Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Установление маршрута обработки отдельных поверхностей
На начальной стадии разработки технологического процесса составляют перечень технологических переходов, которые могут быть применены для достижения конечной точности и шероховатости поверхности, проставленных на рабочем чертеже детали. Между рабочим чертежом и технологическим процессом изготовления детали существуют тесные связи, т.к. каждому методу обработки соответствуют определенные достижимые точность получаемого размера и шероховатость поверхности. Поэтому необходимый метод окончательной обработки поверхности подсказывается рабочим чертежом детали.
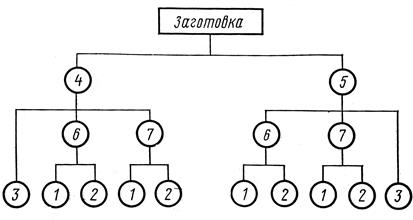
Р и с. 3.39. Схема вариантов обработки отлитого отверстия
Конструктивные формы и точность исходной заготовки предопределяют содержание первого технологического перехода. Определив первый и окончательный технологические переходы, устанавливают необходимость промежуточных переходов. Например, недопустимо при обработке отверстия по 7-му квалитету точности после первого перехода (чернового растачивания отверстия) сразу применять чистовое развертывание, так как точность и качество поверхности после чернового растачивания не обеспечат качественного выполнения чистового развертывания. Получение конечной точности обрабатываемой поверхности может быть достигнуто путем применения различных технологических переходов. Например, при обработке отверстия с отклонением H8 в заготовке из чугуна с предварительно отлитым отверстием конечными переходами могут быть либо развертывание 1 (рис. 3.39, нижний ряд), либо тонкое растачивание 2, либо протягивание 3. Первыми технологическими переходами могут быть черновое зенкерование 4, либо черновое растачивание 5, а промежуточными – чистовое зенкерование 6, либо чистовое растачивание 7. На рис.3.39 показана схема десяти вариантов обработки данного отверстия. Из приведенного примера видно, что число возможных вариантов обработки данной поверхности может быть значительным, причем все они будут различными по эффективности. На данном этапе разработки технологического процесса припуски и режимы обработки не рассчитывают.
На последовательность технологических переходов в значительной мере влияет требование обеспечения взаимной координации поверхностей деталей, указанное в рабочем чертеже. Решение этой задачи связано с правильным выбором баз при установке заготовки на первой и последующих операциях. Наилучшая взаимная перпендикулярность, параллельность и соосность поверхностей достигается при их обработке с одной установки. Определение последовательности технологических переходов при обработке отдельных поверхностей детали позволяет выявить необходимые этапы обработки (черновая, чистовая и отделочная) и является основой для формирования технологического маршрута изготовления детали и отдельных операций.
|
|||||
|
|
Последнее изменение этой страницы: 2017-02-19; просмотров: 427; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.63.236 (0.005 с.) |

 Выбор метода окончательной обработки облегчается использованием точностных характеристик различных технологических методов.
Выбор метода окончательной обработки облегчается использованием точностных характеристик различных технологических методов.