораторная работа №1 «Изучение конструктивных особенностей и технических характеристик ацетиленовых генераторов» Цель работы Научить анализировать конструктивные особенности ацетиленовых генераторов. Задание Изучить конструктивные особенности ацетиленовых генераторов, научиться производить сравнительный анализ конструкций. Оснащение работы Пост газовой сварки.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-06-14; просмотров: 234; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.141.6 (0.374 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||