
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Точность и контроль отверстий
Контроль диаметра отверстий
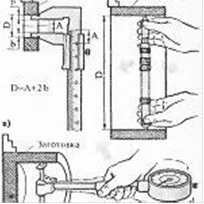
Точность диаметра отверстий контролируют штангенциркулем с точностью отсчета до 0,1 мм или 0,05. При замерах штангенциркулем с точностью до 0,05 мм ШЦ-II учитывают толщину губок b. Отверстия диаметром 120 мм и выше можно измерять микрометрическим нутромером (штихмасом) с точностью до 0,01 мм. Глубокие отверстия большого диаметра (например, полости цилиндров) контролируют индикаторным нутромером, который предварительно настраивают на размер по эталонному кольцу или по микрометру. Индикатор показывает отклонение от установленного размера с точностью до 0,01 мм. В крупносерийном и массовом производстве отверстия контролируют предельными калибрами-пробками. Если проходная пробка ПР без усилия проходит в отверстие, а непроходная НЕ - не проходит, то размер отверстия находится в пределах допуска. Для контроля отверстий диаметром 80 мм и более применяют срезанные и пластинчатые пробки. Такие пробки легче, кроме того, ими можно выявлять овальность отверстия, измеряя в двух взаимно перпендикулярных направлениях.
Калибры-пробки
Перед контролем калибром-пробкой полость отверстия очищают от стружки и протирают. Протирают отверстие и контролируют размер только после полной остановки вращения шпинделя. Калибры-пробки хранят в вертикальном положении или укладывают на панель из пенопласта.
9. Стандартизация, метрология и организация технического контроля на предприятии Различают задачи унификации и стандартизации, которые должны удовлетворять требованиям всех видов отраслей с учетом технического прогресса. При унификации номенклатуры изделий ограничиваются областью их применения, тесть в зависимости от масштаба и назначения унификация может предшествовать стандартизации. Необходимыми условиями комплексной унификации является систематизация и анализ данных применимости типоразмера конструктивных элементов. Анализ проводят с целью упорядочивания номенклатуры разных характеристик каждого конструктивного элемента и обеспечения взаимной увязки этих характеристик с соответствующими характеристиками режущего инструмента. Унификация номенклатуры должна не только обеспечивать сокращение существующих типов изделий, но и способствовать упорядочиванию конструктивных исполнителей, обеспечивать экономичное и эффективное производство деталей машин. При унификации детали унифицируется конструкция детали и элементы, свободные и связанные размеры, приспособления.
Унификация изделий машиностроения производится в следующей последовательности: ·определение уровня унификации изделия; ·анализ чертежа изделия; ·классификация по единичным и групповым признакам; ·установление оптимальности размеров изделия на основании предпочтительных чисел; -разработка предложений по организации специального производства унифицированного изделия. В результате последовательной унификации изделия и стандартизации, которая проводится в машиностроении удается значительно сократить номенклатуру процессов и изделий, улучить технико-экономические показатели производства. Для организации проведения работ по стандартизации на предприятиях создаются конструкторско-технические отделы по стандартизации (КТОС). Задачи и функции КТОС: ·организация и планирование работ, контроль за выполнением планов по стандартизации»; ·разработка проектов стандартов; ·системный контроль за проведением и соблюдением стандартов и технических условий при проектировании и производстве; - учет применения стандартных элементов при проектировании; Метрологическое обеспечение подготовки производства является одной из функций технологической подготовки производства и предусматривает метрологическое обеспечение на всех стадиях создания объекта, а также обеспечивает организационные мероприятия направленные на: ·повышение качества выпускаемой продукции; ·снижение затрат и сокращение сроков подготовки производства; - внедрение в производство прогрессивных методов и средств измерений. Организация и проведение технического контроля качества - одни из составных элементов системы управления качеством на стадиях производства и реализации продукции. Технический контроль - это проверка соответствия продукции или процесса, от которого зависит качество продукции, установленным стандартам или техническим требованиям. В машиностроении (в том числе и в радиоэлектронном приборостроении) он представляет собой совокупность контрольных операций, выполняемых на всех стадиях производства: от контроля качества поступающих на предприятие материалов, полуфабрикатов, комплектующих приборов и изделий до выпуска готовой продукции.
Технический контроль является неотъемлемой частью производственного процесса. Он выполняется различными службами предприятия в зависимости от объекта контроля. Так, контроль за правильным использованием стандартов, технических условий, руководящих материалов и другой нормативно-технической документации в процессе подготовки производства осуществляет служба нормоконтроля. Качество технической документации контролируется непосредственными исполнителями и руководителями всех уровней в отделах главного конструктора, главного технолога, главного металлурга и других служб предприятия. Но контроль качества готовой продукции и полуфабрикатов своего производства осуществляет отдел технического контроля (ОТК), хотя ответственность за качество не снимается с исполнителей и руководителей производственных подразделений (цехов и участков). Основной задачей технического контроля на предприятии является своевременное получение полной и достоверной информации о качестве продукции, состоянии оборудования и технологического процесса с целью предупреждения неполадок и отклонений, которые могут привести к нарушениям требований стандартов и технических условий. Технический контроль призван обеспечивать требуемую настроенность процесса производства и поддерживать его стабильность, то есть устойчивую повторяемость каждой операции в предусмотренных технологических режимах, нормах и условиях, Объектами технического контроля на машиностроительном предприятии являются поступающие материалы, полуфабрикаты на разных стадиях изготовления, готовая продукция (детали, мелкие сборочные единицы, узлы, блоки, изделия), средства производства (оборудование, инструмент, приборы, приспособления и др.),
|
||||||
|
|
Последнее изменение этой страницы: 2020-03-14; просмотров: 175; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.133.144.197 (0.008 с.) |
 <http://stankitokarnie.ru/wp-content/uploads/2011/06/16.jpg>
<http://stankitokarnie.ru/wp-content/uploads/2011/06/16.jpg>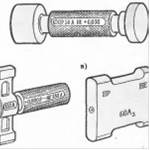 <http://stankitokarnie.ru/wp-content/uploads/2011/06/23.jpg>
<http://stankitokarnie.ru/wp-content/uploads/2011/06/23.jpg>


