Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Глава I i . Материалы, инструменты и приспособления для изготовления ювелирных изделий ручным способом
2.1. Материалы для освоения учебной дисциплины «Технология изготовления ювелирных изделий» Исполнение замысла будущего художника-ювелира или практическая работа студента, выполняемая по образцу, зависит от особенностей и свойств выбранного материала. Знания свойств выбранного материала позволит: - рационально определить последовательность технологических операций изготовления ювелирных изделий; - высококачественно выполнить учебные практические задания; - придать эстетический вид готовой работе. Материалы, применяемые для учебных работ по изготовлению ювелирных изделий ручным способом, можно разделить на основные и вспомогательные. К основным относятся металлы и сплавы, к вспомогательным – кислоты, соли, пасты, огнеупоры, клеи. Основные материалы Металлы представляет собой вещества, обладающие высокой прочностью, специфическим блеском, пластичностью, теплопроводностью. Металлы могут взаимно соединяться друг с другом, образуя сплавы, обладающие более ценными свойствами, чем чистые металлы. В учебных мастерских для изготовления ювелирных изделий ручным способом применяют сплавы цветных металлов – латунь и мельхиор. Латунь – сплав меди с цинком. Физические, механические, технологические и химические свойства латуни определяются процентным содержанием цинка. Содержание цинка в латуни от 10 до 42%. Цифра в марке латуни указывает процентное содержание в ней меди, например, марка Л62 обозначает, что в состав сплава входит 62% меди, остальное ‒ цинк. Для учебных работ используется латунь марки Л62. Латунь этой марки по цвету и некоторым технологическим свойствам имеет схожесть с драгоценным металлом – золотом, например, цвет латуни похож на цвет золота 750 пробы, температура плавления золота –1063°С, латуни от 900-1045°С. Латунь качественно обрабатывается режущим инструментом, пластична, шлифуется, полируется и надолго сохраняет полированную поверхность. Паяется как мягкими, так и твердыми припоями. Латунь прочно покрывается различными гальваническими покрытиями – серебром, золотом, а также принимает химическое оксидирование. Во время изучения учебной дисциплины «Технология изготовления ювелирных изделий», для первых работ по выпиловке и изготовлению обручальных колец различной формой профиля, применяется цветной металл – латунь.
Мельхиор – медно-никелевый сплав с содержанием никеля 18-20%. Температура плавления 1170°С, серебристого цвета. Пластичен, легко режется, паяется, хорошо полируется и надолго сохраняет полированную поверхность. Этот сплав имитирует серебро, применяют для изготовления изделий посудной группы, недорогих ювелирных украшений с полудрагоценными и поделочными камнями. Нейзильбер – трехкомпонентный сплав, основная часть – медь с содержанием никеля 13,5-16,5 % и цинка 22%. Также как и мельхиор по цвету имеет сходство с серебром. Обладает пластичностью, тягучестью, упругостью, прочностью и коррозийной стойкостью. Температура плавления 1050°С. Широко используется в художественной и ювелирной области для изготовления ювелирных изделий и столовых принадлежностей. Получил высокую оценку при изготовлении филигранных изделий. Припои Припоями называют металлы и сплавы, которые применяют при пайке для образования монолитного паяного шва между соединяемыми деталями. Припои имеют более низкую температуру плавления, чем спаиваемый металл. Неразрывность спаянного соединения достигается за счет взаимодействия расплавленного припоя с металлом. В ювелирном производстве припои различают по их металлической основе, такой как кадмиевая, цинковая, магниевая, медная, серебряная, золотая и по температуре плавления – легкоплавкие (температура плавления припоя ниже температуры плавления основного спаиваемого металла), среднеплавкие, тугоплавкие (температуру плавления припоя близкая к температуре плавления спаиваемого металла) Припои должны обладать тремя важными свойствами: 1) хорошо смачивать основной металл (в случае, когда расплавленный припой образует на поверхности металла сплошную остающуюся пленку – химическое явление); 2) хорошо растекаться, обеспечивая качественное заполнение зазора; 3) образовывать прочные и долговечные соединения. Выбор припоя определяется свойствами основного металла, рабочей температурой плавления, методом пайки. В учебном процессе на практических занятиях используются припои на основе серебра. Для основных монтировочных операций в ювелирных изделиях из латуни и мельхиора используется среднеплавкий серебряный припой с добавлением меди и цинка. Для изучения традиционных ювелирных техник «Филигрань» и «Эмалирование. Перегородчатая эмаль» применяется тугоплавкий серебряный припой с добавлением меди. При сложной монтировке ювелирных изделий, где предполагается многоразовая пайка, рекомендуется использовать припои с разной температурой плавления. Первоначальные пайки производят тугоплавким припоем, затем среднеплавким, завершающую монтировку элементов – легкоплавким припоем.
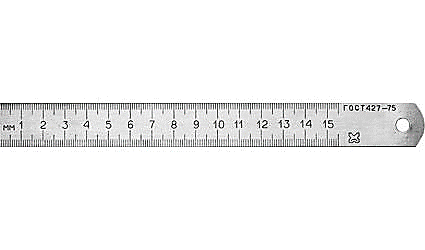
Пример серебросодержащего припоя марки ПСр-65 (среднеплавкий) состав: серебро – 65%, медь – 20%, цинк – 15%, температура плавления 721°С; марка ПСр-72 (тугоплавкий) состав: серебро – 72%, медь 28%, температура плавления 740-760°С. Ювелирные серебряные припои обладают хорошей текучестью, пластичностью и прочностью, антикоррозионность. Вспомогательные материалы Борная кислота – химическая формула H3BO4 – белое кристаллическое вещество, принадлежит к числу слабых кислот, хорошо растворяется в горячей воде, при остывании кристаллизуется. Используется для приготовления флюса при пайке драгоценных металлов. Лимонная кислота – химическая формула C6H8O7 – твердое вещество, растворимое в воде, образующее кристаллы белого цвета. Используется в качестве отбела металла после пайки, при нагревании растворяет остатки флюса и окислы. Бура – химическая формула Na2B4O7×10H2O – натриевая соль тетраборной кислоты. Расплавленная бура растворяет оксиды металлов. Растворяется в горячей воде, при остывании образует большие прозрачные кристаллы. Используется при плавке металлов для очистки сплавов. Буру можно применять как самостоятельный флюс при пайке цветных металлов латуни, мельхиора, меди, нейзильбера. При пайке ювелирных изделий в технике филигрань используют смесь прокаленной и перетертой в ступке буры и измельченного серебряного припоя. Паста (китт) – применяется для фиксации деталей ювелирного изделия во время гравирования, закрепки камней, защищает форму изделия от искажения. Шеллак – природная смола используется для временной фиксации мелких деталей при опиловке, просверливании насквозь парных деталей и другое. Растворяется в техническом спирте. Огнеупорные материалы – асбест, глина огнеупорная, графит. В качестве изоляционного материала при пайке применяется волокнистый материал – асбест, держит температуру 600-800°С, глина огнеупорная, графит используются как компоненты смесей при изготовлении тиглей для плавки металлов. При плавке металлов, для размешивания сплавов, используют стержень из кварцевого стекла, который выдерживает температуру 1100°С. 2.2. Инструменты и приспособления для выполнения практических заданий по учебной дисциплине «Технология изготовления ювелирных изделий» При выполнении ювелирных изделий ручным способом каждому обучающемуся необходимо иметь набор инструментов и приспособлений. Ювелирный инструмент по назначению подразделяется на: а) мерительный; б) режущий; в) для гибки и правки; г) пайки; д) шлифования и полирования; Мерительный инструмент Металлическая линейка, представленная на рисунке 2, предназначена для измерений различных поверхностей на плоскости. Делительная шкала должна четко просматриваться, ребро рабочей поверхности не имеет зазубрин. Используется для измерения и нанесения чертилкой разметочных линий на деталях при изготовлении ювелирных изделий.
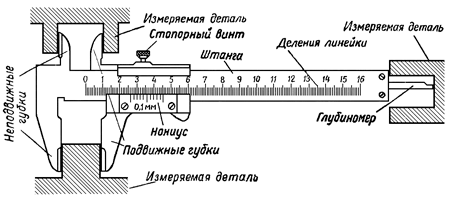
Штангенциркуль является одним из главных измерительных инструментов ювелира, с его помощью определяется толщина металла, измерение величин металлических заготовок: длины, ширины, высоты, глубины, диаметр и высота ювелирных вставок и другое. Все виды штангенциркулей можно разделить на механические и электронные. Механический штангенциркуль, изображенный на рисунке 3, предназначен для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий. Точность измерения штангенциркулем выше, чем обычной линейкой, так как для более точного измерения имеется дополнительная нониусная шкала, которая позволяет определить доли деления от основной шкалы, цена деления на нониусной шкале равна 0,05; 0,02; 0,1 мм.
Перед началом работы важно проверить штангенциркуль на точность. Для этого нужно полностью свести подвижные и неподвижные губки и проверить совпадение нулей на обеих шкалах. В процессе измерения следует учесть рекомендации: 1) для замера внешнего размера нужно отвести подвижные губки штангенциркуля, поместить измеряемый предмет и плотно их соединить; 2) замер внутреннего размера предмета производится путем размещения верхних губок внутрь измеряемой области и разведением их до упора, следует учесть, если поверхность измеряемого предмета твердая, то можно немного сжать для плотной фиксации, для мягкой, например, восковой этого делать не следует, так как можно исказить результат. Последовательность измерения металлической заготовки механическим штангенциркулем: 1) проверить расположение штангенциркуля относительно измеряемой детали на отсутствие перекосов. Для этого губки должны располагаться на одинаковом расстоянии от края детали; 2) зафиксировать нониус крепежным винтом (но́ниус — вспомогательная шкала, которая устанавливается на различных измерительных инструментах и служит для более точного определения количества долей делений основной шкалы); 3) определить целое число миллиметров по основной шкале;
4) найти совпадение штриха на нониусе с нулем основной шкалы и отсчитать количество делений; 5) умножить количество делений нониуса на цену деления и суммировать со значением основной шкалы.
Уголок измерительный, рисунок 5, предназначен для проверки контроля прямых углов (90°) и разметке деталей в ювелирном изделии. Для контроля прямых углов измерительный уголок накладывается на деталь, наличие просвета между плоскостью детали и уголком свидетельствует о тех или иных отклонениях от прямоугольности. Разметочный циркуль, представленный на рисунке 6, состоит из двух металлических стержней, соединенных между собой пружинным кольцом и стопорным винтом. Пружинное кольцо позволяет металлическим стержням расходиться в разные стороны, а стопорный винт фиксирует заданное расстояние. Для точных измерений размеров и переноса разметки фиксация ножек циркуля должна быть жесткой без колебаний. Циркуль применяется при делении линий на отрезки, окружностей на части, а также при переносе линейных размеров с рисунка на рабочую поверхность заготовки ювелирного изделия.
Разметочная или правочная плита (рис. 7) представляет собой ровный стальной (незакаленный) лист с высокой точностью взаимоперпендикулярности верхней плоскости и боковых сторон. Служит для установки деталей ювелирных изделий при разметке и правке. Автоматический (пружинный) кернер, представленный на рисунке 8, предназначен для быстрого нанесения метки (небольшого углубления в металле – центра последующего сверления) путем нажатия на верхнюю часть инструмента. Принцип действия кернера: в металлическом корпусе имеется ударная пружина, стержень с кернером и ударник. Сила удара регулируется специальным
устройством.
Режущий инструмент Лобзик является одним из основных инструментов ювелира. По конструкции и принципу действия похож на обычную ножовку. Высота скобы варьируется от 6-20 см. Размер лобзика свободно регулируется и фиксируется с помощью винта-барашка, что позволяет использовать сломанные пилки. На рисунке 9 представлен лобзик имеющий дополнительный винт для регулировки по натяжению режущего полотна (пилки). Закрепление пилки осуществляется путем его зажима в губках, расположенных на скобе лобзика, которые затягиваются барашковыми гайками без особого усилия вручную. Режущие полотна (пилки) изготавливаются из лигированной стали. Пилки изображенные на рисунке 10, различаются по величине зубьев и имеют соответствующие номера, например: 10/0, 9/0, 8/0 – очень мелкие;7/0, 6/0,5/0 – мелкие; 4/0, 3/0, 2/0 – средние; 1/0, 0, 1, 2 –

Распиливание или разрезание – в каждом случае ювелир должен решать, какой способ резки является наиболее приемлемым в данном случае. При резке листового металла с толщиной от 1,5мм до 3,5 мм используются гильотинные ножницы ручные, изображенные на рисунке 11.
Конструкция гильотинных ножниц для металла включает станину с прикрепленным ползуном, несущим подвижное лезвие. Гильотинные ножницы по металлу работают по принципу воздействия на металл одновременно большой силой давления и острой кромкой ножа, действующего по правилу обыкновенных ножниц. Неподвижный нож размещен на станине. Ползун приводится в движение благодаря воздействию на рукоять мускульной силы. Применение рычага со значительным плечом дает возможность разрезать заготовки сравнительно большой толщины с минимальным усилием. Для того чтобы исключить отскок разрезаемого металла, в гильотинных ножницах предусмотрен специальный упор. Перед началом работы со станком необходимо изучить руководство по эксплуатации гильотинных ножниц. Перед началом работы следует проверить исправность инструмента. При работе с гильотинными ножницами рекомендуется использовать защитные хлопчатобумажные перчатки, беречь руки во время отрезания заготовки, не допускать использования затупленных ножей. Затупленные ножи или неправильная настройка оборудования приводит к ухудшению резки металла, создавая грат (излишки металла), о который можно порезать руки. Ювелирные ножницы, рисунок 12, для резки тонколистового металла используются для резания по прямой и извилистой линиям, при нарезании полосовых заготовок для волочения шарнирной трубки, царги, нарезания ленточного припоя.
Режущий инструмент острогубцы (кусачки) (рис. 13, 14) применяют для резки материала в процессе выполнения многих операций изготовления ювелирных изделий, например, нарезания небольших кусочков припоя, отрезание проволоки и кусочков металла. При резании металлической заготовки следует учесть, что идеально ровный разрез получается только с лицевой стороны, другая сторона среза всегда будет скошена. При правильном использовании с обеих сторон шва заготовки, например, каста, эти кусачки создают идеально точное, плотно прилегающее соединение, которое не требует дополнительной подготовки к пайке. Угол заострения режущих кромок острогубцев может быть с тремя различными конфигурациями:диагональными, смещенными (или косыми), или концевыми.

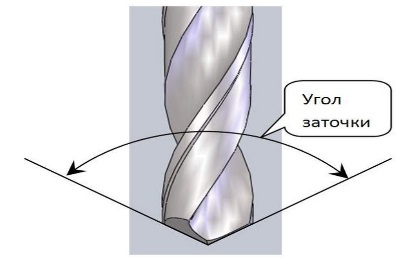
Сверло В процессе изготовления ювелирных изделий применяют сверла для работы по металлу. С помощью сверел можно просверлить цилиндрическое отверстие насквозь, засверлить несквозное углубление, рассверлить отверстие большего диаметра. Строение сверла. Сверло состоит из рабочей части и хвостовика. Рабочая часть из режущей части и цилиндрической. Режущая часть имеет конус с двумя режущими кромками, которые сходятся в центре сверла. Угол конуса называется углом заточки сверла. Угол заточки сверла для цветных металлов равен 120° (рис. 14). От угла заточки зависит правильная работа сверла. Цилиндрическая часть сверла имеет две винтовые канавки, расположенные одна против другой, которые отводят стружку из просверливаемого отверстия во время работы сверла.
Шабер – трехгранный режущий инструмент, изготовленный из инструментальной стали представляет собой рабочую лезвийную часть с ручкой (рис. 16). Рабочая часть шабера имеет три лезвия, которые сходятся в угол при вершине. Угол при вершине называется углом заточки шабера. Угол заточки шабера зависит от сечения и назначения. Различают три вида шабрения: внутренних округлых частей, наружных поверхностей и труднодоступных мест. При шабрении внутренних округлых поверхностей используют трехгранные шаберы со сторонами 6-8 мм и углом заточки 30-35°, шабрение наружных поверхностей – шабер тонкого сечения, стороны 4-6 мм, угол заточки 15-25°, для труднодоступных мест подбирают шаберы, которые обеспечат более удобную, производительную и качественную обработку конкретного изделия и труднодоступного места в нем.
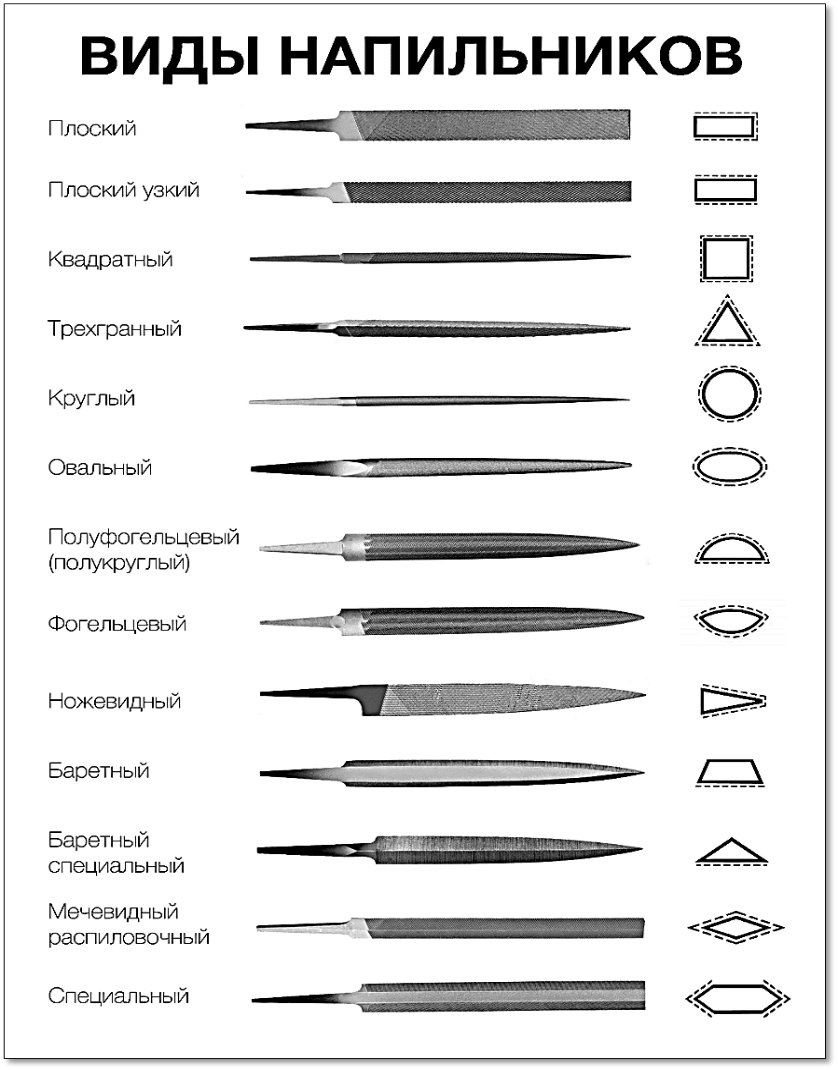
Напильники, применяемые для ручного изготовления ювелирных изделий, представляют собой стальной брусок определенного профиля и длины на поверхности которого имеется насечка. Их различают по размеру, форме, насечке (рис. 17). Напильники служат для обработки больших площадей поверхности ювелирного изделия, надфили – для обработки мелких деталей и труднодоступных мест. Надфиль отличается от напильника меньшей площадью сечения и тем, что хвостовик надфиля является одновременно рукояткой. По форме поперечного сечения выделяют следующие типы напильников и надфилей: - плоские (для обработки внутренних плоских, а также наружных плоских и выпуклых поверхностей, зачистка мест пайки, запиловка заусенцев, припасовка шарнирных соединений, обработка плоских поверхностей колец); - четырехгранные (для квадратных, прямоугольных отверстий и пазов); - трехгранные (для внутренних углов, запиловки крапанов, выпиливания угловых всечек – мест сгиба, зачистки труднодоступных мест пайки); - полукруглые (для вогнутых поверхностей, обработки рельефов, внутренних округлых поверхностей, люфтов каста); - круглые (для отверстий в изделиях и закругленных углублений, выпиливания рельефа, обработки круглых отверстий люфтов); - ромбические и ножовочные (для углов и наклонных плоскостей, запиловки фасонных пазов); - игольчатые (для обработки боковых поверхностей, сложных прорезных узоров, труднодоступных мест, отверстий различных форм). Определенный тип надфилей называется рифелем. Рифели имеют укороченную, изогнутую рабочую часть двояковыпуклого профиля с изгибами различной конфигурации. Применяют для обработки криволинейных поверхностей и доводки внутренних поверхностей полых изделий и сложнодоступных поверхностей изделий и деталей. Рифели используются реже, чем напильники и надфили.
Вопросы ко II главе: 1. Как измерить металлическую заготовку механическим штангенциркулем? 2. Какие инструменты применяются при разметке заготовок? 3. Что представляет собой чертилка и для чего она служит? 4. Какими ручными и механизированными инструментами производят разрезание металла? 5. Под каким углом затачивают сверло? 6. Какие основные правила техники безопасности необходимо соблюдать при разрезании металла? 7. Из какого материала изготавливают напильники? 8. Чем отличается напильник от надфиля? 9. Какой режущий инструмент применяют для чернового опиливания? 10. Назовите виды и формы напильников?
|
|||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2020-12-09; просмотров: 599; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.190.101 (0.039 с.) |