Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Составить схему поточной линии получения гнутого автомобильного стекла
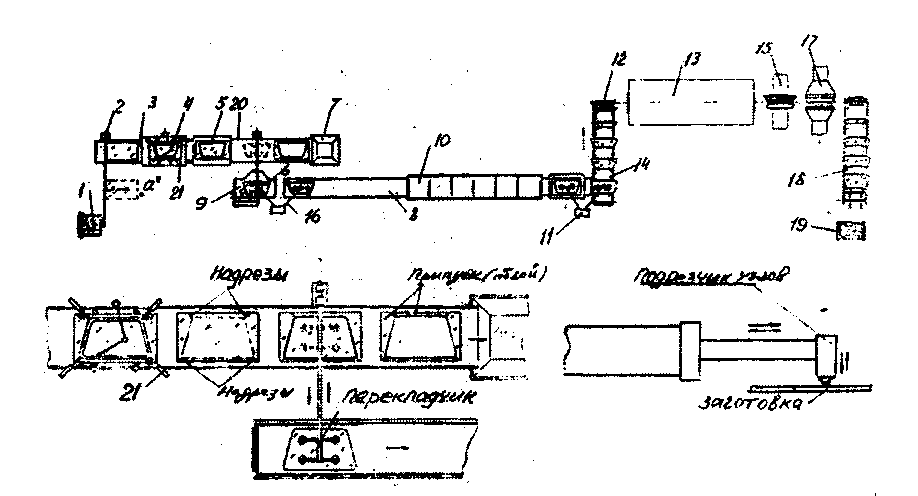
Цель: Закрепить знания по теме: «Производство закаленного стекла», изучить технологию изготовления гнутого закаленного автомобильного стекла Методические указания При массовом производстве малогабаритных автомобильных стекол обрабатывается большое количество заготовок стекла. Современные поточные линии по изготовлению заготовок малоформатных и крупногабаритных автомобильных стекол объединяют в одну технологическую цепочку, включая конвейеры подачи стекла, установки по вырезке контура заготовки, устройства для отделения облоя (припуска) и его удаления, станки для обработки кромки заготовки «под радиус», машины мойки и сушки, участки визуального контроля заготовок. Такие линии оканчиваются складированием заготовок стекла в пирамиды с последующей транспортировкой на склад. Но такая поточная линия может быть объединена с закалочной установкой. В этом случае на поточной линии проходит весь технологический цикл — от сырого стекла до готового закаленного изделия. В линии применяются перекладчики стекла различных конструкций для передачи стекла по операциям, рольганги и реечные транспортеры. На рисунке 1 представлена общая схема автоматизированной поточной линии для изготовления крупногабаритного закаленного стекла с вертикальной щелевой закалочной печью.
1 — пирамида со стеклом, 2 — перекладчик стекла, 3 — конвейер подачи стекла, 4 —резной стол с подрезчиком углов, 5- механизм для получения сквозной трещины, б — перекладчик вырезанной заготовки стекла, 7 — бункер боя, 8 —конвейер подачи заготовок в моечно-сушилъную машину, 9 — станок для обработки кромок, 10 — моечно-сушильная машина, 11 — перекладчик стекла, 12 — каретка нагревательной печи, 13 — щелевая электропечь нагрева стекла, 14-конвейер подачи стекла, 15 — гибочный пресс, 16 — перекладчик заготовок стекла, 17 — обдувочная камера, 18 —конвейер подачи готового стекла, 19 — пирамида с готовой продукцией, 20 — транспортер, 21 —режущая головка. Рисунок 1- Схема поточной полуавтоматической линии получения гнутого закаленного автомобильного стекла К загрузочному участку линии подвозится пирамида (1) со стеклом и устанавливается в ориентированном положении. Перекладчик (2) с вакуумприсосной рамой берет из пирамиды крайнее стекло и при движении к загрузочному участку в позиции «а» разворачивает его в горизонтальное положение. Заняв фиксированное положение, опускает заготовку на валики конвейера (3). Существуют различные конструкции перекладчиков стекла с кинематикой движения применительно к конструктивным особенностям линии. Но у всех общий принцип захвата стекла вакуумприсосками.
Перемещаясь по конвейеру, прямоугольный лист стекла попадает на участок вырезки контура заготовки и с помощью автоматических упоров устанавливается в определенном положении. В производстве применяются различные конструкции резных станков (4). Существуют резные станки с режущей головкой, обегающей копир, имеющие несколько вариантов привода. Самым современным оборудованием для автоматической вырезки фигурных стекол любой конфигурации является механизм бескопирной вырезки контура. Движение режущей головки, установленной на перемещающейся балке, осуществляется по определенной программе, обеспечивающей точную вырезку заданного контура. В этой операции очень важным технологическим моментом является процесс появления сквозной трещины стекла по контуру надреза и свободное отделение облоя (припуска стекла по краям заготовки). Для гарантированного прохождения трещины и свободного отделения облоя режущий ролик должен сделать дополнительно четыре надреза на заготовке. В некоторых конструкциях резных устройств для выполнения надрезов по углам устанавливают дополнительные режущие головки (21), которые автоматически быстро подводятся и, сделав надрезы, отводятся. Заготовка с надрезом по контуру изделия перемещается на участок отделения облоя. С помощью механизма (5) производится нажим на стекло в краевых точках, после чего по надрезам проходит сквозная трещина, и прямоугольная заготовка разделяется: вырезанная деталь отделяется от облоя. В некоторых конструкциях разрушение облоя по надрезам производится с помощью газовых горелок, острое пламя которых кратковременно направляется на стекло одновременно в четырех точках по углам, вызывая напряжение в стекле и его разрушение.
Отделившаяся от облоя фигурная заготовка перекладчиком (6) поднимается с транспортера и переносится на станок (9), где производится обработка (закругление) кромки заготовки алмазным кругом. Оставшиеся осколки стекла (облой) транспортером (20) сбрасываются в бункер (7). Заготовка с обработанной «под радиус» кромкой перекладчиком (16) переставляется на конвейер (8) и направляется в моечно-сушильную машину (10), где производятся мойка и сушка. Обработанная заготовка, готовая к закалке, перемещается перекладчиком (11) на конвейер (14), который направляет ее к нагревательной печи. Конструкция конвейера (14) зависит от вида изделия и типа нагревательной печи: он может быть в виде роликового или планочного транспортера, где стекло перемещается горизонтально. Заготовка стекла подходит на участок загрузки в нагревательную печь в вертикальном положении, что облегчает ее навеску на зажимы. Далее заготовка нагревается в печи (13), подвергается изгибу в прессе (15) и получает закалку в обдувочной камере (17). Готовое изделие проходит контроль на конвейере (18) и поступает на пирамиду (19). Задание 1: Дайте ответы на следующие вопросы: 1 Какой процесс является закалкой стекла? __________________________________ 2 Область применения закаленного стекла___________________________________ 4 Написать два основных условия необходимых для закалки стекла_____________ 5 Перечислить оборудование для закалки__________________________________ Задание 2 На приведенной ниже схеме обозначить номера позиций и указать их значение
Рисунок 1 – Схема поточной полуавтоматической линии получения гнутого закаленного автомобильного стекла
Задание 3 По данным схемы, приведенной в задании 2, описать технологический процесс производства гнутого закаленного стекла
Порядок выполнения работы На занятии студент должен: 1 Изучить технологический процесс производства закаленного стекла; 2 Изучить технологический процесс производства гнутых закаленных стекол; 3 Составить отчет по проделанной работе. Содержание отчета
Отчет выполняется на листах формата А4 по установленному образцу. Отчет должен содержать следующие разделы: 1 Название и цель работы; 2 Ответы на вопросы задания №1; 3 Схему поточной полуавтоматической линии получения гнутого закаленного автомобильного стекла с указанием позиций; 4 Описание работы линии.
Практическая работа № 90
|
|||||||
|
|
Последнее изменение этой страницы: 2020-11-28; просмотров: 155; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.19.31.73 (0.009 с.) |