
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Анализ состояния производства с помощью контрольных карт
Построив контрольные карты, можно приступить к статистическому регулированию рассматриваемого технологического процесса. Прежде всего, необходимо определить состояние процесса по основным признакам: наличие точек, выходящих за контрольные границы; наличие серий или трендов; наличие периодичности или приближения точек к контрольным пределам; сравнить контрольные границы с границами допуска. Выход за контрольные пределы. Это такое состояние процесса, при котором точки значений параметров лежат вне контрольных границ. Серии. Это такое состояние процесса, при котором точки неизменно оказываются по одну сторону от центральной линии. Тренд (дрейф). Это проявление такого состояния процесса, когда точки (не менее семи подряд) образуют одну непрерывно повышающую или понижающую кривую. Приближение к точек к контрольным пределам. Это такое состояние процесса, при котором точки находятся в области контрольных границ на расстоянии не более одной сигмы. Для контрольных карт по альтернативному признаку выводы делают по расположения точек относительно верхней границы регулирования. Таким образом, изучая контрольные карты можно сделать выводы относительно статистической управляемости (регулируемости) процесса, его стабильности, количеству брака и вероятности его появления. По итогам проводят корректировку процесса. Контрольные вопросы 1 Как производится выбор показателей качества; 2 Для каких целей проводится анализ процесса производства; 3 От чего зависит частота и объем подгрупп данных при построении контрольных карт; 4 В чем заключается предварительный сбор данных; 5 Какие требования устанавливаются к состоянию производственного процесса при сборе данных для построения контрольных карт; 6 Какова структура контрольной карты; 7 Как проводится анализ состояния производства с помощью контрольных карт; 8 Какие выводы можно сделать о состоянии производства можно сделать с помощью контрольных карт.
Типы контрольных карт В зависимости от вида показателя и цели существуют различные типы контрольных карт, которые классифицируются по количественным и качественным (альтернативным) признакам. 4.1 Контрольные карты по количественным, признакам:
4.1.1 ( Расчет контрольных границ:
где значения 4.1.2 ( - карта менее точна и потому дает меньшую возможность выявлять отклонения; - карта достаточно проста и, следовательно, она окажется более пригодной непосредственно на месте работ; - измеряемые величины можно непосредственно сравнивать с нормированными значениями. Расчет контрольных границ:
где значения 4.1.3 ( Расчет контрольных границ:
где значения Контрольные карты по количественному признаку состоят из двух графиков Наблюдая за технологическим процессом с помощью контрольных карт по количественному признаку, можно определить статистический допуск, т. е. тот реальный разброс, который в данный момент времени органически обеспечивается данным процессом производства в пределах Контрольные вопросы 1 Типы контрольных карт по количественному признаку. 2 Какие показатели контролируются с помощью контрольных карт по количественному признаку? 3 Расчет границ регулирования для контрольных карт. 4 Этапы построения контрольных карт. 5 Выводы, которые позволяют сделать контрольные карты по количественному признаку. План работы 1 Применить метод контрольных карт при анализе стабильности процесса производства сосисок. Контролируется длина сосисок при шприцевании. Данные представлены в таблице 1. 2 Сформировать информационные данные. 3 Рассчитать данные для границ регулирования контрольной карты 4 Построить графики контрольной карты 5 Сделать вывод о статистической управляемости процесса.
Таблица 1 Данные для расчета контрольных границ
Задания для самостоятельного выполнения 1 Рассчитать данные для границ регулирования контрольных карт типа 2 Построить графики вышеуказанных контрольных карт. 3 Сделать вывод о статистической управляемости процесса. 4.2 Контрольные карты по качественным признакам: 4.2.1 р-карта (для доли дефектных изделий). Контрольная карта р применяется для контроля и регулирования технологического процесса в тех случаях, когда измеряемой характеристикой процесса является доля дефектных изделий. Значение доли дефектных изделий выявляется после проверки некоторой части изделий, разделения их на хорошие и дефектные, и деления числа обнаруженных дефектных изделий на полное число проверенных изделий. Хотя сами измеряемые показатели качества обычно относятся к количественным признакам, после разграничения изделий на доброкачественные и дефектные эти две группы относятся к категории качественных признаков, и поэтому в таких случаях целесообразно использовать р-карту. Кроме применения контрольной карты р для доли дефектных изделий, ее можно применять для определения интенсивности выпуска продукции, процента неявки на работу и т.п. Преимущество р-карты состоит в том, что одновременно можно контролировать несколько параметров, причем число проверяемых изделий может меняться.
Особенно удобна р-карта при приемочном контроле сложных изделий, когда перед отправкой потребителю проверяется вся продукция; контролируются её функциональные характеристики, товарный вид и т.п. р-карту можно использовать как при сплошном, так и выборочном контроле. Объем выборки часто берут равным 100 шт., поэтому порой в сутки наносят только одну точку. Если ежедневному контролю подвергаются менее 100 изделий, то складываются результаты, полученные за несколько дней. Выборки при этом могут быть неодинакового объема. Величину доли дефектных изделий часто берут в % -ном выражении. Расчет контрольных границ для р-карты: Данные:
или за день;
Иногда формулы для расчета контрольных границ иные, если в таблице данных для построения контрольных карт есть графа с
Иногда рассчитывают значение А по формуле:
* - если расчет ведут в долях, то берут 1, если в % - то 100, как показано в формуле. ** - если под корнем получается отрицательное число, то берем 0, тогда границы совпадут и брака не должно наблюдаться. График р-карты: ось абсцисс – номера выборок или даты; ось ординат– откладывают доли дефектных изделий - средняя линия – через С помощью р-карты контролируется доля дефектных изделий. 4.2.2 nр-карта (для числа дефектных изделий). Контрольная карта nр применяется для контроля и регулирования технологического процесса в тех случаях, когда контролируемым параметром является число дефектных изделий при постоянном объеме выборки n. Эта контрольная карта соответствует контрольной карте р при постоянном n и, по существу, совпадает с ней. Часто объем выборок равен 100 изделиям, при этом желательно собрать 20-25 групп данных. Расчет контрольных границ для nр-карты: Данные:
Если выборка равна 100 изделиям, то можно рассчитать значение
* - если под корнем получается отрицательное число, то берем 0, тогда границы совпадут и брака не должно наблюдаться. График nр-карты: ось абсцисс – номера выборок; ось ординат – откладывают число дефектных изделий в выборке - средняя линия – через С помощью р-карты контролируется число дефектных изделий. 4.2.3 с-карта, u-карта. Иногда бывает, что анализ и управление процессом ведутся по таким дефектам в продукции, как, например, число внешних пороков на изделии, число дефектов сварки в конструкции, число дефектов печатной платы и т.д. В этих случаях для числа дефектов в изделиях одинакового размера применяются карты типа с, а для изделий разного размера - карты типа u. Иными словами, контрольная карта с используется тогда, когда контролируемым параметром служит число дефектов, обнаруживаемых среди каких-то постоянных объемов продукции. В качестве таких постоянных объемов продукции лучше всего брать какую-то определенную площадь, определенный объем и т.п. Например; если это автомобили, то это - одна транспортная единица или пять транспортных единиц; если это листовая сталь, то один или 10 листов. Расчет контрольных границ для c-карты: Данные:
наименования, поэтому не
Если при расчете границ регулирования получается отрицательное значение, а это обычно График с-карты: ось абсцисс – номера выборок; ось ординат– откладывают число дефектов (разных) в выборке - средняя линия – через С помощью с-карты контролируется суммарное число дефектов на определенное количество изделий. Контрольная карта u применяется в тех случаях, когда контролируемым параметром является число дефектов, обнаруживаемых среди непостоянных объемов некоторой продукции. Например, эти карты используют, когда подсчитывают число дефектов, приходящихся на продукцию с различной площадью, длиной, метражом, объемом, массой и т. п. Расчет контрольных границ для u-карты: Данные:
одинаковые и различные;
так как выборки неодинакового объема.
Если при расчете границ регулирования получается отрицательное значение, а это обычно График u-карты: ось абсцисс– номера выборок; ось ординат – откладывают долю дефектов на единицу объема - u;
средняя линия – через С помощью u-карты контролируется число дефектов на единицу продукции (объема, метража). Контрольные вопросы 1 Типы контрольных карт по качественному признаку. 2 Какие показатели контролируются с помощью контрольных карт по качественному признаку? 3 Расчет границ регулирования для контрольных карт. 4 Этапы построения контрольных карт. 5 Выводы, которые позволяют сделать контрольные карты по качественному признаку. План работы 1 С помощью р -карты провести контроль процесса производства тортов по качеству украшения. Данные представлены в таблице 2. 2 С помощью np -карты провести контроль процесса формирования пельменей, выборки производили по 100 шт. в течение 25 дней. Данные представлены в таблице 3. 3 С помощью u – карты провести контроль качества печати информации на упаковке. Данные представлены в таблице 4. 4 При анализе карт показать выход точек за пределы границ регулирования, повышающие или понижающие тренды, серии и приближения точек к контрольным линиям, а также провести дополнительные линии, показывающие расстояние ± 2 δот центральной линии. 5 Сделать вывод о статистической управляемости процессов. Таблица 2 Контрольный листок данных для p-карты
Таблица 3 Контрольный листок данных для np - карты
Таблица 4 Контрольный листок данных для u - карты
Задания для самостоятельного выполнения 1 По результатам построения и анализа всех контрольных карт (в том числе по количественному признаку) разработать планы корректирующих и предупреждающих мероприятий для достижения статистической управляемости изучаемых процессов. 2 Самостоятельно сформировать данные (типы возможных дефектов и вероятности их появления) для построения с-карты по примеру, приведенному в приложении В. Для этого выбрать любой продукт и зарегистрировать задание у ведущего преподавателя. Тема № 6 Диаграммы разброса (рассеяния) Цель работы: закрепление знаний, умений и навыков по проверке предположений о наличии связей между случайными величинами, описании этих связей и использовании в управлении качеством. Общие положения Корреляционный анализ В управлении качеством диаграммы разброса или рассеяния служат для установления связей между признаками, обычно между показателями качества и факторами, на них влияющими. Для построения диаграмм разброса проводят корреляционный анализ, а при обнаружении достоверных связей рассчитывают их количественную характеристику, то есть проводят регрессионный анализ. 6.1.1 Корреляционный анализ - это метод суждения о существовании связей между случайными величинами с помощью диаграмм рассеивания и вычисления коэффициента корреляции. Алгоритм построения диаграмм рассеивания: 1. Собрать парные данные x и y, между которыми требуется найти наличие связи. Желательно иметь от 30 до80 пар. 2. Выбрать масштаб шкал для вертикальной и горизонтальной осей, так чтобы две длины были примерно равны. Если одна переменная – фактор, а другая – характеристика качества, то для фактора необходимо выбрать горизонтальную ось, а для характеристики качества – вертикальную. 3.На отдельном листке бумаги строим оси координат и наносим данные. 4 При анализе диаграмм выявляем выбросы, и если они есть, то нужно выяснить причину несоответствий; 5. Исключить выбросы из корреляционного анализа.


  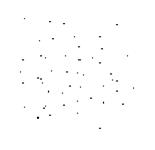 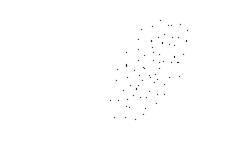 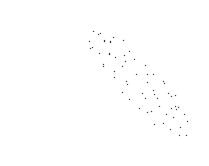
а) r = 0 б) r = +0,5-0,6 в) r = -0,7-0,8
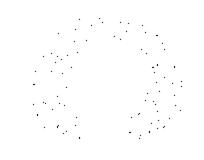 
г) д)
На рисунках представлены рассеивания, указывающие на отсутствие или наличие связи, а также на направление связи. На рисунках б и в имеется линейная связь, где величина y подчинена закону нормального распределения. На рисунках г и д связь есть, но y подчинена какому-то другому закону распределения и расчет выборочных характеристик в этом случае невозможен. После построения диаграмм рассеивания для установления силы связей между двумя случайными величинами в количественном измерении высчитывают коэффициент корреляции r.
Сила связи: /0,2-0,4/ - слабая связь /0,4-0,6/ - умеренная связь /0,6-0,8/ - заметная /0,8-1,0/ - высокая Замечание: иногда между случайными величинами, не связанными вообще, появляется сильная корреляция, которая называется ложной. Даже если коэффициент корреляции высок - это не совсем указывает на причинно-следственную связь. Так, например, была обнаружена высокая связь между индексом потребительских цен и числом случайных возгораний.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 293; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.51.241 (0.098 с.) |
 - R)-карта. Эта карта используется в тех случаях, когда для анализа и управления процессом применяют такие показатели, как среднее арифметическое (
- R)-карта. Эта карта используется в тех случаях, когда для анализа и управления процессом применяют такие показатели, как среднее арифметическое (
 определяются по таблице коэффициентов для вычисления контрольных карт для n количества.
определяются по таблице коэффициентов для вычисления контрольных карт для n количества. - R)-карта. Эта карта используется в тех случаях, когда для анализа и управления процессом применяют такие показатели, как медиана (
- R)-карта. Эта карта используется в тех случаях, когда для анализа и управления процессом применяют такие показатели, как медиана (
 определяются по таблице коэффициентов для вычисления контрольных карт для n количества.
определяются по таблице коэффициентов для вычисления контрольных карт для n количества.
 определяются по таблице коэффициентов для вычисления контрольных карт для n количества.
определяются по таблице коэффициентов для вычисления контрольных карт для n количества. .
. - R. Используйте таблицу коэффициентов для вычисления линий контрольных карт (см. прил. Б).
- R. Используйте таблицу коэффициентов для вычисления линий контрольных карт (см. прил. Б).


 =
=
 =
=
 =
=
 =
=
 и типа
и типа  , используя данные таблицы 6 и таблицы коэффициентов (см. прил. Б).
, используя данные таблицы 6 и таблицы коэффициентов (см. прил. Б). - количество выборок (часто дней контроля);
- количество выборок (часто дней контроля); - объем выборки или количество исследованных изделий за день;
- объем выборки или количество исследованных изделий за день; - количество бракованных изделий;
- количество бракованных изделий; - доля брака, %
- доля брака, % - среднее количество проконтролированных изделий на одну выборку
- среднее количество проконтролированных изделий на одну выборку - доля брака на весь объем проконтролированных изделий.
- доля брака на весь объем проконтролированных изделий.
 - среднеквадратическим отклонением, то используют формулу:
- среднеквадратическим отклонением, то используют формулу: , где
, где
 тогда
тогда
 .
. - общее количество исследованных изделий (всех);
- общее количество исследованных изделий (всех); - общее количество бракованных изделий;
- общее количество бракованных изделий; - доля бракованных изделий на одну выборку;
- доля бракованных изделий на одну выборку; - в этой карте, так как выборки одинакового объема.
- в этой карте, так как выборки одинакового объема.
 - доля брака на одну выборку, тогда:
- доля брака на одну выборку, тогда:
 (%);
(%); .
. - число дефектов в каждой выборке, при этом дефекты могут быть разного
- число дефектов в каждой выборке, при этом дефекты могут быть разного - среднее количество дефектных изделий (брака) на одну выборку;
- среднее количество дефектных изделий (брака) на одну выборку;
 - нижняя граница, то она совпадет с осью абсцисс.
- нижняя граница, то она совпадет с осью абсцисс. .
. - количество выборок неравного объема;
- количество выборок неравного объема; - среднее количество проконтролированных изделий на одну выборку,
- среднее количество проконтролированных изделий на одну выборку, - доля дефектов на единицу объема каждой отдельной выборки;
- доля дефектов на единицу объема каждой отдельной выборки; - среднее количество дефектов на единицу продукции, метраж;
- среднее количество дефектов на единицу продукции, метраж;
 .
. ;
; ;
; ;
;
 Если r в диапазоне от -1 до 0, то связь отрицательная, если от +1 до 0 до связь положительная. Чем ближе r к +1 или -1, тем сильнее связь. Если r = 0, то связи нет
Если r в диапазоне от -1 до 0, то связь отрицательная, если от +1 до 0 до связь положительная. Чем ближе r к +1 или -1, тем сильнее связь. Если r = 0, то связи нет


