Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Сборочно-монтажные операции . Пайка
При установке дискретного элемента на печатную плату должно быть обеспечено надежная электрическое и механическое соединение между печатным рисунком (или контактными площадками) и выводами дискретного элемента. Для таких соединений используют пайку. Кроме того, используют способ, изображенным на рисунке ниже – метод накрутки:
Основным материалом для пайки является ПОС-61. В Европе используются бессвинцовые сплавы – менее вредные для человека, но дорогие и с пониженным гарантированным сроком службы (3-5 лет вместо 10-12). Есть два класса методов пайки: 1) Индивидуальная пайка 2) Групповая пайка Групповая – пайка сразу группы контактов. Индивидуальная – по одному контакту – ручная пайка. Места пайки подвергают флюсованию. Флюс способствует снятию окисной пленки с поверхности соединяемых элементов. Флюсы существуют кислотные, нейтральные и щелочные. Кислотные и щелочные флюсы запрещены к использованию в электронике. Наиболее распространенным нейтральным флюсом является канифоль. Канифоль – это сосновая смола. Методы групповой пайки: 1) Пайка погружения
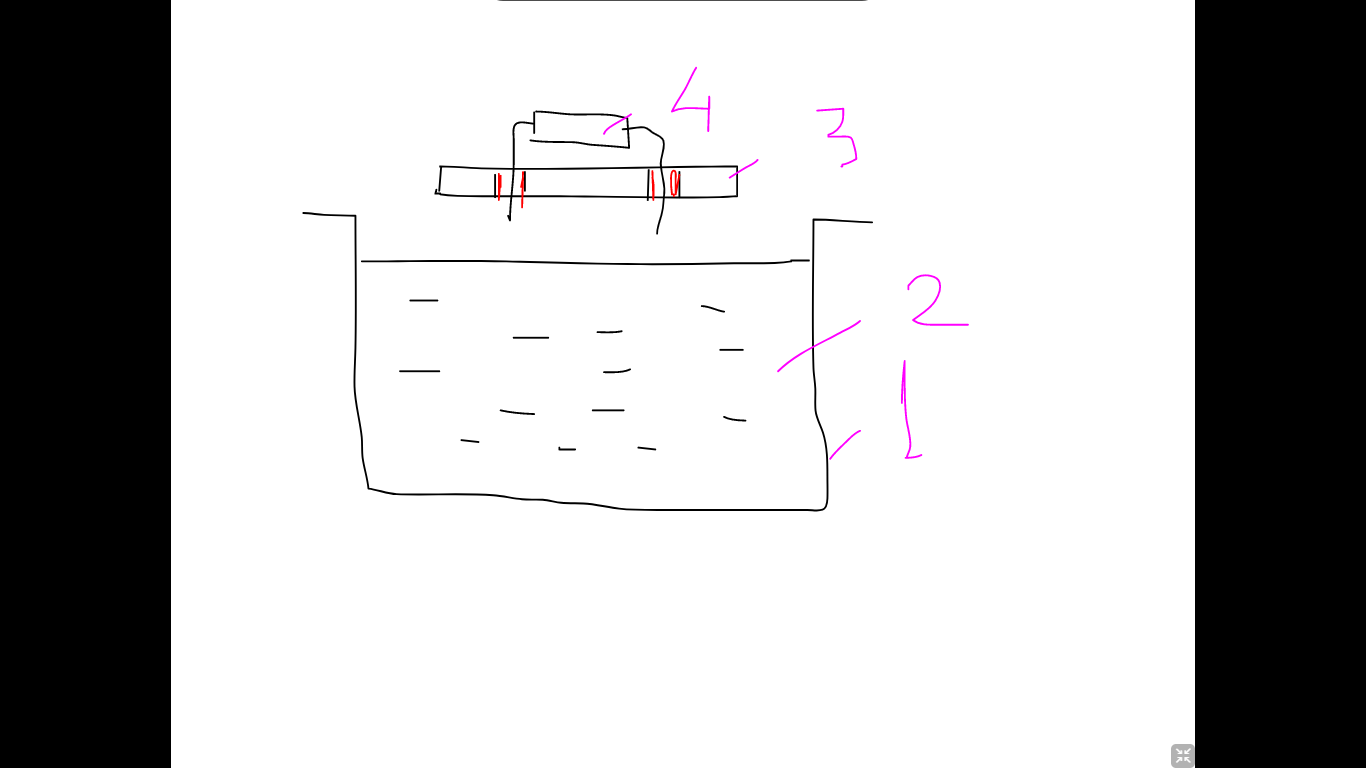
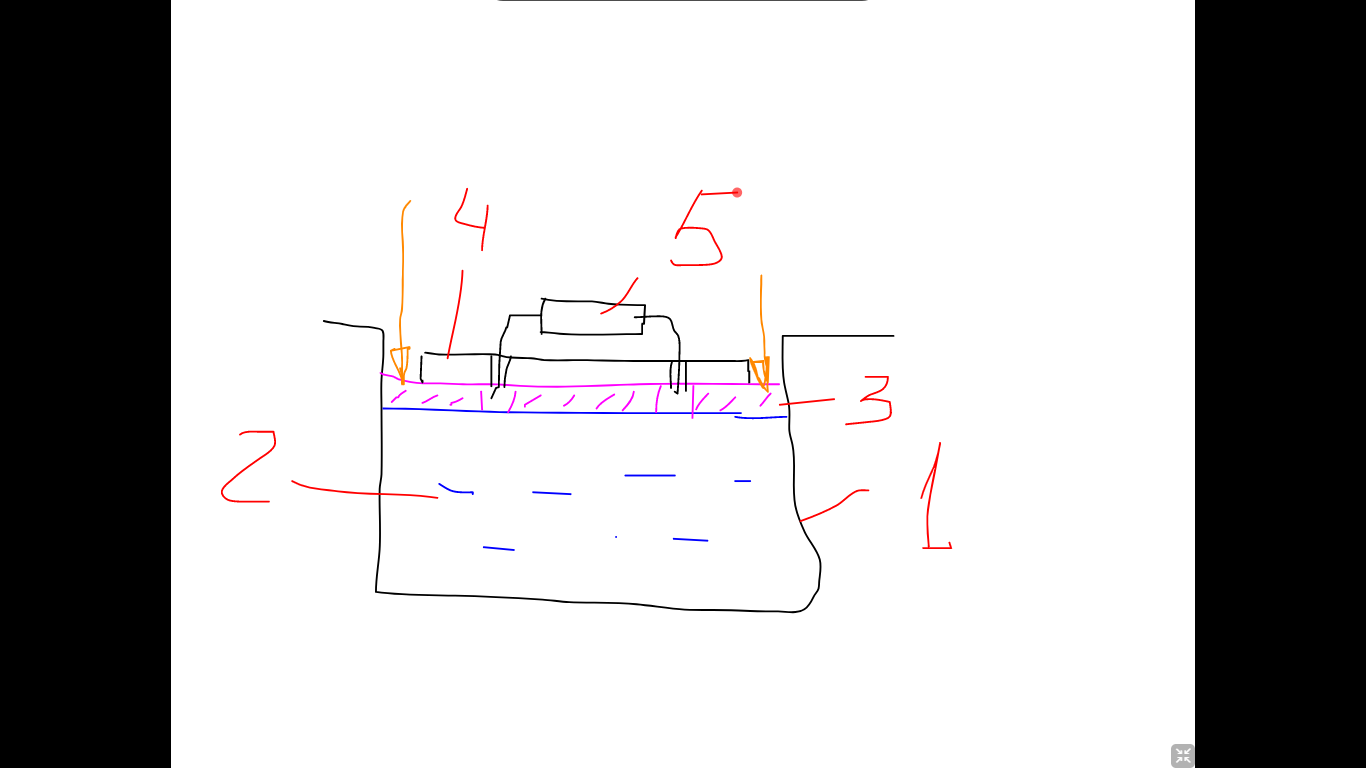
В ванне 1 находится расплавленный припой ПОС-61 при температуре 250 °С. В печатной плате 3 монтажные отверстия заранее устанавливают выводы дискретного элемента 4. Плата на 3-5 секунд (чтобы припой дефундировался и в стенку, и в контакт) погружается на 1/3 своей толщины в расплавленный припой. Пайка завершена. Правильная пайка выглядит следующим образом:
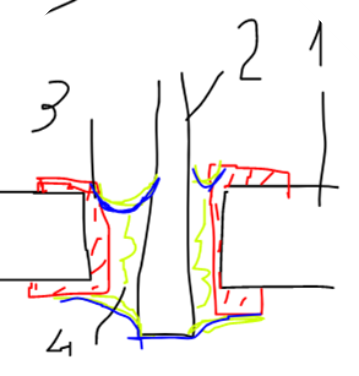
1 – диэлектрик; 2 – вывод элемента; 3 – контактная площадка с монт отверстием; 4 – припой. Преимущество метода – простота. Недостаток – сильный термоудар; необходимость в чистке зеркала припоя. 2) Пайка волной припоя
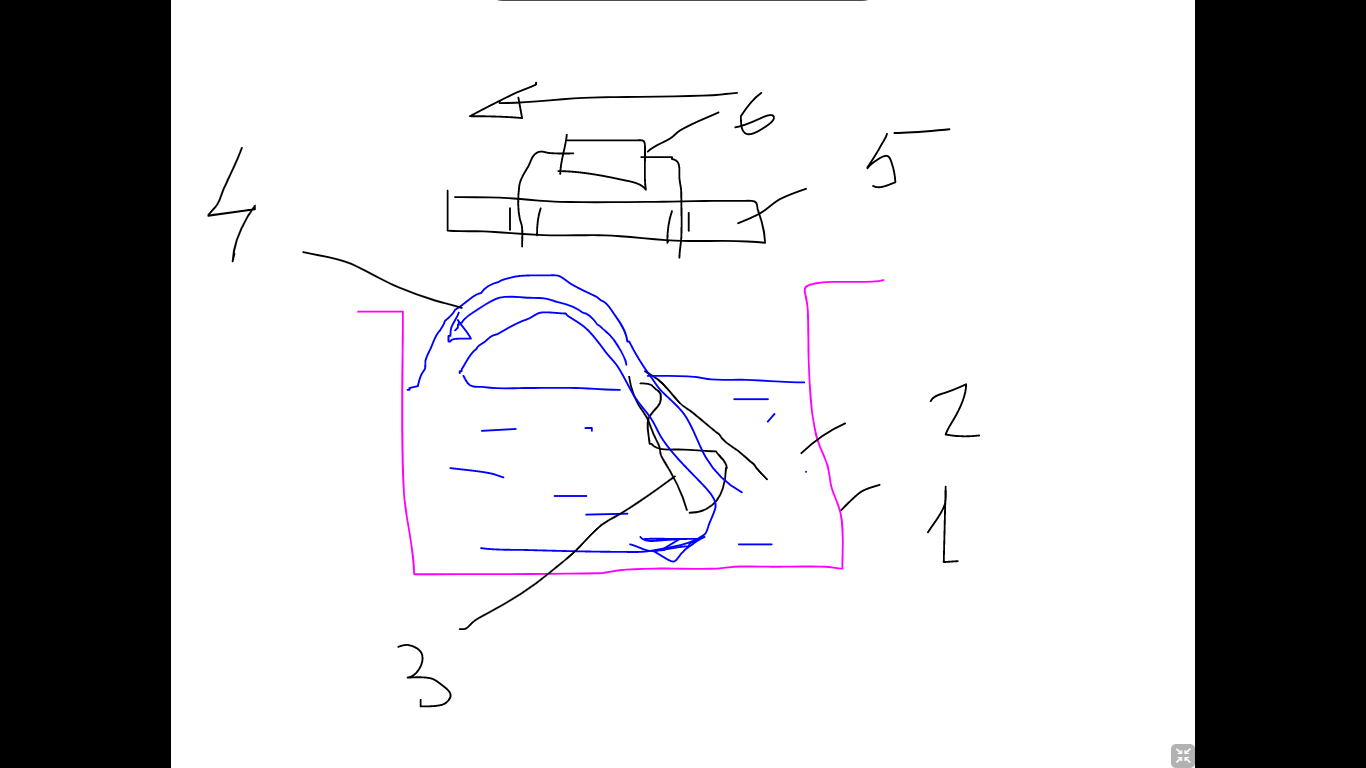
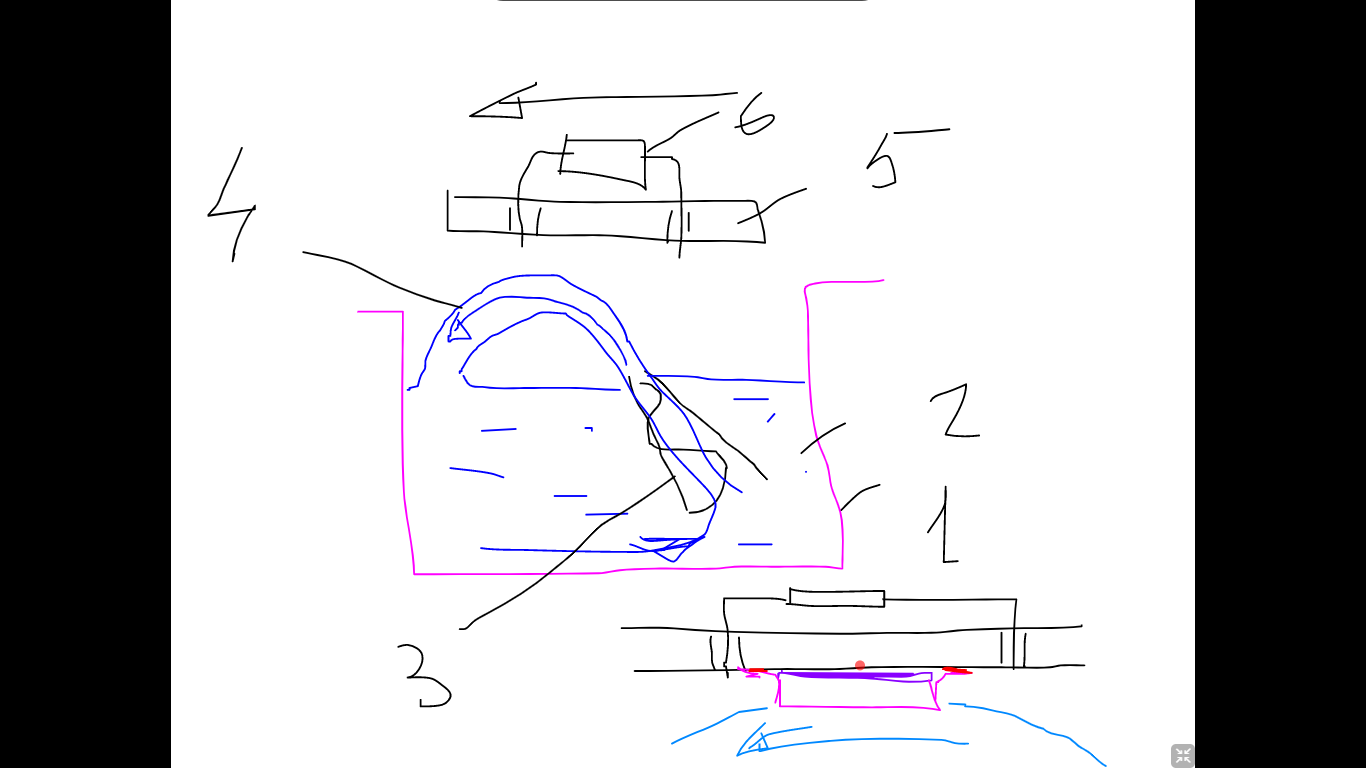
В ванне 1 находится расправленный припой ПОС-61 (2). Под зеркалом припоя располагают специальное устройство 3, через которое над поверхностью образуется волна 4 расплавленного припоя. Над волной перемещают печатную плату 5 с установленными на ней дискретными элементами 6. Преимущество – сниженный теплоудар, возможность паять на двусторонних платах.
Недостаток – теневой эффект – накопление припоя на одной стороне планарного (?) элемента (ну которой на нижней стороне платы находится). Чтобы этого избежать создают вторую волну припоя.
3) Фильерная пайка
В ванне 1 находится расплавленный припой 2. На зеркало припоя накладывается фильера 3, представляющая собой металлическую пластину с отверстиями, соответствующими местам будущей пайки на плате. На фильеру накладывается печатная плата 4 с установленными элементами 5 таким образом, чтобы места пайки совпали с отверстиями на фильере. На фильеру нажимают. Приемущество – отсутствие термоудара. Материал сплава – нержавейка, которая не смачивается припоем. Метод используется только в серийном производстве, поскольку изготовление фильеры требует дополнительных ресурсов. Ещё один недостаток – выгорание флюса и вспенивание припоя, а вместе с ним и паенного соединения. Ларезная пайка
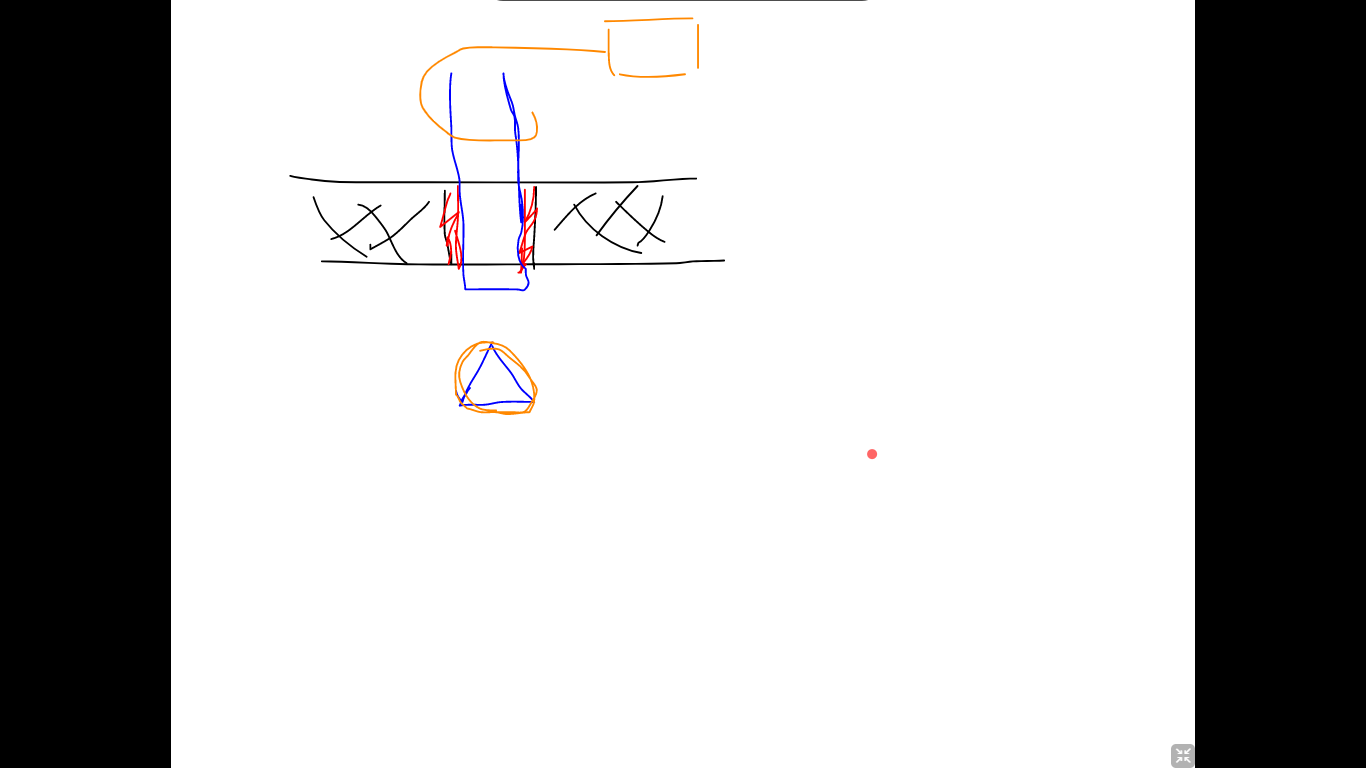
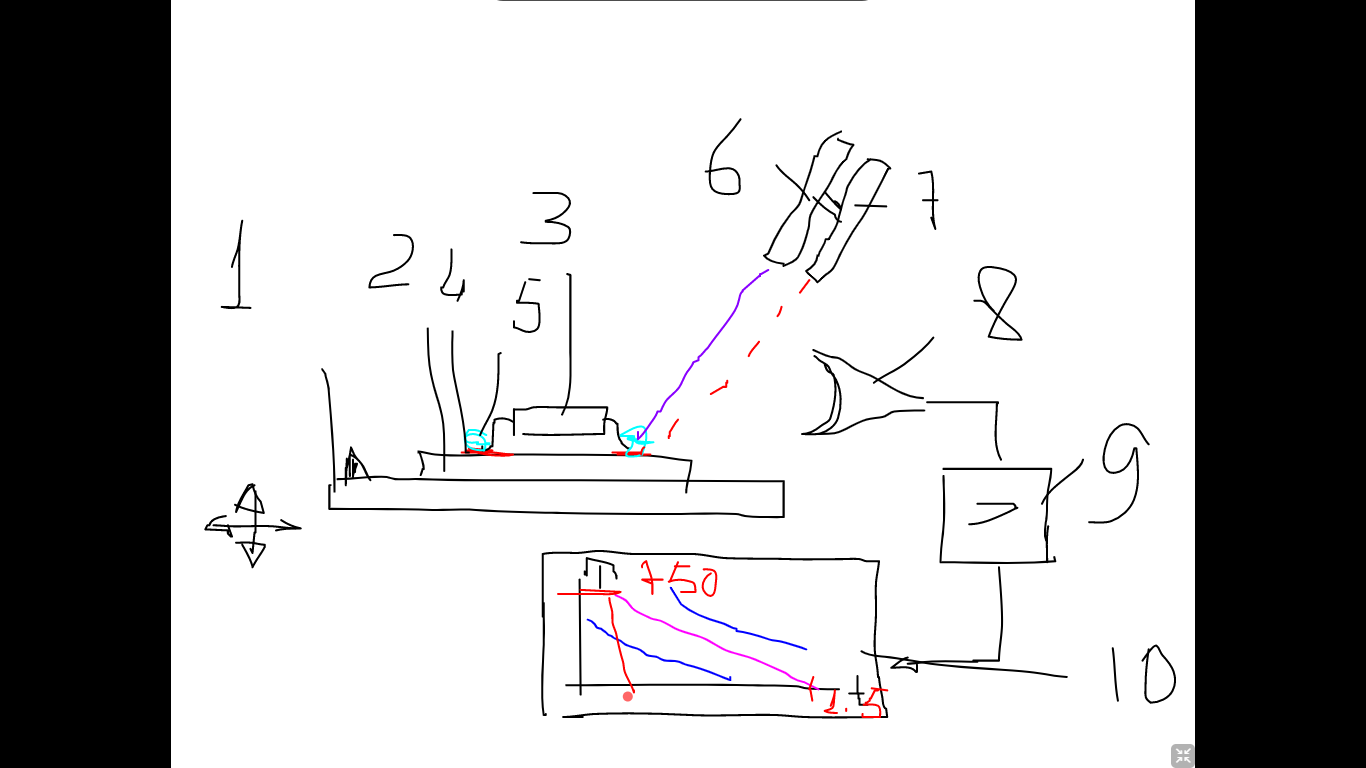
На координатный стол 1 (может двигаться вправо-влево и вперед-назад по заранее намеченной траектории; известна координата любой его точки в любой момент времени) помещают печатную плату 2 с установленными на неё дискретными элементами 3. Элементы удерживаются на контактных площадках 4 за счет разложенной на эти площадки ДОС-паяльной пасты. Над координатным столом располагают жестко связанные между собой пилотный лазер 7 и рабочий лазер 6. Пилотный лазер указывает место будущей пайки, т.е. место, куда ударит луч рабочего лазера. Координатный стол подводят место будущей пайки под пятно пилотного лазера. Затем срабатывает рабочий лазер. Пайка произведена. Скорость пайки определяется скоростью движения координатного стола. Недостаток – рабочий лазер нагревает место пайки до температуры 700 градусов. Вспениваются паянные соединения. Для контроля качества паянного соединения при этом методе используются тепловые датчики 8, которые фиксируют температуру остывания паянного соединения. Сигнал термодатчика через усилитель поступает на компьютер, где имеется заранее сформированное изображение правильного процесса остывания. Если зафиксированная кривая остывания лежит в пределах «трубки», обозначенной синими линиями, то с паянным соединенияем всё норм. Как только этот процесс выходит за пределы диапазона, то речь идет о браке. Это связано с тем, что во время раскладки паяльной пасты произошла ошибка дозатора – как следствие изменение массы пасты.
|
|||||
|
|
Последнее изменение этой страницы: 2021-01-14; просмотров: 202; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.223.21.5 (0.006 с.) |